Bei der Herstellung von Nickellegierungen ist ein Hastelloy B-2 Checkliste für die Qualität der Farbeindringprüfung sollte niemals als routinemäßige Papierarbeit behandelt werden. Bei B-2-Schweißnähten, bearbeiteten Dichtungsflächen, Wurzeldurchgängen, Reparaturzonen und gebeizten Oberflächen ist die Eindringprüfung oft die letzte praktikable Methode, um oberflächenoffene Diskontinuitäten vor der Wasserprüfung, der Montage oder dem Versand zu erkennen. Das Problem ist in der Regel nicht das Eindringprüfsystem selbst. Das Problem ist eine schlechte Oberflächenvorbereitung, eine falsche Akzeptanzlogik, eine schwache Prozesskontrolle und Prüfer, die nicht genau wissen, wie sich Nickel-Molybdän-Legierungen nach dem Schweißen, Schleifen und chemischen Reinigen verhalten.
Hastelloy B-2 wird ausgewählt, weil es in reduzierenden Säuren, insbesondere in Salzsäure, außergewöhnlich gut funktioniert. Dieses Einsatzprofil macht die Qualität der Fertigung nicht weniger, sondern eher wichtiger. Eine winzige lineare Anzeige an einer Schweißnaht kann zu einem Leckpfad werden. Eine falsche Anzeige, die durch verschmiertes Metall oder eingeschlossenes Eindringmittel in groben Schleifspuren verursacht wird, kann eine unnötige Reparatur auslösen, die ebenso gefährlich ist, da jeder vermeidbare Reparaturzyklus einen höheren Wärmeeintrag und ein größeres metallurgisches Risiko für das Bauteil bedeutet.
Aus diesem Grund verwenden erfahrene Werkstätten kein allgemeines PT-Formular. Sie verwenden eine werkstoffspezifische Checkliste, die auf den tatsächlichen Zustand der B-2-Oberflächen, den Fertigungsweg und die Betriebskritikalität des Teils abgestimmt ist.
Warum Hastelloy B-2 einen werkstoffspezifischen PT-Ansatz benötigt
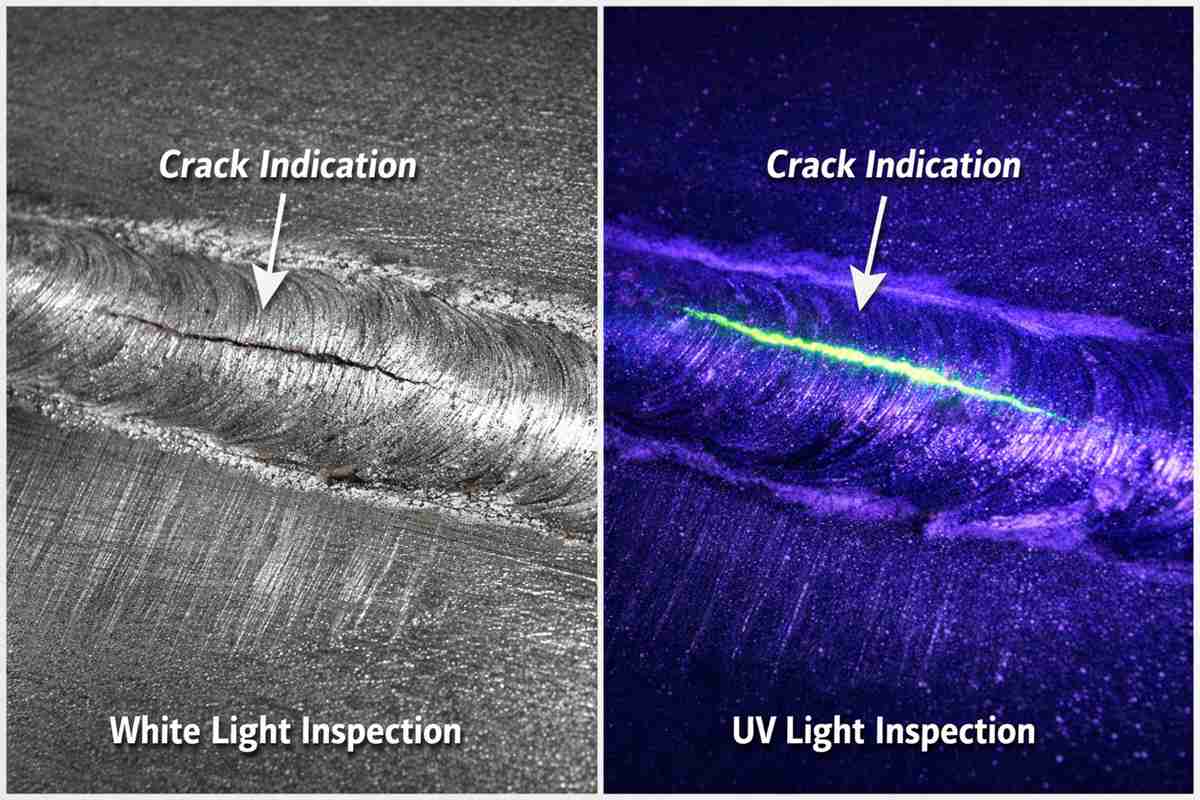
