










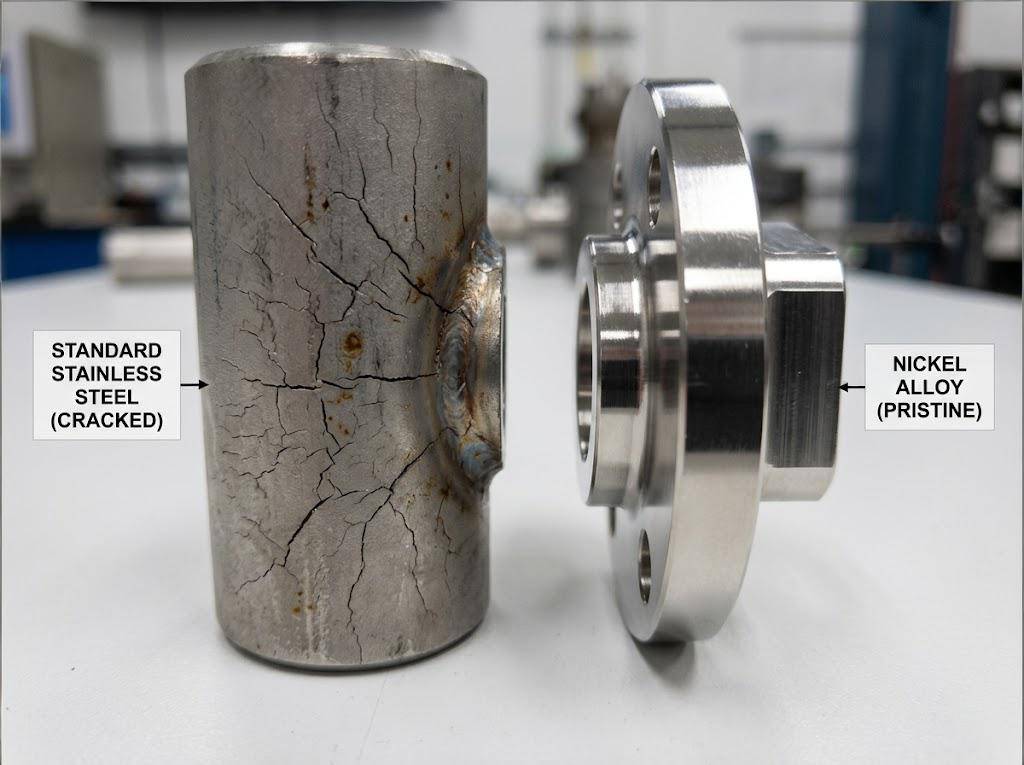
When operating in High-Pressure, High-Temperature (HPHT) environments with elevated hydrogen sulfide (H2S) and chloride levels, material selection is not just a preference; it is a critical safety parameter. As a specialized nickel alloy supplier for oil and gas, our team at 28Nickel frequently consults with engineering teams struggling with sulfide stress cracking (SSC) and chloride stress corrosion cracking (CSCC). Choosing the right metallurgical partner can bridge the gap between an unexpected catastrophic failure and a predictable, decades-long service life.
Los ingenieros se dirigen a menudo a nosotros, su proveedor de aleaciones de níquel para petróleo y gas, sopesando las ventajas mecánicas del UNS N07718 (aleación 718) frente al UNS N06625 (aleación 625). Ambas son muy capaces, pero sus mecanismos de refuerzo microestructural dictan perfiles de aplicación muy diferentes. La aleación 718 se basa en gran medida en el endurecimiento por precipitación mediante adiciones de niobio y titanio, formando una doble cal gamma () y gamma prime (). Esta intrincada microestructura produce un límite elástico mínimo de 120 ksi, lo que la hace indispensable para válvulas de seguridad del subsuelo, colgadores y herramientas de fondo de pozo sometidas a grandes esfuerzos. Por el contrario, la aleación 625 alcanza su robusta resistencia gracias a la rigidización en solución sólida con molibdeno y niobio. Aunque su límite elástico básico es inferior al del 718, su excepcional resistencia a la corrosión localizada -con un número equivalente de resistencia a las picaduras (PREN) que supera con frecuencia 45- lo hace fundamentalmente superior para líneas de flujo y revestimientos expuestos a concentraciones extremas de cloruros.
