مقارنة بين سبيكة الإنكولوي 800H و 800HT
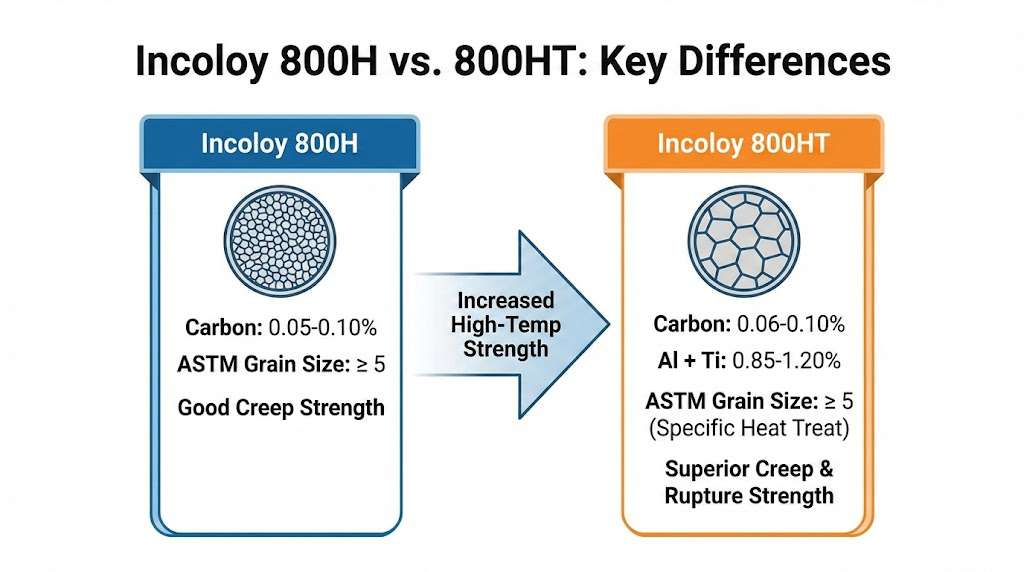
ما هي (باختصار): Incoloy 800H (UNS N08810) و Incoloy 800HT (UNS N08811) هما نسختان خاضعتان للتحكم في الكيمياء ومعالجتان بالحرارة من سبيكة 800 مخصصتان للخدمة في درجات الحرارة المرتفعة. كلاهما مشتق من القاعدة إنكولوي 800 الكيمياء ولكن تتم معالجتها وتقتصر على نطاقات تركيبية أكثر إحكامًا (خاصةً الكربون والألومنيوم والتيتانيوم) ومتطلبات المعالجة الحرارية/حجم الحبيبات المحددة لتحسين القوة طويلة الأجل وسلوك الزحف.
الاختلافات التركيبية والعملية الرئيسية
-
التحكم في الكربون: يستهدف 800H نطاق كربون محكوم (~ 0.05-0.10% C) لزيادة قوة الزحف على 800 الأساسي؛ 800HT له C مقيد بالمثل (محدد عادةً ~ 0.06-0.10%) ولكن مقترنًا بحدود أكثر صرامة من Al+Ti. تؤثر هذه النوافذ الكربونية الصغيرة تأثيرًا جوهريًا على ترسيب الكربيد وعمر الزحف.
-
ألومنيوم + تيتانيوم (Al+Ti): وعادةً ما يكون التحكم في 800HT أضيق نطاقًا وأعلى من Al+Ti (غالبًا ما يتم تحديده بنحو 0.85-1.20% معًا) مقارنةً بالحدود الأوسع المسموح بها في 800H. يشجع هذا التحكم الأكثر إحكامًا على استقرار الهياكل المجهرية ومقاومة أفضل لدرجات الحرارة العالية/مقاومة الأكسدة.
-
المعالجة الحرارية وحجم الحبيبات: غالبًا ما يتم تلدين 800H/800HT بدرجة حرارة عالية (على سبيل المثال، ≥1149 درجة مئوية / ~ 2100 درجة فهرنهايت) لإنتاج حجم حبيبات أكثر خشونة ومضبوطة (ASTM 5 أو أكثر خشونة) مما يحسن أداء الزحف مقابل 800 القياسي. غالبًا ما يتم تحديد 800HT لتلبية أكثر ضوابط المعالجة الحرارية وحجم الحبيبات صرامة.
ملخص الأداء
-
قوة الزحف والتمزق: يُظهر كل من 800H و800HT قوة زحف وتمزق أعلى بكثير من سبيكة 800 الأساسية. تُظهر 800HT عمومًا أعلى قوة زحف على المدى الطويل، خاصةً في الطرف العلوي من الخدمة في درجات الحرارة العالية (أعلى من 700 درجة مئوية تقريبًا)، نظرًا لمتطلبات الكيمياء والمعالجة الحرارية الأكثر إحكامًا.
