Nella fabbricazione di leghe di nichel, un Hastelloy B-2 Lista di controllo per la qualità dei test con coloranti penetranti non dovrebbe mai essere considerato come un esercizio di routine. Per le saldature B-2, le facce delle guarnizioni lavorate, le passate di radice, le zone di riparazione e le superfici decapate, il test con penetranti è spesso l'ultimo metodo pratico per individuare le discontinuità aperte sulla superficie prima dell'idrotest, dell'assemblaggio o della spedizione. Il problema di solito non è il sistema di penetrazione in sé. Il problema è la scarsa preparazione della superficie, una logica di accettazione errata, un controllo di processo carente e ispettori che non comprendono appieno il comportamento delle leghe di nichel-molibdeno dopo la saldatura, la rettifica e la pulizia chimica.
L'Hastelloy B-2 è stato scelto perché offre prestazioni eccezionali in presenza di acidi riducenti, in particolare di acido cloridrico. Questo profilo di servizio rende la qualità della fabbricazione più critica, non meno. Una minuscola indicazione lineare in corrispondenza di un punto di saldatura può diventare una via di fuga. Una falsa indicazione causata da metallo spalmato o penetrante intrappolato in segni di molatura grossolani può innescare una riparazione non necessaria, che è altrettanto pericolosa perché ogni ciclo di riparazione evitabile aggiunge più calore e più rischi metallurgici al componente.
Ecco perché le officine più esperte non usano un modulo PT generico. Utilizzano invece una lista di controllo che tiene conto delle condizioni effettive delle superfici B-2, del percorso di fabbricazione e della criticità di servizio del pezzo.
Perché l'Hastelloy B-2 ha bisogno di un approccio PT specifico per il materiale
Molti ingegneri dicono ancora “test di penetrazione con colorante”, anche se nel linguaggio formale degli NDT il termine più ampio è test di penetrazione con liquido. In ogni caso, la filosofia dell'ispezione è la stessa: il metodo rivela solo i difetti aperti in superficie. Per quanto riguarda l'Hastelloy B-2, questo sembra semplice, ma in realtà non lo è per la fabbricazione. La lega non è magnetica, quindi il test delle particelle magnetiche non è un'opzione. La radiografia può non notare difetti di rottura superficiale molto sottili. I test a ultrasuoni sono utili per alcune geometrie, ma non sostituiscono un esame disciplinato della superficie della saldatura. tappi, radici, transizioni di sovrapposizione, aree di miscelazione degli ugelli o terreni di tenuta lavorati.
L'errore più comune nella lista di controllo della qualità dei test penetranti con colorante Hastelloy B-2 è il mancato controllo delle condizioni della superficie prima dell'ispezione. Se il cordone di saldatura è troppo ruvido, se rimane una pellicola di ossido dopo la saldatura, se non vengono rimossi i residui di decapaggio o se la rettifica meccanica ha spalmato il metallo sull'imboccatura di una cricca, il risultato del PT diventa inaffidabile. In termini pratici, l'ispettore può vedere tre risultati negativi: falsi positivi, falsi negativi o indicazioni tecnicamente visibili ma impossibili da interpretare con sicurezza.
Un altro problema frequente è il controllo della contaminazione. Per leghe di nichel I materiali di consumo, i detergenti e i penetranti utilizzati in ambienti corrosivi devono essere compatibili con i requisiti del lavoro. Le officine che si preoccupano seriamente della qualità delle esportazioni verificheranno anche la tracciabilità dei lotti, la qualifica dell'operatore, la disciplina del tempo di permanenza, l'intervallo di temperatura, le condizioni dello sviluppatore, le condizioni di visualizzazione e i tempi di ispezione dopo lo sviluppo. Questi dettagli separano un rapporto credibile da uno decorativo.
Lista di controllo della qualità per le prove pratiche di Hastelloy B-2 con coloranti penetranti
Prima di utilizzare la tabella sottostante, ricordate un principio: La PT non convalida la metallurgia, il montaggio o la procedura di saldatura. Indica solo se nelle condizioni d'esame sono presenti difetti collegati alla superficie. Una buona lista di controllo deve quindi controllare le variabili che rendono affidabili tali condizioni.