Viele Ingenieure sagen immer noch “Farbeindringprüfung”, obwohl in der offiziellen ZfP-Sprache der umfassendere Begriff Flüssigkeitseindringprüfung lautet. In jedem Fall ist die Prüfphilosophie dieselbe: Die Methode deckt nur Fehler auf, die an der Oberfläche offen sind. Bei Hastelloy B-2 hört sich das einfach an, aber die Realität der Herstellung ist es nicht. Die Legierung ist nicht magnetisch, so dass eine Magnetpulverprüfung nicht in Frage kommt. Bei der Röntgenprüfung können sehr feine, oberflächenbrechende Fehler übersehen werden. Die Ultraschallprüfung ist für bestimmte Geometrien nützlich, aber sie ersetzt nicht die disziplinierte Oberflächenprüfung der Schweißnaht. Mützen, Wurzeln, Übergänge zwischen den Schichten, Düsenverschneidungsbereiche oder bearbeitete Dichtflächen.
Der häufigste Fehler in der Qualitätscheckliste für die Farbeindringprüfung von Hastelloy B-2 ist die mangelnde Kontrolle der Oberflächenbeschaffenheit vor der Prüfung. Wenn die Schweißnahtkappe zu rau ist, wenn nach dem Schweißen ein Oxidfilm zurückbleibt, wenn Beizrückstände nicht entfernt werden oder wenn mechanisches Schleifen Metall über einen Riss verschmiert hat, wird das PT-Ergebnis unzuverlässig. In der Praxis kann der Prüfer drei schlechte Ergebnisse sehen: falsch-positive, falsch-negative oder Anzeichen, die zwar technisch sichtbar sind, aber nicht zuverlässig interpretiert werden können.
Ein weiteres häufiges Problem ist die Kontaminationskontrolle. Für Nickellegierungen Verbrauchsmaterialien, Reiniger und Eindringmittel sollten mit den Anforderungen des Auftrags kompatibel sein. Betriebe, die es mit der Exportqualität ernst meinen, überprüfen auch die Rückverfolgbarkeit der Chargen, die Qualifikation des Bedieners, die Einhaltung der Verweilzeit, den Temperaturbereich, den Zustand des Entwicklers, die Betrachtungsbedingungen und den Zeitpunkt der Prüfung nach der Entwicklung. Diese Details unterscheiden einen glaubwürdigen Bericht von einem dekorativen Bericht.