-
نافذة درجة الحرارة: استخدم 800H للخدمة الموثوقة في نطاق 600-700 درجة مئوية (وما فوقها عند الاقتضاء)؛ عندما يتطلب التصميم أقصى مقاومة ممكنة للزحف على المدى الطويل أو الخدمة فوق 700 درجة مئوية تقريبًا لفترات طويلة، غالبًا ما تكون 800HT هي الرتبة المفضلة.
التطبيقات النموذجية
-
800H: مكونات الأفران، ومُصلحات البتروكيماويات، والمبادلات الحرارية وغيرها من المعدات التي تتطلب مقاومة الزحف فوق 600 درجة مئوية لعدة آلاف من الساعات.
-
800 هـ.ت: الاستخدامات نفسها ولكن عندما يتطلب الأمر عمرًا أطول في درجات حرارة/إجهاد أعلى - الأنابيب والنوابض وأجزاء الضغط الحرجة والمفرقعات البتروكيماوية التي تعمل في درجات حرارة أكثر شدة أو عندما تتطلب حدود الإجهاد والتمزق في حالة ASME/كود الكود كيمياء HT الأكثر إحكامًا.
سبيكة الإنكولوي 800H مقابل 800HT كيفية الاختيار
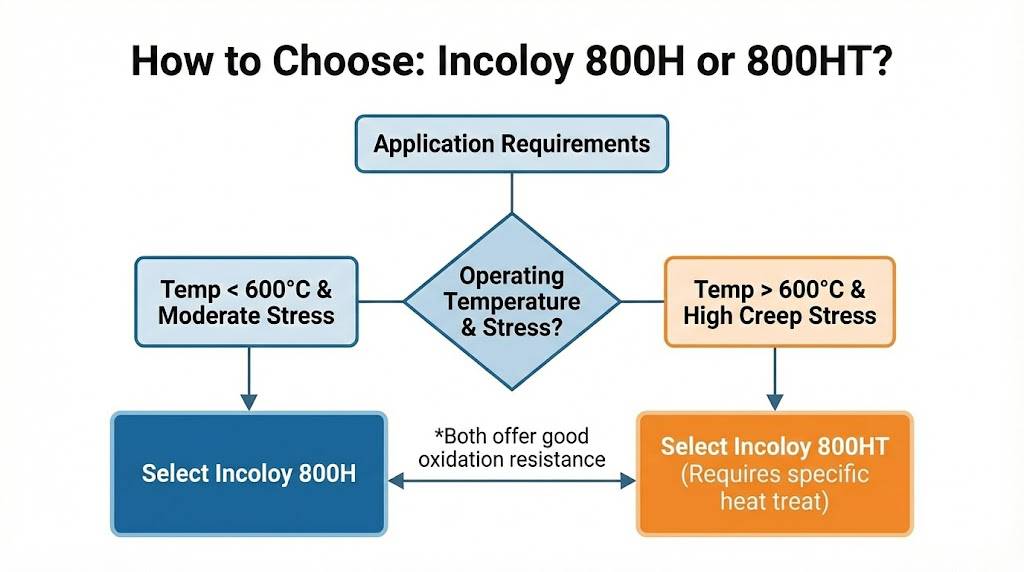
الاختيار بين سبيكة Incoloy 800H مقابل 800HT هي مسألة مطابقة الوقت في درجة الحرارة, الإجهاد, بيئة الأكسدة/الكربنة, و الرمز/الشهادة متطلبات البنية المجهرية للسبائك وخصائصها المضمونة.
قائمة مراجعة الاختيار خطوة بخطوة (عملي)
-
تحديد درجة حرارة التصميم والأفق الزمني.
-
إذا كانت درجة حرارة الخدمة المستمرة أقل من 600 درجة مئوية تقريبًا والعمر الافتراضي معتدل، يمكن أن تكفي القاعدة 800؛ للتشغيل المستمر عند أو فوق 600 درجة مئوية تقريبًا لفترات طويلة، ابدأ ب 800H. بالنسبة للعمر الممتد فوق ~ 700 درجة مئوية تقريبًا أو لعمر تصميمي طويل جدًا (عشرات الآلاف إلى 100 ألف ساعة فأكثر)، أعط الأولوية لـ 800HT.
-
-
تقدير الإجهاد المطبق والبيئة.
