










Quando gli ingegneri metallurgici progettano sistemi di trasferimento termico critici, la scelta precisa della lega di nichel per le applicazioni dello scambiatore di calore diventa la difesa principale contro i guasti catastrofici. Gli ambienti di lavorazione che coinvolgono alogenuri aggressivi, temperature elevate e dinamiche di flusso variabili sfruttano rapidamente qualsiasi debolezza del materiale. In queste condizioni, gli acciai inossidabili austenitici spesso cedono alla cricca da tensocorrosione da cloruri (CSCC) o a un grave pitting localizzato. Di conseguenza, l'aggiornamento a materiali ad alte prestazioni non è solo un'opzione, ma una necessità ingegneristica per mantenere l'integrità operativa ed evitare fermi impianto non programmati.
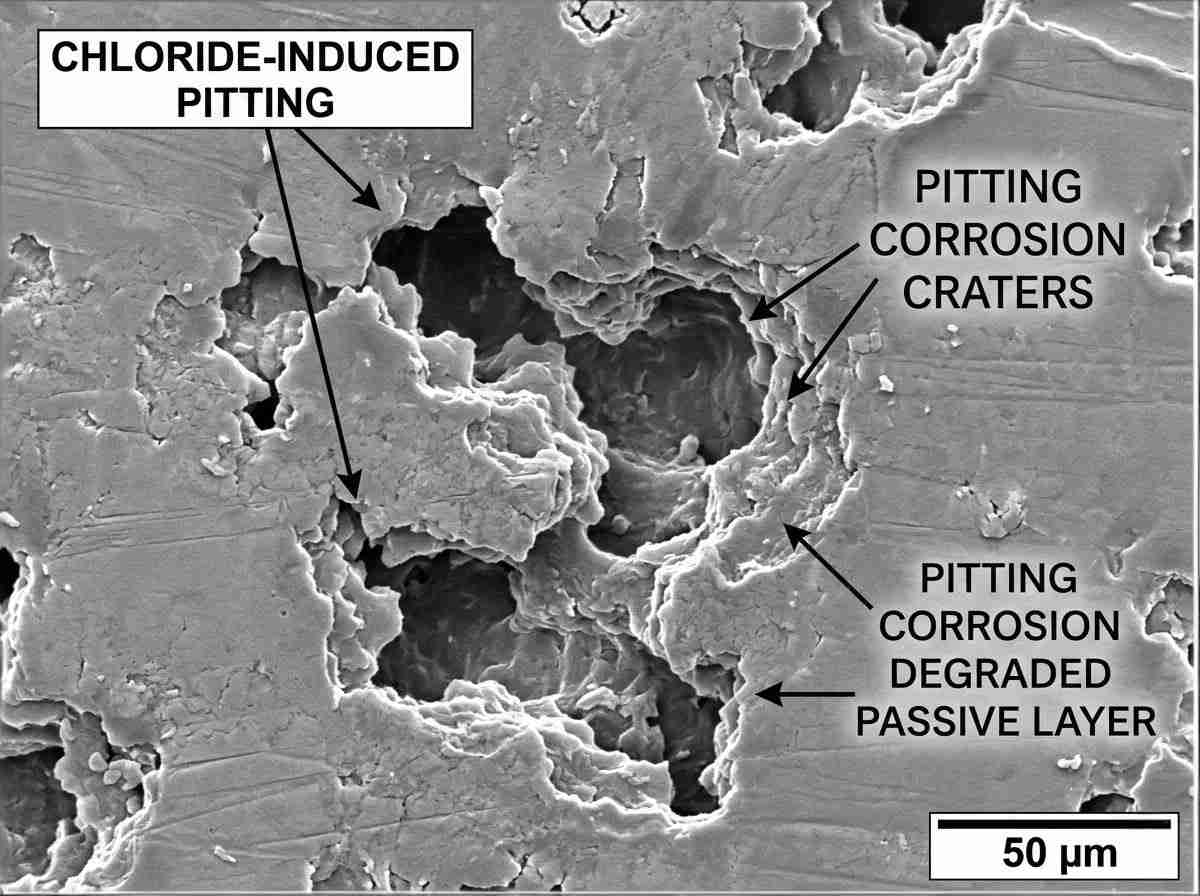
La selezione delle leghe di nichel per la progettazione degli scambiatori di calore richiede una profonda comprensione dei mezzi corrosivi specifici presenti sia sul lato del mantello che su quello dei tubi. I meccanismi di corrosione localizzata, principalmente la vaiolatura e la corrosione interstiziale, rendono necessaria un'elevata aggiunta di molibdeno e azoto. Quando le concentrazioni localizzate di cloruro aumentano - spesso a causa della corrosione da sotto deposito o di zone di flusso stagnante in corrispondenza delle giunzioni tubo-stampo - lo strato di ossido passivo protettivo si degrada.
