










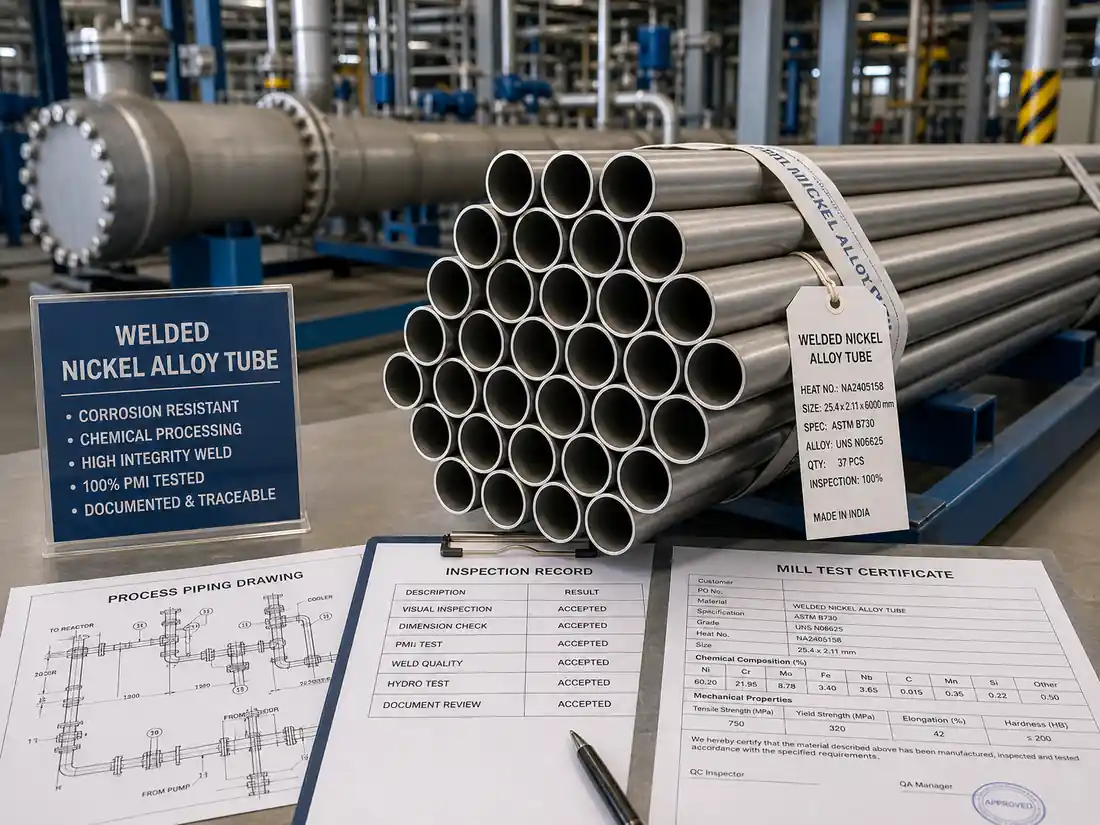
Les tubes soudés en alliage de nickel pour le traitement chimique sont généralement achetés lorsque la résistance à la corrosion, l'économie de fabrication et la répétabilité dimensionnelle doivent être équilibrées dans un même ensemble de tubes. D'après mon expérience, les commandes réussies ne sont pas celles dont la description du matériau est la plus longue. Ce sont celles où l'itinéraire de soudage, la nuance d'alliage, la chimie de service, l'étendue de l'inspection et les documents d'autorisation pointent tous dans la même direction.
C'est important car les usines chimiques rejettent rarement un tube pour une raison isolée. Un tube soudé en alliage de nickel destiné au traitement chimique peut être techniquement sain et néanmoins devenir un problème d'approvisionnement si le CTM n'identifie pas clairement la chaleur, si la portée de l'inspection de la soudure est vague ou si le client ne peut pas faire le lien entre la marque du faisceau de tubes et le certificat. Pour 28Nickel, la promesse commerciale est simple : fournir des matériaux qu'un ingénieur peut défendre lors de l'examen du projet.

