










Bei der Entwicklung kritischer Infrastrukturen für Umgebungen mit hohem Chloridgehalt, Sauergas oder oxidativen Hochtemperaturen ist der Spielraum für Fehler praktisch gleich Null. Spannungsrisskorrosion (SCC) und lokaler Lochfraß können die mechanische Integrität katastrophal beeinträchtigen, lange bevor die üblichen Wartungszyklen anstehen. Die Bewältigung dieser rauen Betriebsbedingungen erfordert eine strenge metallurgische Kontrolle. Genau aus diesem Grund ist die Zusammenarbeit mit einem kompetenten OEM-Lieferanten für Nickellegierungen entscheidend für den Projekterfolg. Ein echter metallurgischer Partner wälzt und schneidet nicht einfach nur Standardsorten, sondern entwickelt aktiv Materialgefüge, die auf die Bekämpfung spezifischer Korrosionsmechanismen in Ihrer genauen Anwendungsumgebung zugeschnitten sind.
Die mikrostrukturelle Dynamik von Hochleistungssuperlegierungen
Die Auswahl des optimalen Werkstoffs geht weit über die bloße Zuordnung zu einer generischen UNS-Bezeichnung hinaus. Das tatsächliche Verhalten einer Superlegierung im Einsatz wird maßgeblich von ihren spezifischen Ausscheidungsphasen und der Unterdrückung schädlicher intermetallischer Verbindungen bestimmt. Beispielsweise sorgt bei durch feste Lösungen verfestigten Legierungen wie Inconel 625 (UNS N06625) die Zugabe von Molybdän und Niob für eine hervorragende Versteifung der Matrix bei hohen Temperaturen. Wird die thermische Behandlung während der Warmumformung jedoch nicht sorgfältig gesteuert, können intermetallische Phasen wie die Laves-Phase oder die Delta-Phase () kann sich an den Korngrenzen ausscheiden und sowohl die Duktilität als auch die örtliche Korrosionsbeständigkeit drastisch verringern.
Im Gegensatz dazu beruhen ausscheidungshärtbare Güten wie Alloy 718 (UNS N07718) auf der kontrollierten Ausscheidung von Gamma-Doppelprimat () und Gamma Prime () Phasen. Ein nuancierter Ansatz für das Lösungsglühen und die Alterungszyklen ist zwingend erforderlich, um die Streckgrenze zu maximieren, ohne die Tieftemperaturzähigkeit zu beeinträchtigen. Bei der Bewertung von Werkstoffen für Anwendungen nach NACE MR0175 / ISO 15156 im Öl- und Gassektor müssen die Härtegrenzwerte (in der Regel maximal 40 HRC für kundenspezifische 718) streng eingehalten werden, was eine außergewöhnlich strenge Kontrolle der chemischen Zusammensetzung und der Wärmebehandlungsprotokolle erfordert.
Vergleichende metallurgische Daten für schwere Beanspruchung
Im Folgenden finden Sie einen technischen Vergleich der wichtigsten Nickellegierungen, die in aggressiven Umgebungen zum Einsatz kommen, wobei der Schwerpunkt auf der Lochfraßbeständigkeitszahl (PREN) und den grundlegenden mechanischen Grenzwerten liegt.
| Legierungssorte | UNS-Nummer | Wichtige Legierungselemente (Nennwert %) | Mindeststreckgrenze (ksi) | Typische PREN (Cr+3,3Mo+16N) | Mechanismus der Primärhärtung |
| Legierung 625 | N06625 | Ni (58 min), Cr (21), Mo (9), Nb (3,5) | 60 | ~50 | Solide Lösung |
| Legierung 718 | N07718 | Ni (52), Cr (19), Fe (17), Nb (5), Mo (3) | 120 - 150* | ~28 | Niederschlag ($\gamma ”$ & $\gamma’$) |
| Legierung C-276 | N10276 | Ni (Gleichgewicht), Cr (15,5), Mo (16), W (3,8) | 41 | ~68 | Solide Lösung |
| Legierung C-22 | N06022 | Ni (Gleichgewicht), Cr (22), Mo (13), W (3) | 45 | ~64 | Solide Lösung |
*Hinweis: Die Streckgrenze von Alloy 718 hängt stark von der spezifischen Alterungsbehandlung ab. Die Werte spiegeln typische Hochfestigkeitsanforderungen wider.
