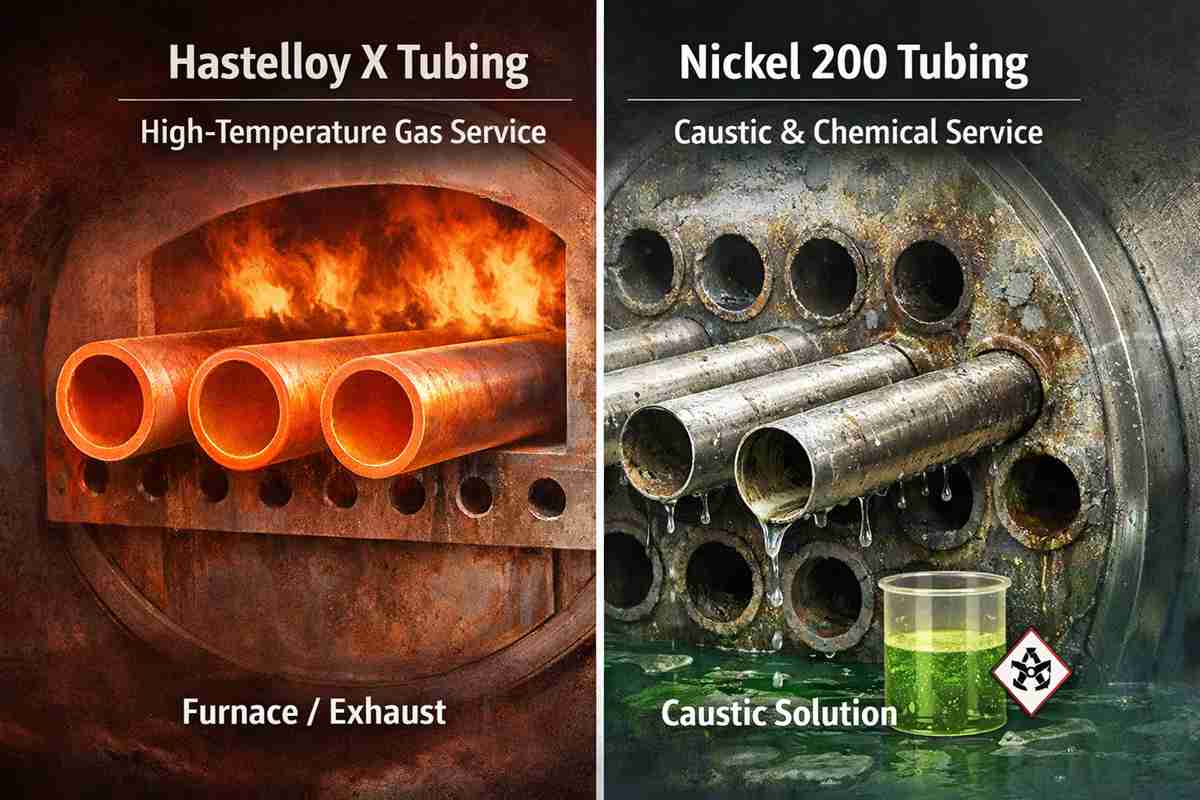
Chlorid-Spannungsrisskorrosion (SCC) ist nach wie vor eine der Hauptausfallarten in aggressiven petrochemischen Umgebungen. Wenn sie erhöhten Temperaturen und hohen Zugspannungen ausgesetzt sind, kommt es bei austenitischen Edelstählen zu einer schnellen transgranularen Rissbildung. Um dieses katastrophale Versagen abzumildern, ist eine Umstellung auf Superlegierungen mit hohem Nickelgehalt erforderlich. Die bloße Angabe einer Sorte ist jedoch nicht ausreichend. Die metallurgische Integrität der Schmelze bestimmt die langfristige Leistung, und genau das ist der Grund, warum die Zusammenarbeit mit einem zuverlässigen Anbieter von Nickellegierungen ist die wichtigste technische Entscheidung für Ihre Druckbehälter und Wärmetauscher. Die Kontrolle der Spurenelemente während des Vakuum-Induktionsschmelzverfahrens (VIM) hat einen entscheidenden Einfluss auf die endgültige mikrostrukturelle Stabilität.