Comment spécifier un tube soudé en alliage de nickel pour le traitement chimique ?
La première décision est le choix de l'alliage. L'alliage 600 peut être envisagé pour les environnements caustiques et oxydants à haute température, l'alliage 625 pour les environnements contenant des chlorures et des acides mixtes, l'alliage 825 pour les systèmes d'acide sulfurique et phosphorique, et le C276 ou le C22 pour les services d'acide réducteur agressif ou contaminé. Un tube soudé en alliage de nickel destiné au traitement chimique ne doit jamais être sélectionné sur la seule base du nom de la nuance. La note d'achat doit définir le fluide de traitement, la fenêtre de température approximative, le niveau de chlorure le cas échéant, la chimie de nettoyage attendue, et si le tube est utilisé dans la tuyauterie sous pression, le transfert de chaleur ou l'équipement fabriqué.
La deuxième décision est la voie soudée. Pour de nombreuses applications, le tube soudé longitudinalement peut offrir une bonne disponibilité et un contrôle cohérent de la paroi, mais la soudure doit être étayée par la qualification de la procédure, la compatibilité des produits d'apport, le cas échéant, et le contrôle de l'état après soudage. Si la spécification prévoit un recuit de mise en solution, un décapage, un contrôle par courants de Foucault, un contrôle hydrostatique, un aplatissement, un évasement ou un contrôle de la corrosion intergranulaire, ces éléments doivent être confirmés avant la production. C'est ainsi qu'un tube soudé en alliage de nickel destiné au traitement chimique devient un composant dont la qualité est contrôlée plutôt qu'un tube générique.
Le contrôle dimensionnel mérite la même attention. Le diamètre extérieur, l'épaisseur de la paroi, l'ovalisation, la rectitude, l'état de l'extrémité et la tolérance de la longueur de coupe influencent l'ajustement dans les échangeurs et les skids de traitement. Un tube qui satisfait aux exigences chimiques peut néanmoins entraîner des retards coûteux dans l'atelier si le diamètre extérieur s'approche de la limite supérieure ou si les extrémités doivent être retravaillées avant d'être soudées. Les acheteurs expérimentés demandent généralement un rapport dimensionnel final, non pas parce qu'ils se méfient de l'usine, mais parce qu'ils veulent des preuves objectives avant que le tube ne soit emballé et mélangé à d'autres matériaux du projet.
| Point de contrôle | Motif d'ingénierie | Ce que 28Nickel devrait vérifier |
| Alliage et identité thermique | Confirme la résistance à la corrosion et à la température pour le service spécifié | Numéro de chauffage, grade, voie de fusion, analyse chimique et lien avec le CTM |
| Itinéraire et état de la soudure | Contrôle la solidité de la soudure et le comportement à la corrosion près de la zone affectée par la chaleur | Méthode de soudage, condition de recuit, état de surface et évidence visuelle de la soudure |
| Essais non destructifs et essais sous pression | Réduit le risque de fuites, de défauts de couture ou de discontinuités cachées | Dossiers d'essais par courants de Foucault, hydrostatiques, pneumatiques ou spécifiques au projet |
| Dimensions et extrémités | Evite les problèmes de montage de l'échangeur et les reprises de bobines sur le terrain | Diamètre extérieur, paroi, longueur, ovalisation, rectitude, finition finale et séparation des garnitures. |
| Dossier de documentation | Permet aux ingénieurs de projet de libérer le tube sans avoir à le clarifier à plusieurs reprises. | EN 10204 3.1 MTC, rapport PMI si nécessaire, liste de contrôle et enregistrements photographiques |
Preuves d'inspection pour les tubes soudés en alliage de nickel
Un plan d'inspection pratique commence avant la coupe. L'inspecteur doit faire correspondre l'identité de la bobine, de la bande ou du tube mère à l'ordre de fabrication, puis suivre l'identité par le biais du soudage, du traitement thermique, du calibrage, des essais, du marquage et de l'emballage. Pour les tubes soudés en alliage de nickel destinés au traitement chimique, les ruptures de traçabilité sont souvent plus préjudiciables que les petites erreurs administratives, car les usines chimiques peuvent séparer les matériaux par famille d'alliage et classe de service.
