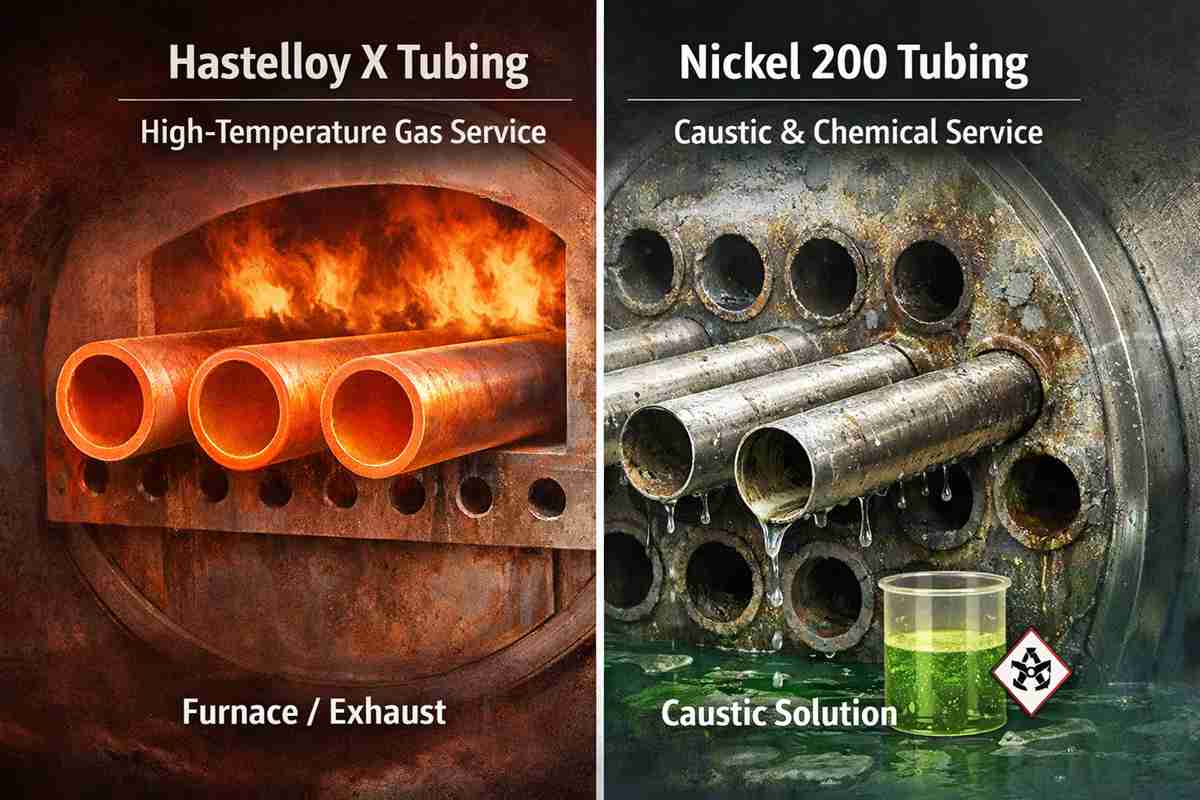
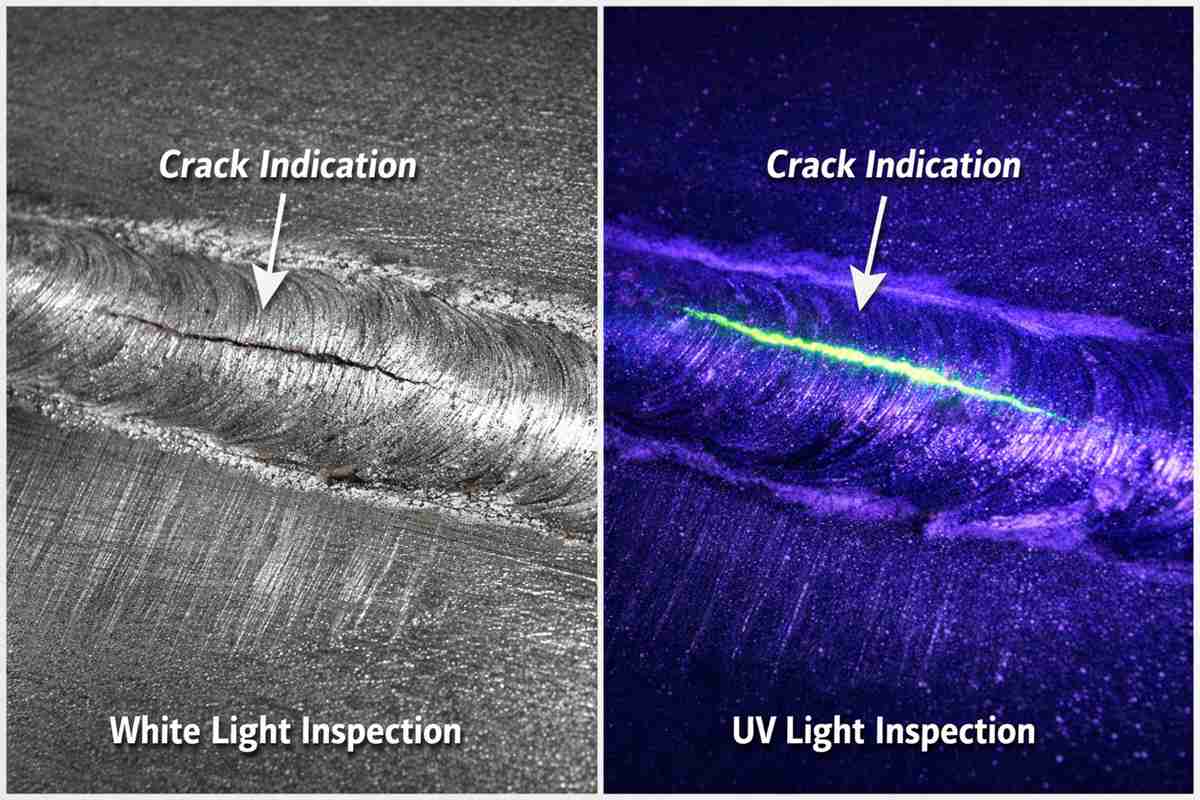
Cuando se diseñan infraestructuras críticas para entornos oxidativos con alto contenido en cloruros, gas ácido o altas temperaturas, el margen de error es prácticamente nulo. El agrietamiento por corrosión bajo tensión (SCC) y las picaduras localizadas pueden degradar catastróficamente la integridad mecánica mucho antes de que se programen los ciclos de mantenimiento estándar. Para hacer frente a estas duras realidades operativas se requiere un control metalúrgico riguroso. Esta es exactamente la razón por la que asociarse con un proveedor de aleaciones de níquel OEM altamente capacitado es fundamental para el éxito del proyecto. Un verdadero socio metalúrgico no se limita a laminar y cortar calidades estándar, sino que diseña activamente microestructuras de material adaptadas para combatir mecanismos corrosivos específicos en el entorno exacto de su aplicación.
Dinámica microestructural de las superaleaciones de alto rendimiento
La selección del material óptimo va mucho más allá de una designación UNS genérica. El rendimiento real de una superaleación depende en gran medida de sus fases de precipitación específicas y de la supresión de compuestos intermetálicos nocivos. Por ejemplo, en aleaciones reforzadas por solución sólida como Inconel 625 (UNS N06625), la adición de molibdeno y niobio proporciona una excelente rigidez de la matriz a alta temperatura. Sin embargo, si la historia térmica se gestiona mal durante el trabajo en caliente, pueden aparecer fases intermetálicas como la fase Laves o la fase delta () pueden precipitar en los límites de grano, reduciendo drásticamente tanto la ductilidad como la resistencia a la corrosión localizada.