Berechnung des Lochfraßwiderstandes und der Materialintegrität
Bei örtlicher Korrosion - insbesondere bei Lochfraß und Spaltkorrosion - stützen sich die Ingenieure auf die Lochfraßwiderstandsäquivalenzzahl (PREN). Die theoretische Gleichung, , gewichtet Molybdän- und Stickstoffzusätze stark. Bei der Bewertung von Kandidaten für Offshore-Plattformen oder Sauergas () werden häufig Werkstoffe wie UNS N06625 (Alloy 625) und UNS N10276 (Alloy C-276) als Basislösungen verwendet.
Theoretische PREN-Berechnungen gehen jedoch von einem vollkommen homogenen Mischkristall aus. In der Realität kann die Entmischung der Elemente während der Erstarrung örtlich begrenzte Zonen mit geringem Molybdängehalt schaffen, die als Initiationsstellen für galvanische Zellen dienen. Ein zuverlässiger und verlässlicher Nickellegierungslieferant muss strenge Homogenisierungsglühverfahren anwenden, um eine gleichmäßige Elementverteilung zu gewährleisten. Wenn Ihr derzeitiger zuverlässiger Nickellegierungslieferant auf Anfrage keine detaillierten Daten zur Mikrosauberkeit oder zur energiedispersiven Röntgenspektroskopie (EDS) zur Verfügung stellt, ist die strukturelle Integrität Ihrer Hochdruckkomponenten gefährdet.
| Legierungssorte (UNS) | Nickel (%) | Chrom (%) | Molybdän (%) | Eisen (%) | Minimum PREN |
| Legierung 600 (N06600) | 72,0 min | 14.0 - 17.0 | – | 6.0 - 10.0 | ~15 |
| Legierung 825 (N08825) | 38.0 - 46.0 | 19.5 - 23.5 | 2.5 - 3.5 | 22.0 min | ~28 |
| Legierung 625 (N06625) | 58,0 min | 20.0 - 23.0 | 8.0 - 10.0 | 5,0 max | ~46 |
| Legierung C-276 (N10276) | Bilanz | 14.5 - 16.5 | 15.0 - 17.0 | 4.0 - 7.0 | ~64 |
Kontrolle der Ausscheidung an der Korngrenze
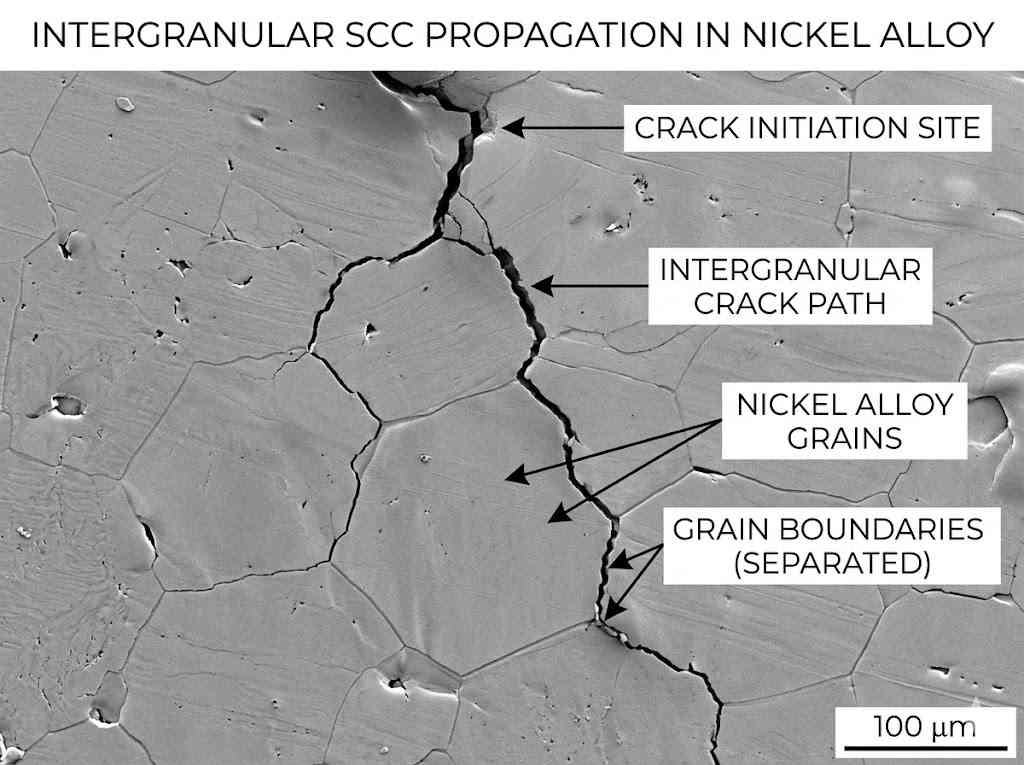
Die Hochtemperatur-Phasenstabilität ist ein weiterer Bereich, in dem das Fachwissen eines zuverlässigen Lieferanten von Nickellegierungen deutlich wird. Bei Temperaturen zwischen 650°C und 900°C kann es zur Ausscheidung schädlicher topologisch dicht gepackter Phasen (TCP) kommen, wie z. B. Mu () oder Sigma (), aber auch komplexe Metallkarbide () entlang der Korngrenzen.