-
يفضل استخدام الإجهاد العالي أو البيئات التي تعزز الكربنة/الأكسدة في بيئة 800HT لأن درجة حرارة 800HT المقيدة بالألومنيوم+Ti والمعالجة الحرارية الخاضعة للتحكم تؤدي إلى مقاومة أفضل للزحف والأكسدة.
-
-
تحقق من الرموز وجداول الإجهاد المعمول بها.
-
تنشر العديد من الأكواد/قضايا كود ASME الإجهادات المسموح بها لـ 800H و800HT؛ عندما يكون الامتثال للكود مهمًا، حدد الدرجة المدرجة أو اذكر المادة المعتمدة المزدوجة (800H/800HT) وارجع إلى بيانات المورد المعتمدة.
-
-
النظر في شكل التصنيع والتشطيب.
-
إذا كان التشكيل/اللحام ثقيلًا، فتأكد من المعالجة الحرارية بعد اللحام وما إذا كان حجم/كيمياء السبيكة المختارة سيتم الحفاظ عليه من خلال خطوات التصنيع. تتطلب كيمياء 800HT الأكثر إحكامًا في بعض الأحيان تحكمًا أكثر صرامة في التصنيع.
-
-
اسأل الموردين عن منحنيات الزحف والتمزق والبيانات طويلة الأجل.
-
بالنسبة لأي خيار نهائي، اطلب بيانات المورد (منحنيات 1000، 10 آلاف، 100 ألف ساعة من تمزق الإجهاد أو الزحف). هذه هي المدخلات النهائية لهوامش التصميم. تنشر العديد من المصانع منحنيات طبيعية لـ 800H و800HT.
-
لغة المواصفات لاستخدامها في طلبات الشراء / أوراق البيانات (أمثلة)
-
مقبولة: “المادة: سبيكة Incoloy 800HT (UNS N08811) وفقًا للمواصفات ASTM/ASME [تدرج المواصفات]، معالجة حراريًا حتى 1149 درجة مئوية (2100 درجة فهرنهايت) كحد أدنى؛ التركيب الكيميائي وحجم الحبيبات لتلبية حدود 800HT الخاصة بالشركة المصنعة؛ مطلوب شهادة مطحنة تبين نطاقات Al+Ti وC.”
-
بديل (شهادة مزدوجة): “المادة: سبيكة 800H/800HT معتمدة بشكل مزدوج؛ يجب على المورد التصديق على كل من UNS N08810 وN08811 وتقديم بيانات التمزق الزاحف لدرجات حرارة الخدمة المقصودة.”
إن استخدام صياغة دقيقة كهذه يقلل من الغموض الذي يكتنف عملية الشراء ويدعم تحسين محركات البحث عند نشرها على صفحات المنتج/المواصفات.
مقاومة الزحف 800H مقابل 800HT 800HT
الآليات المهمة
-
ترسيب الكربيد وحجم الحبيبات: ويحدد محتوى الكربون المتحكم فيه والمعالجة الحرارية توزيع الكربيدات ونوعها؛ وتتحكم هذه الميزات في التجويف الزاحف وضعف حدود الحبيبات. وتنتج الضوابط الأكثر إحكامًا في 800HT بنية مجهرية تقاوم التشوه الزاحف لفترة أطول تحت نفس الضغط/درجة الحرارة.
-
التحكم في Al+Ti والأكسدة: يعزز توازن Al+Ti الأعلى والمضبوط في التوازن الصحيح من استقرار قشور الأكسيد وتقوية المصفوفة عند درجات الحرارة العالية (لا يكون تكوين جاما برايم قويًا في هذه السبائك، ولكن يؤثر Al/Ti على الترسبات ومقاومة الأكسدة)، مما يساعد على عمر الزحف طويل الأجل ومقاومة التقصف.
ماذا تقول البيانات (كيفية تفسير مخططات الطاحونة)
-
تُظهر الرسوم البيانية للموردين منحنيات قوة التمزق الزاحف ل 800H و800HT مرسومة على شكل إجهاد مقابل لوغاريتم (الزمن) عند درجات حرارة ثابتة. الملاحظات النموذجية: عند ضغط ودرجة حرارة معينين، يصل 800HT إلى زمن التمزق المستهدف عند أعلى إجهاد أكثر من 800H - أي أن 800HT تدوم لفترة أطول أو تحمل ضغطًا أكبر لنفس العمر الافتراضي. اسأل الموردين عن المنحنيات عند درجات حرارة التصميم الخاصة بك (600 درجة مئوية، 700 درجة مئوية، 760 درجة مئوية، إلخ).