Por el contrario, los grados endurecibles por precipitación como la aleación 718 (UNS N07718) se basan en la precipitación controlada de gamma doble primo () y gamma prime (). Para maximizar el límite elástico sin sacrificar la tenacidad a baja temperatura es necesario un enfoque matizado de los ciclos de recocido y envejecimiento en solución. Cuando se evalúan materiales para aplicaciones NACE MR0175 / ISO 15156 en el sector del petróleo y el gas, deben respetarse estrictamente los límites de dureza (normalmente un máximo de 40 HRC para el 718 personalizado), lo que exige un control excepcionalmente estricto de la química y los protocolos de tratamiento térmico.
Datos metalúrgicos comparativos para servicio severo
A continuación se ofrece una comparación técnica de los principales aleaciones de níquel utilizados en entornos agresivos, haciendo hincapié en el número equivalente de resistencia a la picadura (PREN) y los límites mecánicos de referencia.
| Grado de aleación | Número UNS | Elementos clave de aleación (nominal %) | Mínimo límite elástico (ksi) | PREN típico (Cr+3,3Mo+16N) | Mecanismo de endurecimiento primario |
| Aleación 625 | N06625 | Ni (58 min), Cr (21), Mo (9), Nb (3,5) | 60 | ~50 | Solución sólida |
| Aleación 718 | N07718 | Ni (52), Cr (19), Fe (17), Nb (5), Mo (3) | 120 - 150* | ~28 | Precipitaciones ($\gamma ”$ & $\gamma’$) |
| Aleación C-276 | N10276 | Ni (Balance), Cr (15,5), Mo (16), W (3,8) | 41 | ~68 | Solución sólida |
| Aleación C-22 | N06022 | Ni (Balance), Cr (22), Mo (13), W (3) | 45 | ~64 | Solución sólida |
*Nota: El límite elástico de la aleación 718 depende en gran medida del tratamiento de envejecimiento específico aplicado. Los valores reflejan los requisitos típicos de alta resistencia.
Procesado termomecánico y control del tamaño de grano
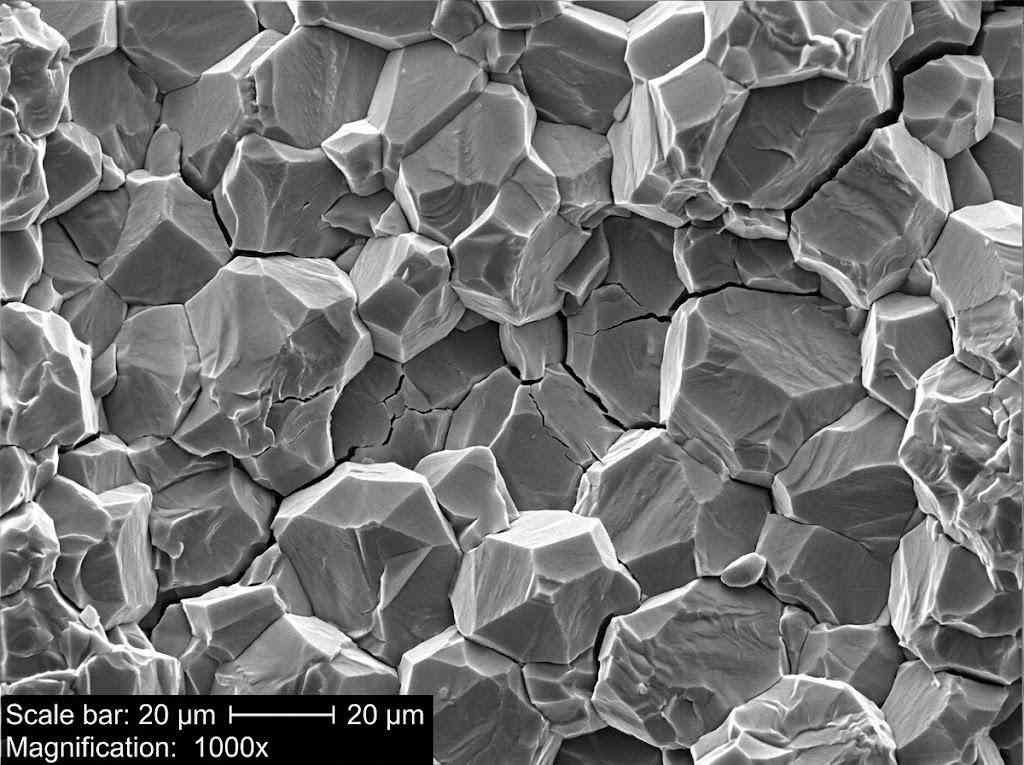
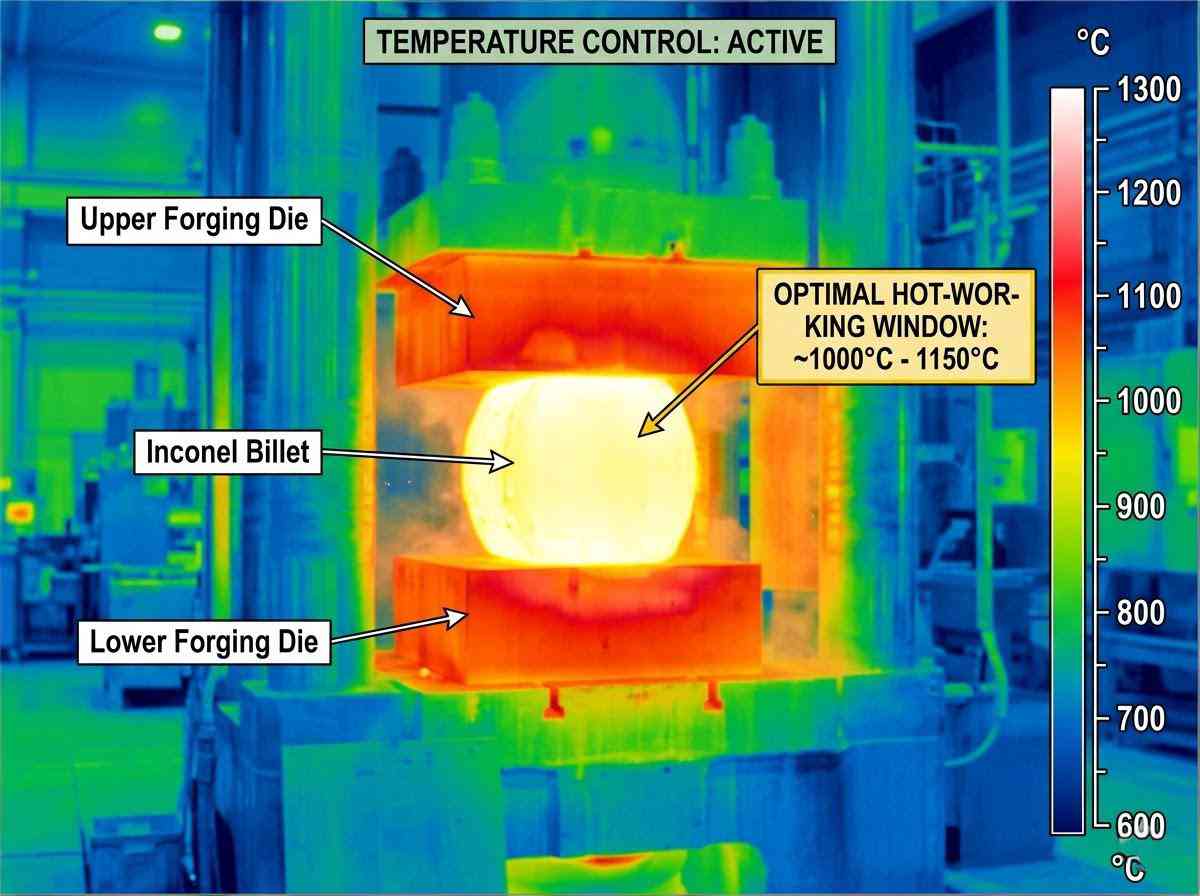
La química es sólo la mitad de la ecuación en ingeniería de materiales. Las propiedades mecánicas y de resistencia a la corrosión de las aleaciones de níquel están muy influidas por su historial de procesamiento termomecánico. OEM avanzados personalizado La fabricación de aleaciones requiere un profundo conocimiento de cómo los ratios de reducción de la forja y las velocidades de enfriamiento dictan el tamaño final del grano ASTM E112.