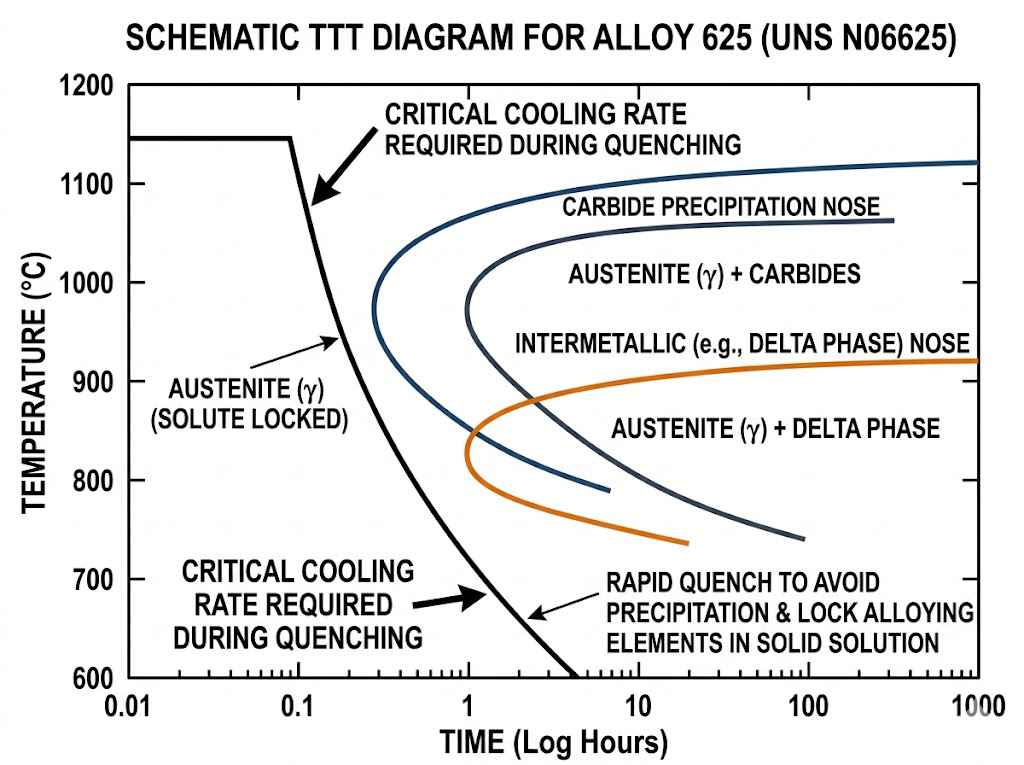
Diese Ausscheidungen verbrauchen wichtige Legierungselemente wie Chrom und Molybdän aus der angrenzenden Matrix. Diese als Sensibilisierung bezeichnete Verarmung macht die Korngrenzenbereiche in oxidierenden sauren Umgebungen sehr anfällig für intergranularen Angriff (IGA). Eine genaue Kontrolle des Kohlenstoffgehalts während der Argon-Sauerstoff-Entkohlung (AOD) ist daher unerlässlich. Moderne Sorten mit extrem niedrigem Kohlenstoffgehalt (z. B. C 0,010%) verzögern die Ausscheidungskinetik der Karbide erheblich. Der von Ihnen gewählte zuverlässige Nickellegierungslieferant muss über strenge Protokolle für das schnelle Abschrecken nach dem Lösungsglühen verfügen, um das Gefüge “einzufrieren” und diese Legierungselemente in fester Lösung zu halten.