Per quantificare la resistenza di un materiale a questi attacchi localizzati, gli ingegneri si affidano al Pitting Resistance Equivalent Number (PREN). La formula, generalmente espressa come %Cr + 3,3(%Mo) + 16(%N), fornisce un parametro comparativo affidabile. La selezione delle leghe di nichel avanzate per le reti di scambiatori di calore tiene in grande considerazione questi dati. Per esempio, mentre la Lega 400 ha prestazioni eccezionali in ambienti con acido fluoridrico grazie all'elevato contenuto di rame, la mancanza di molibdeno la rende inadatta agli ambienti con cloruri ossidanti. Al contrario, la Lega C-276, che contiene circa 16% di molibdeno, offre un'eccezionale resistenza a un'ampia gamma di sostanze chimiche aggressive, tra cui il gas di cloro umido e le soluzioni di ipoclorito.
Di seguito è riportato un confronto tecnico delle composizioni chimiche e dei dati di fase delle più comuni leghe per scambiatori di calore:
| Grado di lega | Designazione UNS | Cr (%) | Mo (%) | Ni (%) | PREN tipico | Applicazione primaria |
| Lega 400 | N04400 | – | – | 63,0 min | N/D | Ambienti riducenti, acido HF, marino |
| Lega 600 | N06600 | 14.0-17.0 | – | 72,0 min | ~15 | Ossidazione ad alta temperatura, soluzioni caustiche |
| Lega 625 | N06625 | 20.0-23.0 | 8.0-10.0 | 58,0 min | ~50 | Acqua di mare, ambienti ad alta sollecitazione |
| Lega C-276 | N10276 | 14.5-16.5 | 15.0-17.0 | Equilibrio | ~68 | Cloruri fortemente ossidanti e riducenti |
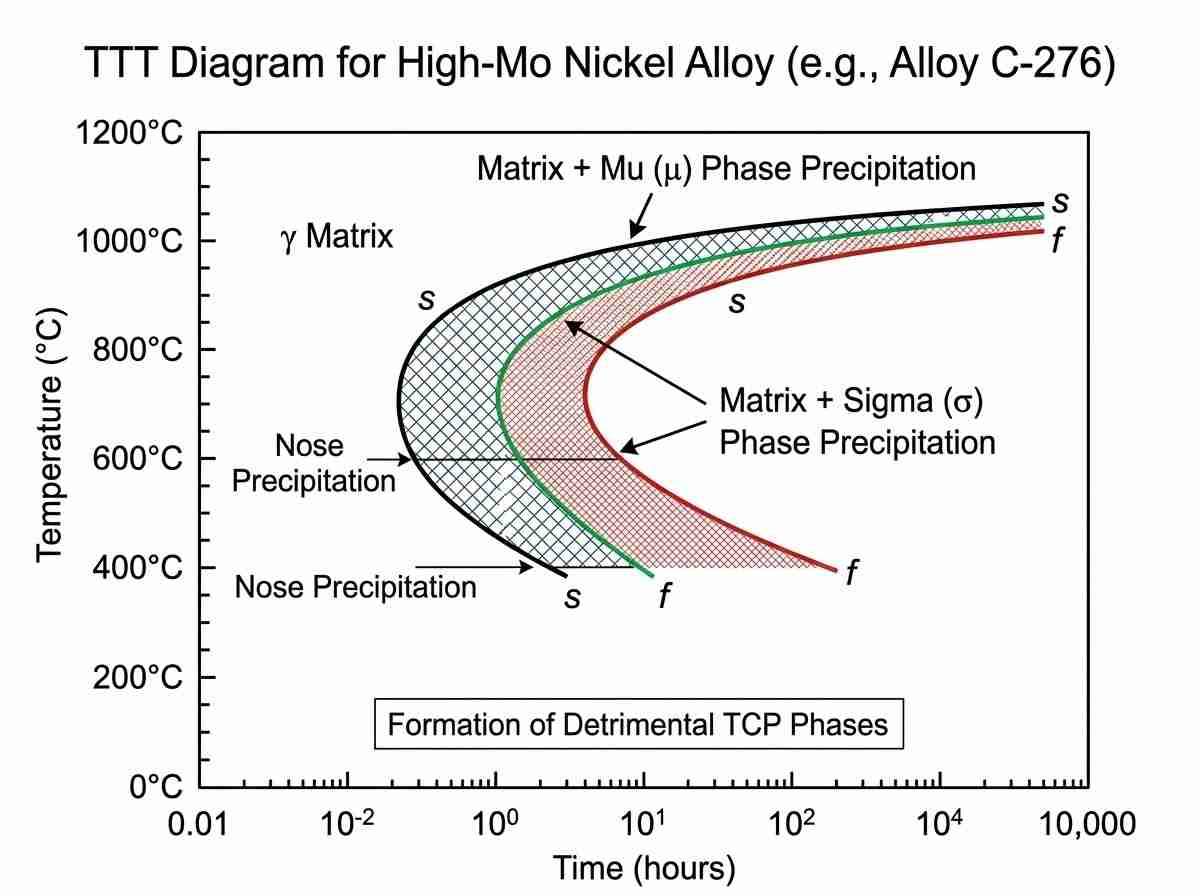
Una svista frequente nella selezione delle leghe di nichel per le applicazioni negli scambiatori di calore è la mancata considerazione della stabilità di fase a temperature elevate, in particolare durante il processo di fabbricazione. Anche se il metallo di base può avere un PREN ideale, i cicli termici durante la saldatura possono indurre la precipitazione di fasi intermetalliche. I gradi ad alto contenuto di polibdeno, come la Lega C-276 e la Lega 625, sono suscettibili alla formazione di fasi topologicamente vicine (TCP) dannose, come il mu () e sigma (), quando esposti a temperature comprese tra 650°C e 1000°C.