| Lista di controllo Voce | Perché è importante per l'Hastelloy B-2 | Cosa verificare nella pratica | Rischio tipico se mancato |
|---|---|---|---|
| Identità del materiale e tracciabilità del calore | Il rischio di leghe miste è inaccettabile nel servizio di corrosione | Corrispondenza tra MTC, numero di calore, mappa di saldatura e timbro del componente prima del rilascio del PT | Accettazione della lega sbagliata, scelta della via di riparazione sbagliata |
| Stato della superficie prima della PT | Superfici ruvide o spalmate distorcono le indicazioni | Rimuove scorie, ossido, incrostazioni, olio, vernice e residui di decapaggio; evita le sbavature eccessive dovute alla molatura dura. | False chiamate o crepe mascherate |
| Profilo di saldatura e raggio di fusione | Il sottosquadro affilato e le transizioni ruvide intrappolano il penetrante | Controllare la levigatezza del cordone di saldatura, sfumare le aree riparate, evitare cicatrici trasversali profonde da smerigliatura | Indicazioni lineari non pertinenti |
| Metodo di pre-pulizia | Le superfici B-2 sono sensibili ai residui e alla contaminazione incorporata. | Utilizzare un detergente approvato; strofinare senza pelucchi; asciugare completamente prima dell'applicazione del penetrante. | Rumore di fondo, scarsa penetrazione del penetrante |
| Idoneità del sistema di penetrazioni | La sensibilità del sistema deve corrispondere alle dimensioni del difetto e alla finitura della superficie | Confermare il sistema visibile o fluorescente approvato, il lotto valido, la durata di conservazione e la compatibilità. | Indicazioni fini mancate o risultati instabili |
| Controllo della temperatura | Il comportamento di Dwell e bleed-out cambia al di fuori dell'intervallo qualificato | Registrare la temperatura della parte e dell'ambiente durante l'applicazione e lo sviluppo | Sensibilità inaffidabile |
| Tempo di permanenza del penetrante | Se è troppo corto non si vedono le fessure strette; se è troppo lungo aumenta lo sfondo. | Seguire esattamente la procedura scritta; non stimare per abitudine. | Falsi negativi o eccessivo sanguinamento |
| Rimozione del penetrante in eccesso | Il lavaggio eccessivo è uno dei peggiori errori del PT. | Rimuovere delicatamente la pellicola superficiale senza lavare le discontinuità | Fessure strette e lavate |
| Applicazione per sviluppatori | Lo sviluppatore non omogeneo maschera o esagera le indicazioni | Applicare un rivestimento sottile e uniforme; verificare le condizioni dello sviluppatore. | Scarso contrasto, dimensioni distorte dell'indicazione |
