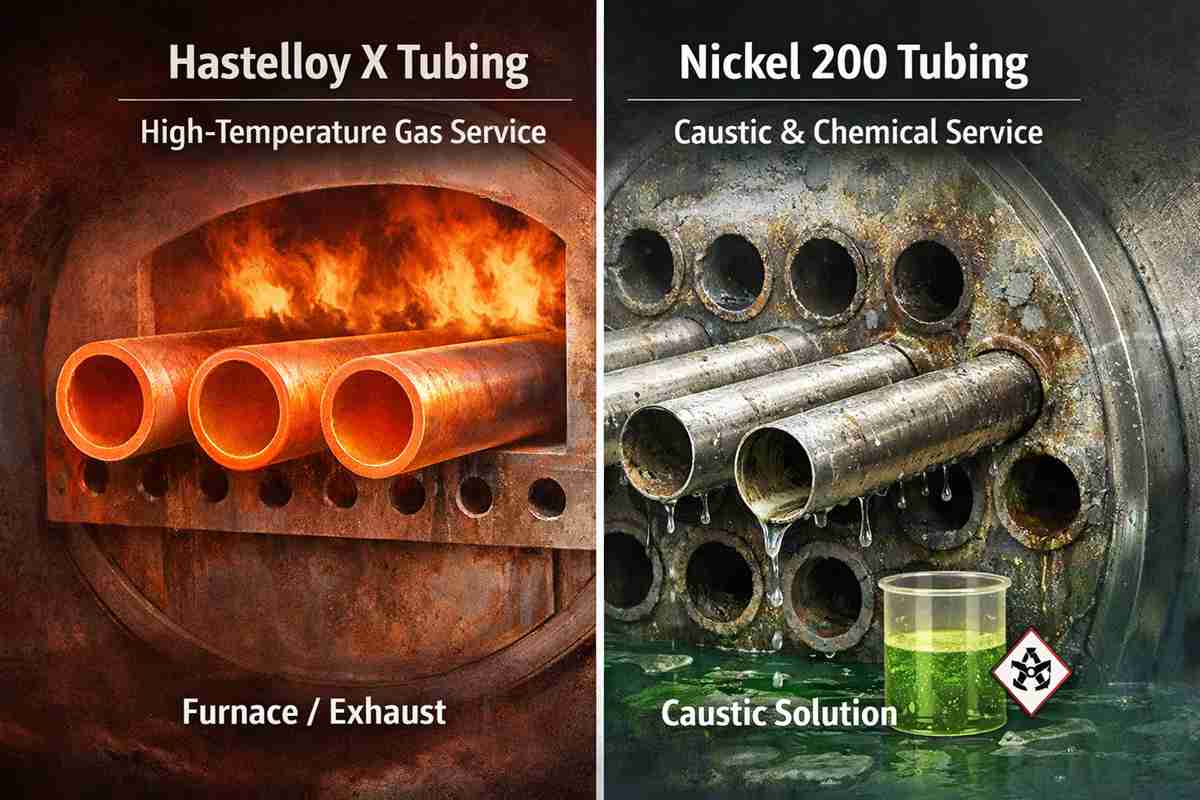
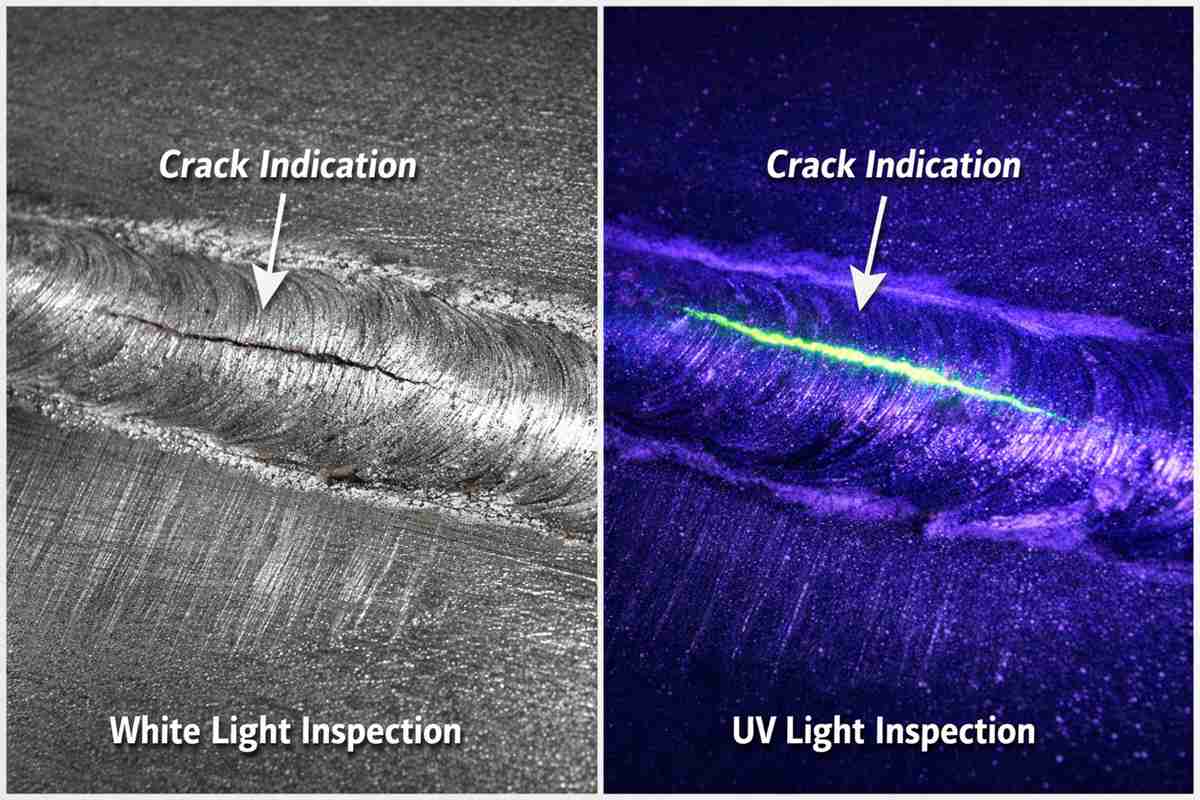
Quando si progettano infrastrutture critiche per ambienti ad alto contenuto di cloruri, gas acidi o ossidativi ad alta temperatura, il margine di errore è praticamente nullo. Le cricche da corrosione sotto sforzo (SCC) e il pitting localizzato possono degradare in modo catastrofico l'integrità meccanica molto prima che siano programmati i cicli di manutenzione standard. Per affrontare queste dure realtà operative è necessario un controllo metallurgico rigoroso. È proprio per questo che la collaborazione con un fornitore di leghe di nichel OEM altamente qualificato è fondamentale per il successo del progetto. Un vero partner metallurgico non si limita a laminare e tagliare gradi standard, ma progetta attivamente microstrutture di materiali su misura per combattere meccanismi corrosivi specifici nell'esatto ambiente di applicazione.
La dinamica microstrutturale delle superleghe ad alte prestazioni
La selezione del materiale ottimale va ben oltre la corrispondenza con una generica designazione UNS. Le prestazioni effettive sul campo di una superlega sono fortemente dettate dalle sue specifiche fasi di precipitazione e dalla soppressione di composti intermetallici deleteri. Per esempio, nelle leghe rinforzate in soluzione solida come Inconel 625 (UNS N06625), l'aggiunta di molibdeno e niobio fornisce un eccellente irrigidimento della matrice ad alta temperatura. Tuttavia, se la storia termica è gestita male durante la lavorazione a caldo, le fasi intermetalliche come la fase di Laves o la fase delta () può precipitare ai confini dei grani, riducendo drasticamente sia la duttilità che la resistenza alla corrosione localizzata.