Praktische Hastelloy B-2 Farbeindringprüfung Qualitätscheckliste
Bevor Sie die nachstehende Tabelle verwenden, sollten Sie einen Grundsatz beachten: PT bestätigt nicht die Metallurgie, die Passung oder das Schweißverfahren an sich. Sie sagt nur aus, ob unter den Prüfbedingungen Oberflächenfehler vorhanden sind. Eine solide Checkliste muss daher die Variablen kontrollieren, die diese Bedingungen vertrauenswürdig machen.
| Punkt der Checkliste | Warum es für Hastelloy B-2 wichtig ist | Was in der Praxis zu überprüfen ist | Typisches Risiko bei Versäumnis |
|---|---|---|---|
| Materialidentität und Rückverfolgbarkeit der Wärme | Das Risiko von Mischlegierungen ist bei Korrosion nicht akzeptabel. | Abgleich von MTC, Schmelznummer, Schweißplan und Komponentenstempel vor PT-Freigabe | Falsche Legierung angenommen, falscher Reparaturweg gewählt |
| Oberflächenzustand vor PT | Raue oder verschmierte Oberflächen verfälschen die Anzeigen | Schlacke, Oxid, Zunder, Öl, Farbe und Beizrückstände entfernen; übermäßiges Schmieren durch hartes Schleifen vermeiden | Falsche Anrufe oder verdeckte Risse |
| Schweißnahtprofil und Überblendradius | Scharfer Hinterschnitt und raue Übergänge fangen das Eindringmittel ein | Glattheit der Schweißnaht prüfen, ausgebesserte Stellen ausgleichen, tiefe Querschliffnarben vermeiden | Nicht relevante lineare Indikationen |
| Vorreinigungsverfahren | B-2 Oberflächen sind empfindlich gegenüber Rückständen und eingebetteten Verunreinigungen | Zugelassenen Reiniger verwenden; fusselfreies Tuch; vor dem Auftragen des Eindringmittels vollständig trocknen | Hintergrundgeräusche, schlechtes Eindringen des Eindringlings |
| Eignung des Eindringmittelsystems | Die Empfindlichkeit des Systems muss der Fehlergröße und der Oberflächenbeschaffenheit entsprechen | Bestätigen Sie das zugelassene sichtbare oder fluoreszierende System, die gültige Charge, die Haltbarkeitsdauer und die Kompatibilität. | Verpasste Feinindikationen oder instabile Ergebnisse |
| Temperaturkontrolle | Verweil- und Ausblasverhalten ändert sich außerhalb des qualifizierten Bereichs | Aufzeichnung der Teile- und Umgebungstemperatur während der Anwendung und Entwicklung | Unzuverlässige Empfindlichkeit |
| Verweilzeit des Eindringmittels | Zu kurz verpasst enge Risse; zu lang erhöht den Hintergrund | Befolgen Sie das schriftliche Verfahren genau; schätzen Sie nicht aus Gewohnheit | Falsch-negative Ergebnisse oder Überblutung |