Thermomechanische Verarbeitung und Korngrößenkontrolle
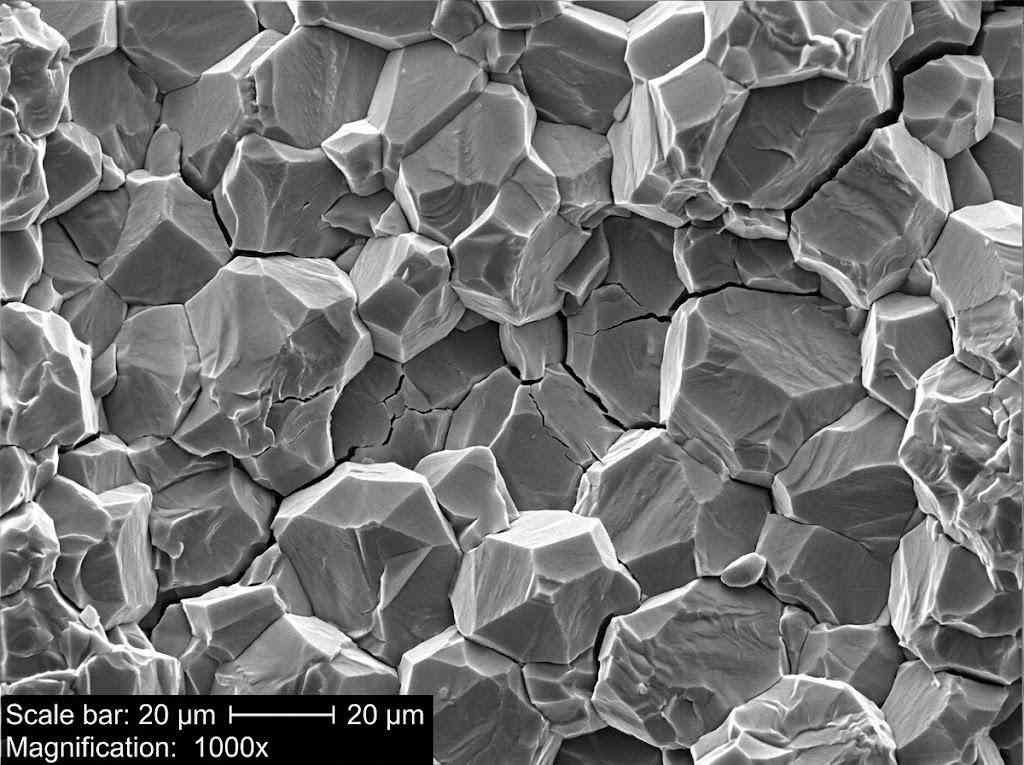
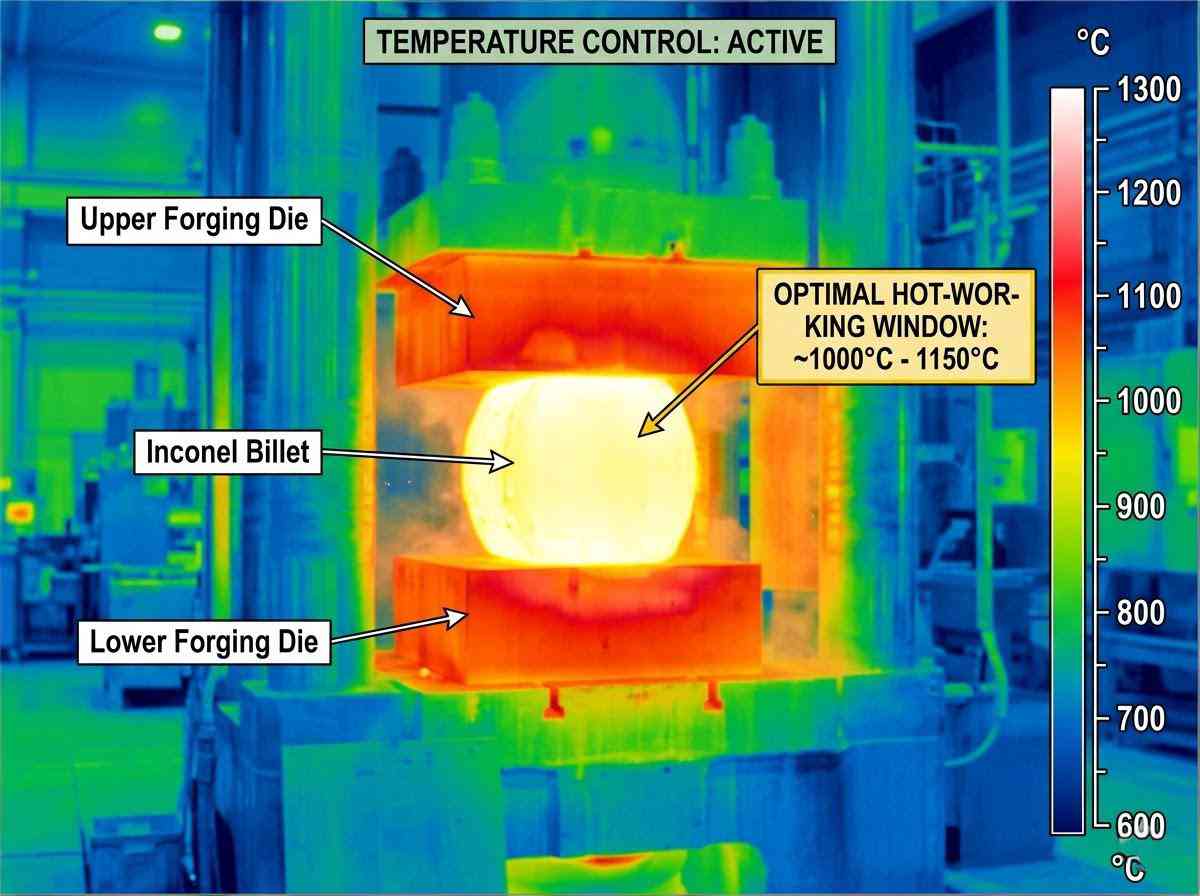
Die Chemie ist nur die Hälfte der Gleichung in der Werkstofftechnik. Die mechanischen und korrosionsbeständigen Eigenschaften von Nickellegierungen werden stark von ihrer thermomechanischen Verarbeitungsgeschichte beeinflusst. Die Herstellung hochentwickelter, maßgeschneiderter Legierungen für Erstausrüster erfordert ein tiefgreifendes Verständnis dafür, wie Schmiedeverformungsgrade und Abkühlgeschwindigkeiten die endgültige Korngröße gemäß ASTM E112 bestimmen.