Mechanisches Verhalten und Kaltverfestigung
Neben der Korrosionsbeständigkeit erfordern die mechanischen Anforderungen an diese Werkstoffe enge Maß- und Eigenschaftstoleranzen. Nickellegierungen sind notorisch anfällig für eine schnelle Kaltverfestigung während der Kaltumformung. Die austenitische Matrix besitzt einen hohen Kaltverfestigungsexponenten, was bedeutet, dass die Streckgrenze bei plastischer Verformung stark ansteigt.
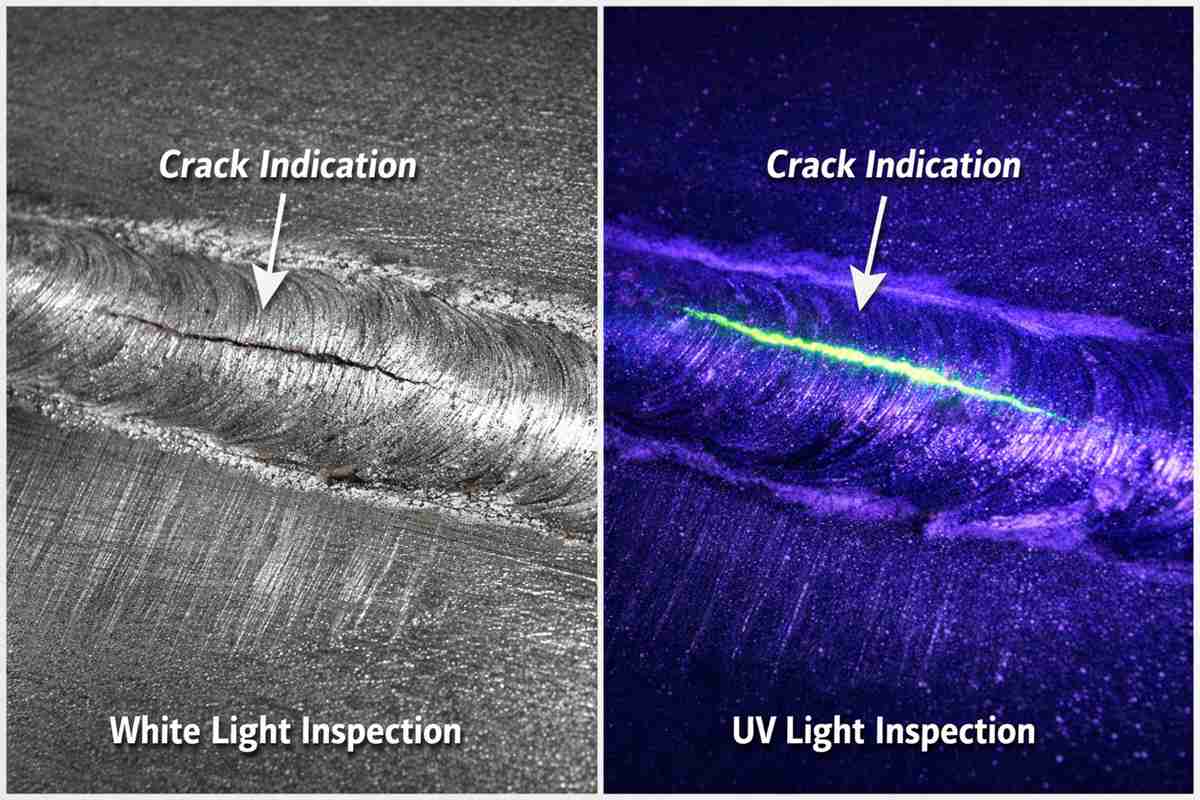
Wenn die Korngröße von Ihrem zuverlässigen Nickellegierungslieferanten während der Endbearbeitung im Walzwerk nicht streng kontrolliert wird, führt die anschließende Umformung oder das Schweißen durch Ihr Fertigungsteam zu lokalen Spannungskonzentrationen und möglichen Mikrorissen. Eine grobe Korngröße reduziert die gesamte Korngrenzenfläche, wodurch sich Spuren von Verunreinigungen wie Schwefel oder Phosphor konzentrieren, was die Heißduktilität drastisch senkt und beim autogenen Schweißen zu Heißrissen führt. Als Ingenieure bei 28Nickel betonen wir immer wieder, dass es bei der Materialbeschaffung nicht nur darum geht, die ASTM-Spezifikationen zu erfüllen, sondern ein Gefüge zu entwickeln, das für den spezifischen Fertigungsablauf und den Betriebsbereich optimiert ist.