| Entfernung von überschüssigem Eindringmittel | Überspülen ist einer der schlimmsten PT-Fehler | Schonende Entfernung des Oberflächenfilms ohne Ausspülen von Diskontinuitäten | Enge Risse ausgewaschen |
| Anwendung für Entwickler | Ungleichmäßiger Entwickler maskiert oder übertreibt Anzeichen | Dünne, gleichmäßige Schicht auftragen; Zustand des Entwicklers überprüfen | Schlechter Kontrast, verzerrte Anzeigegröße |
| Bedingungen für die Einsichtnahme | Die Qualität der Interpretation hängt von der Beleuchtungsdisziplin ab | Überprüfung der Weißlicht- oder UV-Bedingungen gemäß dem Verfahren; Überprüfung der Lampenleistung | Verpasste zurückweisbare Fehler |
| Bewertung der Indikation | Die Akzeptanz muss zwischen relevant und nicht relevant unterscheiden | Messung von Länge, Breite, Ausrichtung, Position und Wiederholbarkeit nach erneuter Reinigung/Nachprüfung, falls erforderlich | Unnötige Reparaturen oder ausgelieferte Mängel |
| Reparatur und erneute Prüfung | B-2 Schweißnahtreparaturen verursachen zusätzliche Kosten und thermische Verluste | Aushubgrenzen festlegen, Oberfläche neu mischen, PT nach Reparatur wiederholen | Defekt bleibt oder Reparaturbereich überarbeitet |
| Abschließende Dokumentation | Der Bericht muss die Überprüfung durch Kunden und Dritte unterstützen | Aufzeichnung von Verfahren, Bediener, Datum, untersuchtem Bereich, Ergebnissen, Reparaturen und Status der Wiederholungsprüfung | Schwaches QA-Paket, Streit bei der Lieferung |
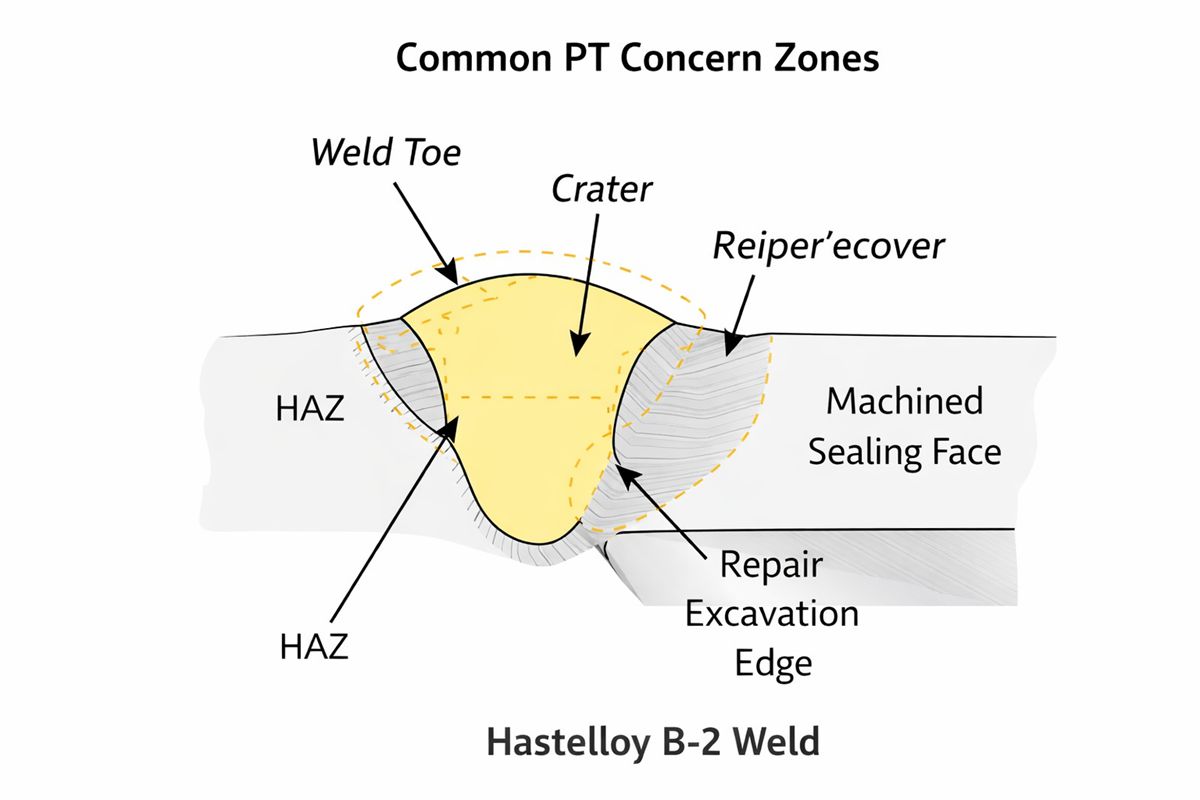
Wie leitende Inspektoren PT-Ergebnisse von Hastelloy B-2 lesen
Die Tabelle enthält die Kontrollpunkte. Die Beurteilung erfolgt erst danach. Bei Hastelloy B-2-Schweißnähten sind lineare Anzeichen verdächtiger als runde, insbesondere wenn sie mit Schweißnahtmittellinien, Fußpunkten, Kraterzonen oder Reparaturgrenzen übereinstimmen. Fein ausgerichtete Anzeichen in der Nähe des wärmebeeinflussten Bereichs können auf Heißrisse, Kraterrisse oder die unvollständige Beseitigung eines früheren Fehlers hindeuten. Abgerundete Anzeichen können weniger schwerwiegend sein, aber diese Schlussfolgerung sollte nie automatisch gezogen werden. Oberflächenporositätscluster an einem korrosionsgeschützten Bauteil können je nach Code, Spezifikation und Ort eine Reparatur rechtfertigen.