قاعدة التصميم الأساسية
-
إذا كان يجب أن يبقى المكون الخاص بك على قيد الحياة طويلة جداً التعرض (أكثر من 10,000 إلى 100,000 ساعة) في ≥700°C أو كنت تحتاج إلى أعلى قيم إجهاد مسموح بها من جداول ASME، اختر 800 هكتار. بالنسبة للخدمة القوية التي تزيد عن 600 درجة مئوية تقريبًا حيث تفي جداول زحف 800H بالفعل بالإجهاد المسموح به وحساسية التكلفة, 800H غالبًا ما يكون الخيار العملي. تحقق دائمًا من صحة بيانات التمزق الزاحف للمورد فيما يتعلق بالإجهاد ودرجة الحرارة الفعلية.
جدول الفحص السريع للفرق بين سبيكة Incoloy 800H و 800HT
| الملكية / الميزة | سبيكة الإنكولوي 800H (UNS N08810) | سبيكة الإنكولوي 800HT (UNS N08811) | ملاحظة عملية |
|---|---|---|---|
| الكربون (مواصفات نموذجية) | ~ 0.05 - 0.101 تيرابايت 3 تيرابايت | ~ 0.06 - 0.10% (تحكم أكثر إحكامًا) | كلاهما أعلى من الأساس 800؛ وغالباً ما يكون HT أضيق قليلاً. |
| Al + Ti (مجتمعين) | نطاق أوسع (حدود أوسع) | أضيق نطاقاً وأكثر تقييداً (على سبيل المثال 0.85-1.20% مجتمعة) | يحسن HT المقيد بـ Al+Ti من قوة/أكسدة HT المقيدة من قوة/أكسدة عالية. |
| المعالجة الحرارية | التلدين بدرجة حرارة عالية معتاد | يلزم التلدين بدرجة حرارة عالية؛ درجة حرارة دنيا أكثر صرامة | غالبًا ما يتم استدعاء HT مع درجة حرارة التلدين المحددة. |
| التحكم في حجم الحبيبات | مضبوط (أخشن من القاعدة 800) | خاضعة للرقابة؛ غالبًا ما يتم تحديد ASTM 5 أو أكثر خشونة | التحكم في الحبوب يساعد على زحف الحياة. |
| مقاومة الزحف | مرتفع (مقابل 800) | أعلى (أفضل 3) | اختر HT للحصول على أقصى عمر افتراضي طويل الأمد. |
| التركيز المؤقت للاستخدام النموذجي | ~600-700 درجة مئوية تقريباً | ≥700 درجة مئوية وأطول عمر افتراضي | تطابق مع الوقت في درجة الحرارة والإجهاد. |
أسئلة وأجوبة ذات صلة
س1 - هل يمكنني استبدال 800H ب 800HT لتوفير التكلفة؟
A: الاستبدال ممكن في بعض الحالات ولكنه ليس آمنًا بشكل عام. إذا كان الإجهاد المسموح به للتطبيق مشتقًا من جداول 800HT أو إذا كان عمر التصميم/درجة الحرارة يتطلب كيمياء أكثر إحكامًا ل HT، فقد يقلل الاستبدال من العمر الافتراضي أو ينتهك حدود الكود. تحقق دائمًا من الضغوط المسموح بها من ASME/الكود وبيانات زحف المورد قبل الاستبدال.
س2 - ما هي درجات الحرارة التي تعتبر “آمنة” للخدمة المستمرة ل 800H و800HT؟
A: لا يوجد حد فاصل واحد - يستخدم المصممون بيانات الزحف/التمزق والضغوط المسموح بها في الكود. في الممارسة العملية، يتم تحديد 800H عادةً للخدمة الموثوقة طويلة الأجل عند 600 درجة مئوية أو أكثر؛ ويتم اختيار 800HT عندما يتطلب التصميم عمرًا طويلًا موثوقًا عند 700 درجة مئوية أو أكثر أو عندما تكون هناك حاجة إلى أعلى الضغوط المسموح بها. تأكد من جداول الإجهاد المنشورة في المصنع.
س3 - هل اللحام 800H و800HT متشابهان، وهل يؤثر اللحام على عمر الزحف؟
A: كلاهما قابل للحام بإجراءات Ni-Cr القياسية، ولكن اللحام يمكن أن يغير الكيمياء والبنية المجهرية محليًا؛ يجب تحديد ضوابط المعالجة الحرارية بعد اللحام وضوابط التصنيع إذا كان عمر الزحف أمرًا بالغ الأهمية. إن كيمياء HT الأكثر إحكامًا تعني أنه يجب التحقق من ضوابط الصانع (معدن الحشو، ومدخلات الحرارة، والمعالجة الحرارية PWHT) لتجنب تدهور خصائص الزحف في اللحام أو منطقة الخطر الوعائي.