Questi precipitati intermetallici impoveriscono gravemente la matrice adiacente di elementi resistenti alla corrosione, portando alla sensibilizzazione nella zona termicamente alterata (ZTA). Inoltre, le fasi TCP aumentano la fragilità localizzata, riducendo l'integrità meccanica del recipiente a pressione. Pertanto, per convalidare la selezione della lega di nichel per la fabbricazione degli scambiatori di calore, è necessario un esame rigoroso delle curve di trasformazione della temperatura e del tempo (TTT) e specificare procedure di saldatura a basso apporto di calore per sopprimere la cinetica di precipitazione.
Oltre ai parametri di corrosione, la meccanica strutturale svolge un ruolo fondamentale. Il coefficiente di espansione termica (CTE) deve essere accuratamente adattato se il mantello e i tubi sono costruiti con metalli dissimili. La fatica termica, causata dall'espansione e dalla contrazione ciclica, può indurre concentrazioni di stress in corrispondenza dei deflettori e delle saldature tra tubi e lamiere. La scelta di una lega di nichel con un CTE compatibile con il mantello in acciaio al carbonio o in acciaio inossidabile duplex riduce al minimo queste sollecitazioni di taglio indotte, prolungando così la vita meccanica a fatica dell'intera unità termica.
In definitiva, la selezione delle leghe di nichel per la longevità degli scambiatori di calore non è un esercizio a tentoni, ma richiede un'analisi rigorosa dei dati sulla corrosione localizzata, della cinetica della stabilità di fase e della termodinamica meccanica. Le soluzioni standard raramente si applicano alle complesse unità di lavorazione chimica. I nostri ingegneri di 28Nickel possiedono la profonda esperienza metallurgica necessaria per analizzare i vostri parametri operativi specifici e per aiutarvi a specificare i requisiti microstrutturali esatti per le vostre apparecchiature. Contattate il nostro team tecnico oggi stesso per condividere i vostri dati di processo e ricevere un supporto ingegneristico dedicato.
Domande e risposte correlate
1. La concentrazione di cloruro è l'unico fattore di selezione della lega di nichel per gli scambiatori di calore? No. Mentre i cloruri determinano il pitting e il CSCC, la temperatura, il pH, la velocità del fluido e la presenza di agenti ossidanti (come ioni ferrici o rameici) alterano drasticamente il profilo di corrosione. Un ambiente con bassi cloruri ma con alti ossidanti spesso richiede un rapporto cromo/molibdeno più alto rispetto a un ambiente con cloruri puramente riducenti.
2. Perché la saldatura influisce sulla scelta della lega di nichel per la fabbricazione degli scambiatori di calore? La saldatura introduce intensi gradienti termici. Le leghe ad alto contenuto di metalli refrattari (come Mo e W) possono precipitare fasi intermetalliche nella zona termicamente alterata (ZTA) durante la saldatura. Questa sensibilizzazione riduce la resistenza alla corrosione locale e influisce sulla duttilità meccanica, rendendo necessari metalli d'apporto specifici e apporti termici controllati.
3. In che modo la velocità del fluido determina l'uso della Lega C-276 rispetto alla Lega 625? I fluidi stagnanti o a bassa velocità promuovono la corrosione sotto deposito e un grave attacco interstiziale, favorendo fortemente la lega C-276 per la sua superiore resistenza alla corrosione localizzata (PREN più elevato). In condizioni di maggiore velocità, dove l'erosione-corrosione è la minaccia principale, la maggiore resistenza allo snervamento e le caratteristiche di indurimento del lavoro della Lega 625 possono fornire un vantaggio meccanico.