Integridad del material de fondo de pozo y estabilidad de fase
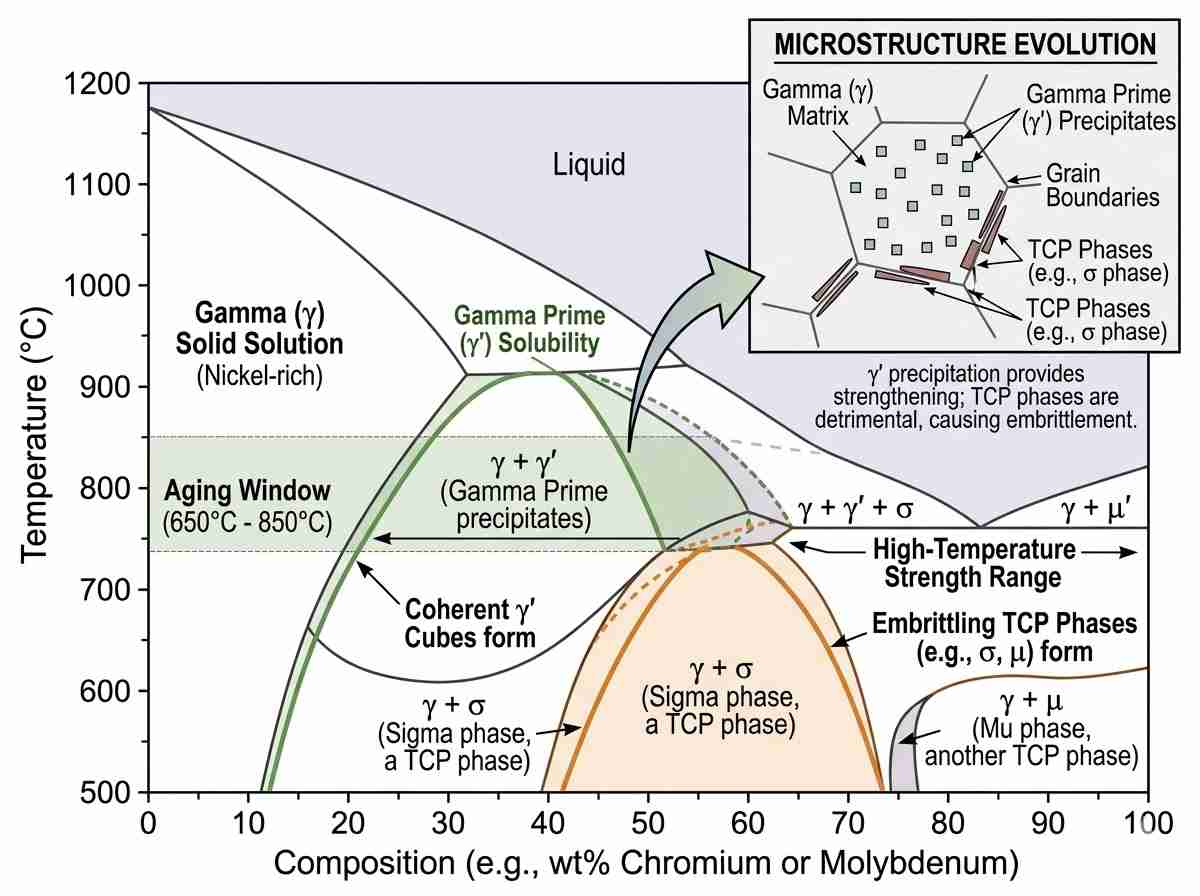
La selección de un proveedor de aleaciones de níquel para petróleo y gas de confianza garantiza que estos valores PREN y propiedades mecánicas especificados se verifiquen estrictamente mediante pruebas rigurosas y estandarizadas. No sólo nos fijamos en la resistencia básica a la tracción; nuestra evaluación incluye pruebas ASTM G48 para medir con precisión la resistencia a la corrosión por picaduras y grietas. Además, analizamos regularmente la estabilidad de fase a largo plazo de estas superaleaciones para evitar la precipitación de fases perjudiciales topológicamente compactas (TCP). La formación incontrolada de fases sigma () y mu () durante el servicio prolongado a alta temperatura en el fondo del pozo degrada gravemente tanto la tenacidad al impacto como la resistencia a la corrosión, lo que conduce a una fatiga estructural prematura.
| Designación de la aleación | Número UNS | Límite elástico (ksi) | PREN | Mecanismo principal de refuerzo | Aplicación típica de fondo de pozo |
| Aleación 718 | N07718 | 120 - 150 | ≥ 40 | Endurecimiento por precipitación | Válvulas de seguridad del subsuelo, componentes de boca de pozo |
| Aleación 625 | N06625 | 60 - 100 | ≥ 45 | Rigidez de la solución sólida | Revestimientos, intercambiadores de calor, líneas de flujo extremas |
| Aleación 825 | N08825 | 35 - 65 | ≥ 31 | Rigidez de la solución sólida | Tubería estándar, líneas de recogida en superficie |
| Aleación 925 | N09925 | 105 - 120 | ≥ 32 | Endurecimiento por precipitación | Juntas de herramientas de alta resistencia, equipos de finalización |
Historia termomecánica y dinámica del mecanizado de OCTG
Más allá de la química básica, comprender el historial termomecánico exacto del material es primordial para la integridad en el fondo del pozo. Muchos equipos de aprovisionamiento no se dan cuenta de que el trabajo en frío prolongado, aunque es excelente para aumentar el límite elástico, puede alterar drásticamente la susceptibilidad de un material a la fragilización por hidrógeno (HE). Como proveedor especializado en aleaciones de níquel para petróleo y gas, supervisamos activamente la estructura del grano y la densidad de dislocación de nuestras materias primas. En entornos de servicio agrios, la reacción catódica produce hidrógeno atómico, que se difunde en la red metálica y se acumula en trampas internas, como los límites de grano o las interfaces de precipitado. Si un material de alta resistencia se somete a un trabajo en frío excesivo sin un recocido posterior de alivio de tensiones adecuado, la tensión interna residual actúa como catalizador directo de la fragilización catastrófica por hidrógeno.