Sicherung der Zukunft Ihrer Infrastruktur
Die Materialauswahl in extremen Umgebungen lässt keinen Spielraum für Fehler. Die Nuancen der Schmelzpraxis, der thermomechanischen Verarbeitung und der Phasenkontrolle bestimmen die Lebensdauer kritischer Industrieanlagen. Die Auswahl des richtigen, zuverlässigen Lieferanten von Nickellegierungen überbrückt die Kluft zwischen theoretischen Materialeigenschaften und realer Leistung. Die Gewährleistung der metallurgischen Stabilität erfordert ein tiefes technisches Verständnis und eine strenge Qualitätssicherung auf mikrostruktureller Ebene.
Wenn Ihr Ingenieurteam Materialverbesserungen zur Bekämpfung von aggressiver Korrosion oder Hochtemperaturzersetzung prüft, ist eine technische Zusammenarbeit unerlässlich. Unsere Werkstoffingenieure bei 28Nickel stehen zur Verfügung, um Ihre spezifischen Betriebsparameter zu analysieren und maßgeschneiderte metallurgische Lösungen zu empfehlen. Sprechen Sie mit uns über Ihre spezifischen Betriebsbedingungen und lassen Sie sich von uns bei der Optimierung Ihrer Werkstoffspezifikationen unterstützen.
Verwandte Fragen und Antworten
Q1: Wie verhindert ein zuverlässiger Lieferant von Nickellegierungen die Sensibilisierung der Legierung 825 beim Schweißen?
A: Eine Sensibilisierung wird verhindert, indem der Kohlenstoffgehalt während des Schmelzens streng kontrolliert (unter 0,05%) und stabilisierende Elemente wie Titan hinzugefügt werden. Ein sachkundiger, zuverlässiger Nickellegierungslieferant stellt sicher, dass das Material einem stabilisierenden Glühen bei ca. 940°C unterzogen wird, bei dem Titankarbide ausgefällt werden, wodurch das Chrom in fester Lösung gehalten wird, um die Korrosionsbeständigkeit während der thermischen Zyklen des Schweißens zu erhalten.
Q2: Welche Bedeutung hat der PREN-Wert bei der Bewertung eines zuverlässigen Lieferanten von Nickellegierungen für Schiffsanwendungen?
A: Die PREN gibt die Beständigkeit eines Werkstoffs gegen örtliche Lochfraßbildung in chloridreichen Umgebungen wie Meerwasser an. Ein kompetenter und zuverlässiger Lieferant von Nickellegierungen wird nicht nur einen Standard-PREN-Wert angeben, sondern auch zertifizierte Werksprüfberichte (MTRs) vorlegen, die eine strenge Kontrolle der Molybdän- und Stickstoffgehalte innerhalb des zulässigen Wärmebereichs belegen, um den PREN-Wert der jeweiligen Charge zu maximieren.
F3: Warum sollten Ingenieure von ihrem zuverlässigen Nickellegierungslieferanten eine strenge Korngrößenkontrolle verlangen?
A: Die Korngröße wirkt sich direkt auf die mechanischen Eigenschaften und die Hochtemperatur-Kriechfestigkeit aus. Eine feinere Korngröße (z. B. ASTM 5 oder feiner) erhöht die Streckgrenze und die Ermüdungslebensdauer bei Umgebungstemperaturen, während ein gröberes Korn (ASTM 3 oder gröber) oft für eine bessere Zeitstandfestigkeit bei Temperaturen über 600 °C spezifiziert wird. Ihr zuverlässiger Nickellegierungslieferant muss das abschließende Glühverfahren so anpassen, dass die von Ihrer Anwendung geforderte Korngröße erreicht wird.