Al contrario, i gradi indurenti per precipitazione come la Lega 718 (UNS N07718) si basano sulla precipitazione controllata del doppio primo gamma () e gamma prime (). Per massimizzare la resistenza allo snervamento senza sacrificare la tenacità alle basse temperature, è necessario un approccio sfumato ai cicli di ricottura e invecchiamento. Quando si valutano i materiali per applicazioni NACE MR0175 / ISO 15156 nel settore petrolifero e del gas, è necessario rispettare rigorosamente i limiti di durezza (in genere massimo 40 HRC per il 718 personalizzato), il che richiede un controllo eccezionalmente stretto sulla chimica e sui protocolli di trattamento termico.
Dati metallurgici comparativi per impieghi gravosi
Di seguito è riportato un confronto tecnico tra i principali leghe di nichel utilizzati in ambienti aggressivi, sottolineando il Pitting Resistance Equivalent Number (PREN) e i limiti meccanici di base.
| Grado di lega | Numero UNS | Elementi chiave di lega (nominale %) | Resistenza minima allo snervamento (ksi) | PREN tipico (Cr+3,3Mo+16N) | Meccanismo di tempra primario |
| Lega 625 | N06625 | Ni (58 min), Cr (21), Mo (9), Nb (3,5) | 60 | ~50 | Soluzione solida |
| Lega 718 | N07718 | Ni (52), Cr (19), Fe (17), Nb (5), Mo (3) | 120 - 150* | ~28 | Precipitazione ($ ”$ & $\gamma’$) |
| Lega C-276 | N10276 | Ni (equilibrio), Cr (15,5), Mo (16), W (3,8) | 41 | ~68 | Soluzione solida |
| Lega C-22 | N06022 | Ni (equilibrio), Cr (22), Mo (13), W (3) | 45 | ~64 | Soluzione solida |
*Nota: la resistenza allo snervamento della Lega 718 dipende in larga misura dallo specifico trattamento di invecchiamento applicato. I valori riflettono i requisiti tipici di alta resistenza.