Für die Hochtemperatur-Kriechfestigkeit wird im Allgemeinen ein grobkörnigeres Gefüge bevorzugt, um das Gleiten der Korngrenzen zu minimieren. Für Anwendungen, die eine hohe Ermüdungslebensdauer und eine überragende Zugfestigkeit bei Umgebungstemperaturen bis hin zu moderaten Temperaturen erfordern, ist ein feinkörniges Gefüge jedoch zwingend erforderlich. Ein erstklassiger OEM-Lieferant von Nickellegierungen weiß, wie man die Eintauchtemperaturen und Warmarbeitsfenster manipuliert, um abnormales Kornwachstum zu verhindern und ein einheitliches, vollständig rekristallisiertes Gefüge zu gewährleisten. Darüber hinaus sind strenge Grenzwerte für Begleitelemente wie Schwefel und Phosphor unerlässlich, um Heißkurzschlüsse beim Schmieden zu verhindern und das Risiko eines interkristallinen Angriffs in aggressiven wässrigen Umgebungen wie Rauchgasentschwefelungswäschern (REA) zu mindern.
Entwicklung der richtigen Lösung für Ihre Anwendung
Materialversagen in extremen Umgebungen wird selten durch einen einzigen Faktor verursacht, sondern ist in der Regel das Ergebnis eines komplexen Zusammenspiels von angewandter Spannung, Flüssigkeitschemie, Temperaturgradienten und zugrundeliegenden metallurgischen Mängeln. Werkstoffe von der Stange sind oft nicht in der Lage, die spezifischen lokalen Herausforderungen eines einzigartigen Systems zu bewältigen. Um eine langfristige Zuverlässigkeit zu erreichen, muss man von der Beschaffung von Massenware zu einer technischen Zusammenarbeit übergehen. Durch die Zusammenarbeit mit den technischen Spezialisten von 28Nickel erhalten Sie Zugang zu fundiertem materialwissenschaftlichem Fachwissen. Wir laden Ingenieure und Konstrukteure ein, sich mit unserem metallurgischen Team zu beraten, um Ihre Betriebsparameter zu bewerten und eine Legierungslösung zu entwickeln, die strukturelle Integrität unter Ihren anspruchsvollen Bedingungen garantiert.
Verwandte Fragen und Antworten
F: Wie wirkt sich die Niobkonzentration auf die Schweißbarkeit und Phasenstabilität von Alloy 718 aus?
A: Niob ist das Hauptelement für die Ausfällung des verstärkenden Phase () in Alloy 718. Eine übermäßige Seigerung von Niob während der Erstarrung kann jedoch zur Bildung von spröden Laves-Phasen in der Schweißnahtzone führen. Dadurch wird die umgebende Matrix an Niob verarmt, was die lokale Festigkeit verringert und die Anfälligkeit für Mikrorisse bei der Wärmebehandlung nach dem Schweißen (PWHT) erhöht.
F: Welchen Einfluss hat die Temperatur des Lösungsglühens auf die Zeitstandfestigkeit von Mischkristalllegierungen?
A: Höhere Lösungsglühtemperaturen (typischerweise über 1175°C / 2150°F) lösen primäre Karbide auf und fördern eine gröbere Korngröße. Nach der Hall-Petch-Beziehung verringert sich dadurch die Streckgrenze bei Umgebungstemperatur, aber die Hochtemperatur-Kriechfestigkeit wird durch die Verringerung der gesamten Korngrenzenfläche, die der Hauptweg für die Kriechverformung bei erhöhten Temperaturen ist, erheblich verbessert.
F: Warum ist Alloy C-22 in stark oxidierenden sauren Umgebungen besser geeignet als Alloy C-276?
A: Während sich die Legierung C-276 aufgrund ihres hohen Molybdängehalts (16%) in reduzierenden Umgebungen auszeichnet, kann sie in stark oxidierenden Säuren (wie Salpetersäure oder Umgebungen mit Eisen-/Kupfer-Ionen) anfällig sein. Die Legierung C-22 weist einen höheren Chromgehalt auf (~22% im Vergleich zu ~15,5%), der die Stabilität und Repassivierungsrate der schützenden Oberflächenoxidschicht unter stark oxidierenden Bedingungen erheblich verbessert, was sie zur überlegenen technischen Wahl für Mischsäuremedien macht.