Además, la fabricación de estas superaleaciones presenta retos de ingeniería muy específicos. Los materiales a base de níquel presentan elevados índices de endurecimiento por deformación y una conductividad térmica excepcionalmente baja. Un proveedor de aleaciones de níquel para petróleo y gas técnicamente competente no se limitará a suministrar el material a granel, sino que también ofrecerá datos empíricos críticos sobre las velocidades de corte óptimas, los avances y las estrategias específicas de refrigerante para evitar el glaseado superficial y las microfisuras durante la fase de mecanizado. Si las microfisuras se propagan durante el complejo roscado de las conexiones de los OCTG (Oil Country Tubular Goods), la integridad mecánica de toda la sarta se ve irremediablemente comprometida bajo la intensa presión del fondo del pozo.
También debemos mirar más allá de las hojas de datos estándar cuando analizamos entornos geológicos extremos. Como proveedor experimentado de aleaciones de níquel para petróleo y gas, reconocemos que las presiones parciales de CO2 y H2S en el fondo del pozo fluctúan de forma impredecible. Las altas temperaturas localizadas aumentan exponencialmente la cinética de la disolución anódica. En entornos agresivos en los que las temperaturas superan los 200°C junto con el azufre elemental, confiar exclusivamente en la aleación 825 es un grave error de cálculo metalúrgico debido a su menor contenido en molibdeno. La transición a un grado de solución sólida altamente aleado como la Aleación C-276 (UNS N10276), con molibdeno 16% y un PREN superior a 65, se convierte en obligatoria. Asociarse con un proveedor de aleaciones de níquel para petróleo y gas que posea un profundo conocimiento técnico permite anticiparse a estos límites metalúrgicos absolutos mucho antes del despliegue sobre el terreno.
Conclusión
La especificación de materiales para entornos difíciles es un ejercicio de mitigación precisa de riesgos. La microestructura debe ajustarse perfectamente a los riesgos medioambientales específicos del yacimiento. Un proveedor experto en aleaciones de níquel para petróleo y gas actúa como una extensión directa de su propio departamento de ingeniería, proporcionando los datos metalúrgicos, análisis de fases y límites de fatiga necesarios para validar exhaustivamente sus diseños. Si sus diseños actuales de boca de pozo o de fondo de pozo están sobrepasando los límites de sus especificaciones de material actuales, nuestro equipo de ingeniería de 28Nickel está preparado para revisar sus parámetros medioambientales y recomendarle una vía metalúrgica optimizada. Póngase en contacto con nuestros especialistas técnicos para una consulta en profundidad sobre su próximo proyecto HPHT complejo.
Preguntas y respuestas relacionadas
P1: ¿Cuál es el PREN mínimo requerido para entornos de gases sulfurosos según la norma NACE MR0175?
A1: Aunque NACE MR0175/ISO 15156 no estipula un único PREN mínimo universal para todos los ambientes agrios, generalmente se requiere un PREN > 40 para altas concentraciones de H2S y cloruro para garantizar una resistencia adecuada a la corrosión localizada por picaduras y grietas.
P2: ¿Cómo afecta la precipitación de la fase gamma de doble cal a la resistencia a la corrosión de la aleación 718?
A2: La precipitación de (Ni3Nb) es esencial para alcanzar el límite elástico de más de 120 ksi de la aleación 718. Sin embargo, el envejecimiento excesivo puede agotar la matriz circundante de elementos críticos como el niobio, reduciendo ligeramente la resistencia a la corrosión localizada en comparación con las variantes de solución sólida totalmente recocidas.
P3: ¿Por qué se prefiere la Aleación C-276 a la Aleación 825 en entornos de azufre elemental a alta temperatura?
A3: El azufre elemental acelera gravemente la disolución anódica a temperaturas elevadas (>200°C). La aleación C-276, con su contenido de ~16% de molibdeno y ~4% de tungsteno, proporciona una capa de óxido pasiva significativamente más estable que la aleación 825 (que contiene sólo ~3% de molibdeno), evitando el rápido ataque intergranular.