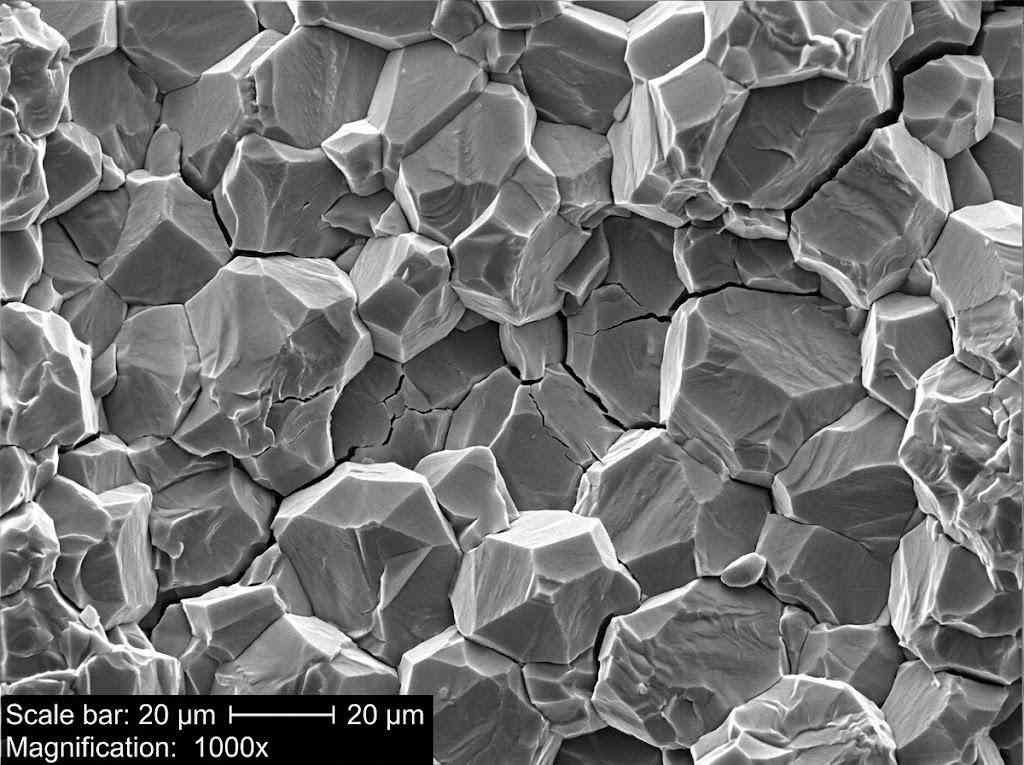
Trattamento termomeccanico e controllo della dimensione dei grani
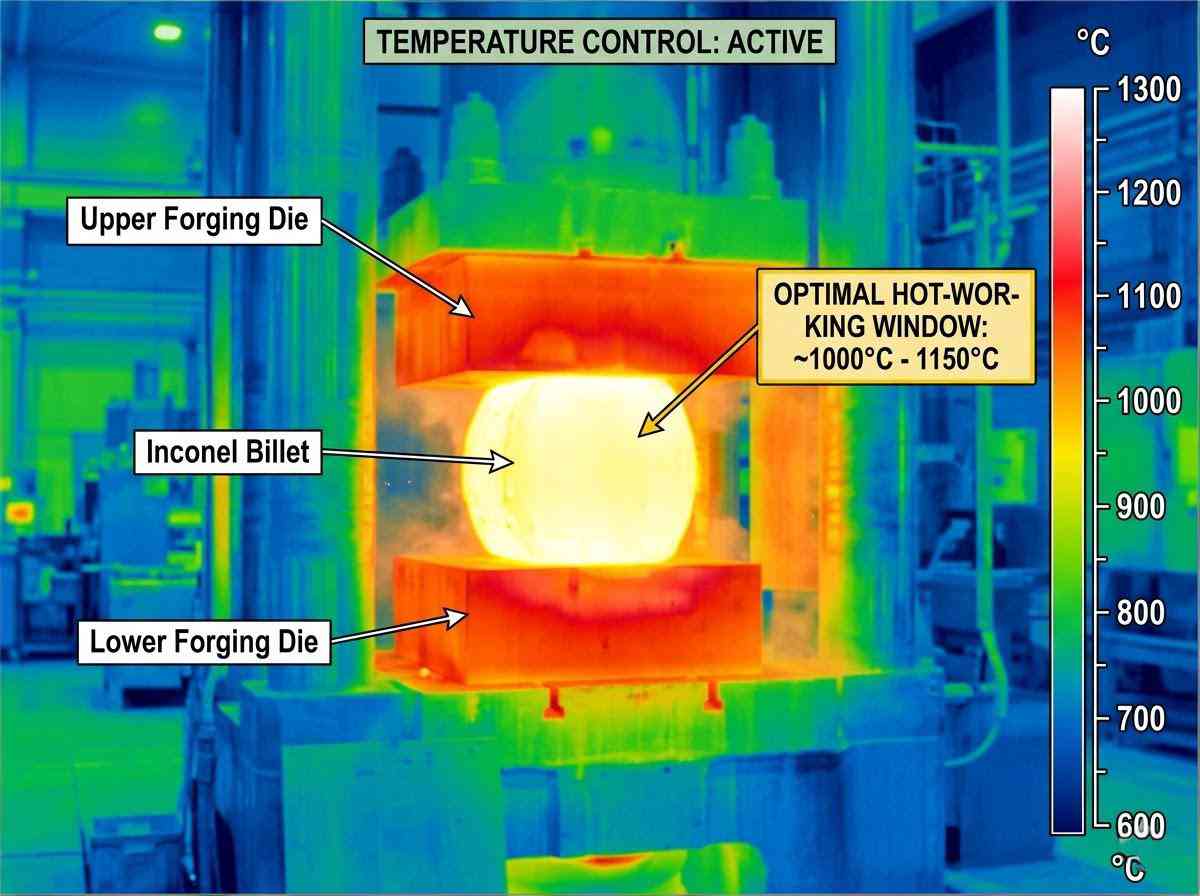
La chimica è solo metà dell'equazione nell'ingegneria dei materiali. Le proprietà meccaniche e di resistenza alla corrosione delle leghe di nichel sono fortemente influenzate dalla loro storia di lavorazione termomeccanica. OEM avanzato personalizzato La produzione di leghe richiede una profonda comprensione del modo in cui i rapporti di riduzione della forgiatura e le velocità di raffreddamento determinano la granulometria finale ASTM E112.
Per la resistenza al creep ad alta temperatura, in genere si preferisce una struttura a grana più grossa per ridurre al minimo lo scorrimento dei confini dei grani. Tuttavia, per le applicazioni che richiedono un'elevata durata a fatica e una resistenza alla trazione superiore a temperature ambiente o moderate, è obbligatoria una microstruttura a grana fine. Un fornitore di leghe di nichel OEM di prim'ordine sa come manipolare le temperature di immersione e le finestre di lavorazione a caldo per prevenire la crescita anomala dei grani e garantire una microstruttura uniforme e completamente ricristallizzata. Inoltre, limiti rigorosi sugli elementi di disturbo come zolfo e fosforo sono essenziali per prevenire il cortocircuito a caldo durante la forgiatura e per mitigare il rischio di attacco intergranulare in ambienti acquosi aggressivi come gli scrubber di desolforazione dei gas di scarico (FGD).
Progettare la soluzione giusta per la vostra applicazione