Para la resistencia a la fluencia a altas temperaturas, se suele preferir una estructura de grano más grueso para minimizar el deslizamiento de los límites de grano. Sin embargo, para aplicaciones que requieren una elevada vida a la fatiga y una resistencia a la tracción superior a temperaturas ambiente a moderadas, es obligatoria una microestructura de grano fino. Un proveedor de aleaciones de níquel OEM de primera categoría sabe cómo manipular las temperaturas de inmersión y las ventanas de trabajo en caliente para evitar un crecimiento anormal del grano y garantizar una microestructura uniforme y totalmente recristalizada. Además, es esencial limitar estrictamente los elementos residuales, como el azufre y el fósforo, para evitar el acortamiento en caliente durante la forja y mitigar el riesgo de ataque intergranular en entornos acuosos agresivos, como los depuradores de desulfuración de gases de combustión (FGD).
Diseñamos la solución adecuada para su aplicación
El fallo de los materiales en entornos extremos rara vez se debe a un único factor; suele ser el resultado de una compleja interacción entre la tensión aplicada, la química de los fluidos, los gradientes de temperatura y los defectos metalúrgicos subyacentes. Los materiales disponibles en el mercado no suelen responder a los retos específicos de cada sistema. Para lograr una fiabilidad a largo plazo es necesario pasar de una mentalidad de adquisición de productos básicos a una colaboración de ingeniería. Al asociarse con los especialistas técnicos de 28Nickel, tendrá acceso a profundos conocimientos en ciencia de materiales. Invitamos a ingenieros y diseñadores a consultar con nuestro equipo metalúrgico para evaluar sus parámetros operativos y diseñar una solución de aleación que garantice la integridad estructural en las condiciones más exigentes.
Preguntas y respuestas relacionadas
P: ¿Cómo afecta la concentración de niobio a la soldabilidad y la estabilidad de fase de la aleación 718?
R: El niobio es el principal elemento impulsor de la precipitación del refuerzo fase () en la aleación 718. Sin embargo, una segregación excesiva de niobio durante la solidificación puede conducir a la formación de fases Laves frágiles en la zona de fusión de la soldadura. Esto agota la matriz circundante de niobio, reduciendo la resistencia local y aumentando la susceptibilidad a la microfisuración durante el tratamiento térmico posterior a la soldadura (PWHT).
P: ¿Cuál es el impacto de la temperatura de recocido en solución sobre la resistencia a la rotura por fluencia de las aleaciones sólidas en solución?
R: Las temperaturas de recocido por disolución más elevadas (normalmente por encima de 1175°C / 2150°F) disuelven los carburos primarios y favorecen un tamaño de grano más grueso. Según la relación Hall-Petch, esto reduce el límite elástico a temperatura ambiente, pero mejora significativamente la resistencia a la rotura por fluencia a alta temperatura al reducir el área total del límite de grano, que es la vía principal para la deformación por fluencia a temperaturas elevadas.
P: ¿Por qué especificar la aleación C-22 en lugar de la aleación C-276 en entornos ácidos altamente oxidantes?
R: Aunque la aleación C-276 destaca en entornos reductores debido a su alto contenido en molibdeno (16%), puede ser vulnerable en ácidos oxidantes fuertes (como el ácido nítrico o entornos con iones férricos/cúpricos). La aleación C-22 presenta un mayor contenido de cromo (~22% frente a ~15,5%), lo que mejora enormemente la estabilidad y la velocidad de repasivación de su capa protectora de óxido superficial en condiciones de alta oxidación, convirtiéndola en la opción de ingeniería superior para medios con ácidos mixtos.