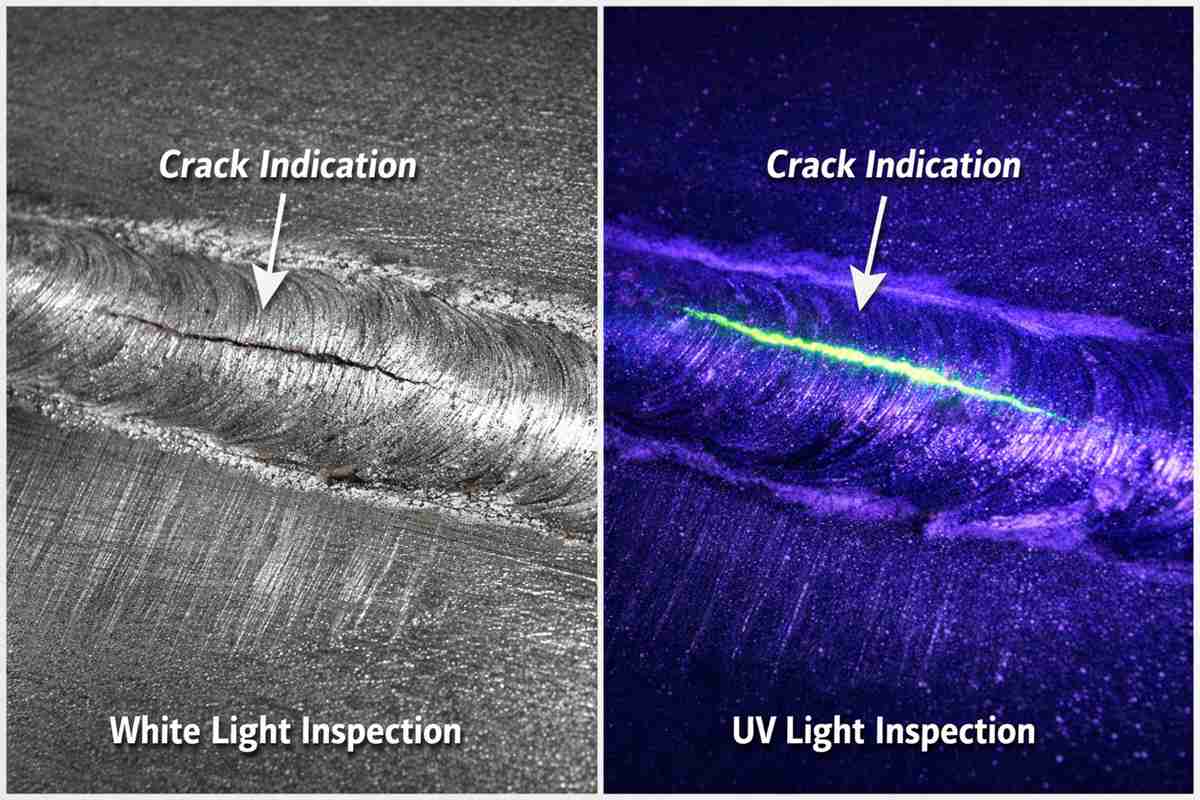
| Condizioni di visualizzazione | La qualità dell'interpretazione dipende dalla disciplina di illuminazione | Verificare le condizioni di luce bianca o UV secondo la procedura; controllare le prestazioni della lampada. | Mancati difetti rifiutabili |
| Valutazione delle indicazioni | L'accettazione deve distinguere tra rilevante e non rilevante. | Misurare la lunghezza, la larghezza, l'allineamento, la posizione e la ripetibilità dopo una nuova pulizia/un nuovo test, se necessario. | Riparazioni non necessarie o difetti spediti |
| Riparazione e riesame | Le riparazioni della saldatura B-2 aggiungono costi e storia termica | Definire i limiti dello scavo, rifare la superficie, ripetere il PT dopo la riparazione | Il difetto permane o l'area di riparazione è sovraccarica |
| Documentazione finale | Il rapporto deve supportare la revisione da parte del cliente e di terzi | Registrare la procedura, l'operatore, la data, l'area esaminata, i risultati, le riparazioni e lo stato di ripetizione del test. | Pacchetto QA debole, controversia alla consegna |
Come gli ispettori senior leggono i risultati del PT su Hastelloy B-2
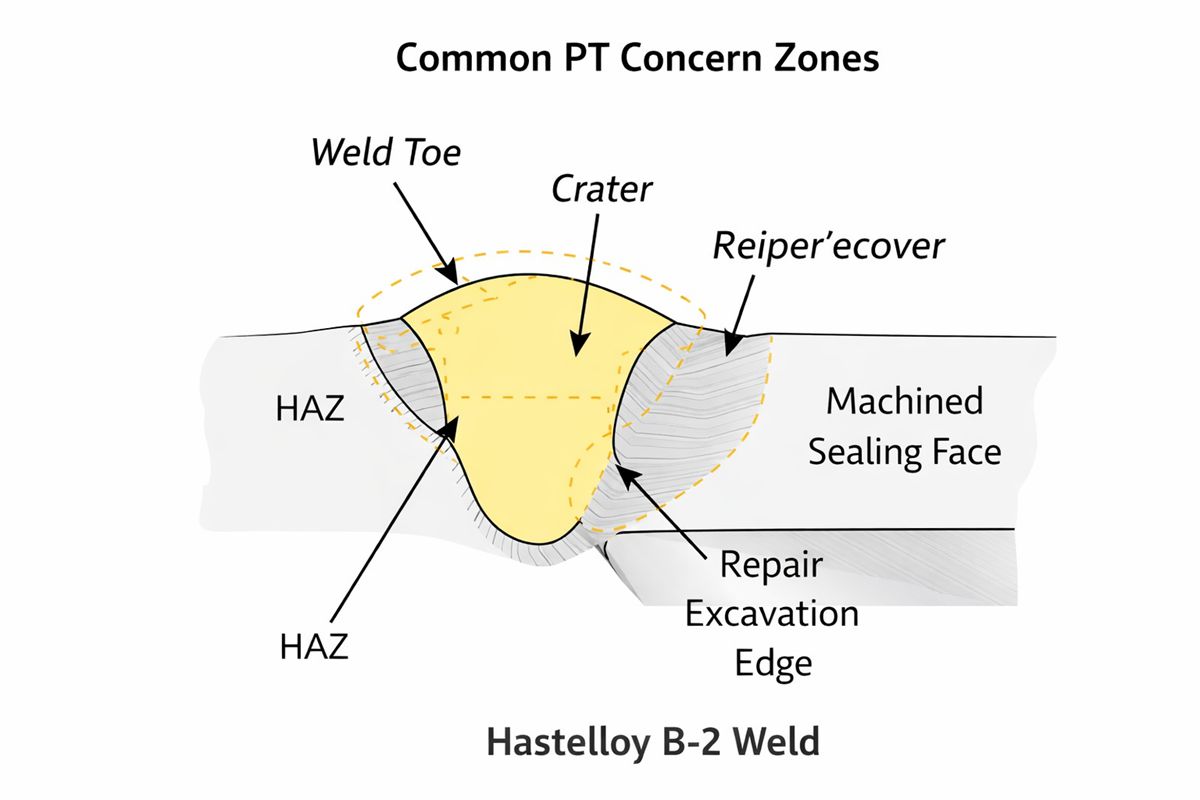
La tabella fornisce i punti di controllo. Il giudizio viene dopo. Nelle saldature di Hastelloy B-2, le indicazioni lineari meritano più sospetto di quelle arrotondate, soprattutto quando si allineano con le linee centrali della saldatura, le punte, le zone di cratere o i confini della riparazione. Indicazioni finemente allineate vicino alla regione colpita dal calore possono suggerire cricche a caldo, crateri o la rimozione incompleta di un difetto precedente. Le indicazioni arrotondate possono essere meno gravi, ma questa conclusione non dovrebbe mai essere automatica. Gli ammassi di porosità superficiale su un componente sottoposto a corrosione possono giustificare una riparazione a seconda del codice, delle specifiche e della posizione.
Ciò che gli ispettori esperti fanno in modo diverso è semplice: correlano l'indicazione con la storia della fabbricazione. L'area è stata rettificata di recente? È stata decapata e neutralizzata correttamente? La saldatura è stata riparata già due volte? Lo sviluppatore ha mostrato uno spurgo netto e ripetibile o solo una vaga ombra diffusa? Un vero Lista di controllo per la qualità dei test penetranti con colorante Hastelloy B-2 è preziosa perché costringe alla disciplina prima che il rapporto venga firmato.