Was erfahrene Inspektoren anders machen, ist einfach: Sie setzen die Indikation mit der Herstellungsgeschichte in Beziehung. Wurde der Bereich kürzlich geschliffen? Wurde sie ordnungsgemäß gebeizt und neutralisiert? Wurde die Schweißnaht bereits zweimal repariert? Zeigte der Entwickler ein scharfes, wiederholbares Ausbluten oder nur einen vagen, diffusen Schatten? Eine echte Hastelloy B-2 Farbeindringprüfung Qualitätscheckliste ist wertvoll, weil sie diese Disziplin erzwingt, bevor der Bericht unterzeichnet wird.
Für Exportprojekte empfehle ich außerdem eine zusätzliche Kontrolle: Trennen Sie die Schweißnahtprüfung nicht von der vollständigen Qualitätsakte. Prüfen Sie die Ergebnisse der Schweißnahtprüfung zusammen mit der WPS/PQR-Ausrichtung, der Schweißerqualifikation, der Reparaturhistorie, dem Status der Wärmebehandlung (falls zutreffend), der Maßprüfung und den Korrosionsservice-Hinweisen aus der Kaufspezifikation. Bei Nickellegierungen führen isolierte Daten oft zu isolierten Fehlern.
Abschließende technische Anmerkung
Eine gute Hastelloy B-2 Farbeindringprüfung Qualitätscheckliste geht es nicht nur darum, Fehler zu finden. Es geht darum, Fehlentscheidungen zu vermeiden. Meiner Erfahrung nach reduziert die beste Checkliste sowohl das Leckagerisiko als auch unnötige Schweißnahtreparaturen. Wenn Ihr Team B-2-Plattenschweißteile, Düsen, geschmiedete Fittings oder Prozessausrüstungen für den Säureservice bewertet, sollte die PT-Checkliste zur gleichen Zeit wie die Fertigungsroute überprüft werden und nicht erst, wenn das Teil bereits fertig ist.
Wenn Sie eine projektspezifische Checkliste für Schweißnähte, Flanschflächen oder gefertigte Ausrüstungen aus Hastelloy B-2 wünschen, sollte 28Nickel diese auf der Grundlage Ihrer Zeichnungsklasse, des Betriebsmediums und der Prüfpunkte erstellen, anstatt eine allgemeine Vorlage zu versenden.
Verwandte Fragen und Antworten
1. Ist die Farbeindringprüfung für die Abnahme von Hastelloy B-2-Schweißnähten ausreichend?
Nein. Die PT ist für oberflächenbrechende Unregelmäßigkeiten unerlässlich, aber sie ist keine vollständige Strategie für die Schweißnahtqualität. Bei kritischen Bauteilen sollte sie zusammen mit der Sichtprüfung, der Prüfung der Abmessungen, der Einhaltung von Verfahren und allen zusätzlichen, in der Projektspezifikation geforderten NDE durchgeführt werden.
2. Was verursacht falsche Anzeigen bei der Farbeindringprüfung von Hastelloy B-2?
Die häufigsten Ursachen sind grobe Schleifspuren, verschmiertes Metall, Oxidrückstände, eingeschlossenes Eindringmittel in unterschnittenen Bereichen, schlechte Kontrolle des Reinigers, Überspülen und ungleichmäßiger Entwicklerauftrag. Bei B-2 ist der Oberflächenzustand oft der entscheidende Faktor.
3. Wann sollte ein Hastelloy B-2-Bauteil nach der Reparatur erneut geprüft werden?
Nach Abschluss der Fehlerbeseitigung und der lokalen Verschneidung und nachdem die Oberfläche wieder in einen gültigen PT-Zustand gebracht wurde. Eine erneute Prüfung sollte niemals über groben Ausgrabungsspuren oder kontaminierten Reparaturbereichen durchgeführt werden, da dies nur zu unklaren Ergebnissen führt.