L'état de surface constitue un autre risque insidieux. Les alliages de nickel peuvent former des dépôts de calamine et des films d'oxyde qui semblent inoffensifs, mais qui peuvent nuire au bon déroulement de la passivation ou aux opérations de soudage du client. Les surfaces décapées et passivées doivent être uniformes, exemptes de traces de meulage excessives et protégées de tout contact avec de l'acier au carbone lors de la manutention. Si l’application implique l’utilisation de produits chimiques de haute pureté ou de milieux caustiques puissants, l’acheteur peut également exiger des limites plus strictes en matière de contamination, de bavures et de résidus de composés de traitement.
L'examen des documents doit être considéré comme une activité d'ingénierie et non comme une étape administrative. Un tube soudé en alliage de nickel destiné à un traitement chimique doit être accompagné d'un certificat indiquant la norme correcte, le numéro de chauffe, l'analyse chimique, les propriétés mécaniques, l'état de livraison et les résultats des essais. Lorsqu'une inspection par une tierce partie est requise, le point témoin de l'inspection doit être programmé suffisamment tôt pour que l'inspecteur puisse voir le matériau avant l'emballage final. C'est en attendant que le camion soit réservé qu'un bon matériau devient un matériau tardif.
Pour les projets d'échangeurs de chaleur, je recommande également de confirmer si le client attend des essais de soudage de tube à tube, des vérifications du comportement de la dilatation ou un contrôle supplémentaire de la propreté. Le tube soudé peut être un choix très rationnel, mais uniquement lorsque les hypothèses d'ingénierie sont visibles. Plus la chimie est sévère, moins il y a de tolérance pour un langage d'achat peu clair.
Conclusion
Le bon tube soudé en alliage de nickel pour le traitement chimique ne se définit pas seulement par la nuance de l'alliage ou le prix au mètre. Il est défini par l'aptitude à la corrosion, la discipline du parcours de soudure, la stabilité dimensionnelle, les preuves d'essai et un ensemble de documents qui survivent à l'examen du projet. Si votre équipe compare un tube soudé à un tube sans soudure, ou si un utilisateur final demande des points d'inspection supplémentaires, 28Nickel peut vous aider à traduire les conditions de service en un ensemble de matériaux contrôlés avant que la commande n'atteigne le stade de la production.
Questions et réponses connexes
Q1 : Pourquoi les tubes soudés nécessitent-ils des indications plus claires sur le tracé des soudures que les tubes sans soudure ?
En effet, la soudure et la zone affectée thermiquement font partie de l'enveloppe de pression et du chemin de corrosion. Un tube soudé en alliage de nickel destiné à un traitement chimique doit indiquer comment la soudure a été réalisée, traitée, inspectée et reliée à l'identité certifiée du matériau.
Q2 : Les tubes soudés en alliage de nickel peuvent-ils remplacer les tubes sans soudure dans les usines chimiques ?
Parfois, mais pas automatiquement. La norme du projet, la pression de conception, la tolérance à la corrosion, la classe d'inspection et les préférences du propriétaire doivent le permettre. La substitution doit être examinée avant le devis, et non après le début de la fabrication.
Q3 : Le PMI doit-il être exigé pour les tubes soudés en alliage de nickel ?
Le PMI est fortement recommandé lorsque plusieurs nuances d'alliages sont manipulées dans le même entrepôt ou lorsque le service est critique en termes de sécurité. Il permet d'éviter les confusions entre les alliages 600, 625, 825, C276 et les alliages de nickel similaires.