Per i progetti di esportazione, raccomando anche un ulteriore controllo: non separare la PT dal file completo della qualità. Esaminate i risultati della PT insieme all'allineamento WPS/PQR, alla qualifica dei saldatori, alla storia delle riparazioni, allo stato del trattamento termico, se applicabile, all'ispezione dimensionale e alle note sul servizio di corrosione della specifica di acquisto. Nelle leghe di nichel, i dati isolati spesso portano a errori isolati.
Nota tecnica finale
Un buon Lista di controllo per la qualità dei test penetranti con colorante Hastelloy B-2 non si tratta solo di trovare difetti. Si tratta di prevenire decisioni sbagliate. Secondo la mia esperienza, la migliore lista di controllo riduce sia il rischio di perdite sia le riparazioni inutili delle saldature. Se il vostro team sta valutando saldature di piastre B-2, ugelli, raccordi forgiati o apparecchiature di processo per il servizio acido, la lista di controllo PT deve essere esaminata contemporaneamente al percorso di fabbricazione, non dopo che il pezzo è già finito.
Se desiderate una lista di controllo specifica per il progetto per i giunti di saldatura, le facce delle flange o le attrezzature fabbricate in Hastelloy B-2, 28Nickel dovrebbe costruirla in base alla vostra classe di disegno, al mezzo di servizio e ai punti di attesa per l'ispezione, invece di inviare un modello generico.
Domande e risposte correlate
1. Il test con colorante penetrante è sufficiente per l'accettazione della saldatura di Hastelloy B-2?
No. La PT è essenziale per le discontinuità di superficie, ma non è una strategia completa per la qualità della saldatura. Per i componenti critici, deve essere letta insieme all'ispezione visiva, ai controlli dimensionali, alla conformità alle procedure e a qualsiasi altra NDE richiesta dalle specifiche del progetto.
2. Quali sono le cause di false indicazioni durante il test con colorante penetrante Hastelloy B-2?
Le cause più comuni sono i segni di smerigliatura, le sbavature di metallo, l'ossido residuo, i penetranti intrappolati nelle aree sottosquadro, lo scarso controllo del detergente, l'eccessivo lavaggio e l'applicazione non uniforme dello sviluppatore. Su B-2, le condizioni della superficie sono spesso il fattore decisivo.
3. Quando deve essere ritestato un componente in Hastelloy B-2 dopo la riparazione?
Dopo aver completato la rimozione dei difetti e la miscelazione locale e dopo che la superficie è stata ripulita per tornare a una condizione di PT valida. Non si deve mai ripetere il test sui segni di scavo o sulle zone di riparazione contaminate, perché ciò produce solo risultati ambigui.