Il cedimento dei materiali in ambienti estremi è raramente causato da un singolo fattore; di solito è il risultato di una complessa interazione tra sollecitazioni applicate, chimica dei fluidi, gradienti di temperatura e difetti metallurgici sottostanti. I materiali di serie spesso non sono in grado di affrontare le sfide specifiche e localizzate di un sistema unico. Per ottenere un'affidabilità a lungo termine è necessario passare da una mentalità di approvvigionamento di materie prime a una collaborazione ingegneristica. Collaborando con gli specialisti tecnici di 28Nickel, avrete accesso a una profonda esperienza nella scienza dei materiali. Invitiamo ingegneri e progettisti a consultarsi con il nostro team metallurgico per valutare i vostri parametri operativi e progettare una soluzione di lega che garantisca l'integrità strutturale nelle condizioni più difficili.
Domande e risposte correlate
D: In che modo la concentrazione di niobio influisce sulla saldabilità e sulla stabilità di fase della lega 718?
R: Il niobio è l'elemento principale per la precipitazione del rinforzo. fase () nella lega 718. Tuttavia, un'eccessiva segregazione del niobio durante la solidificazione può portare alla formazione di fasi Laves fragili nella zona di fusione della saldatura. Ciò impoverisce la matrice circostante di niobio, riducendo la resistenza locale e aumentando la suscettibilità alla microfissurazione durante il trattamento termico post-saldatura (PWHT).
D: Qual è l'impatto della temperatura di ricottura in soluzione sulla resistenza alla rottura per creep delle leghe in soluzione solida?
R: Temperature di ricottura in soluzione più elevate (in genere superiori a 2150°F / 1175°C) dissolvono i carburi primari e favoriscono una granulometria più grossolana. Secondo la relazione Hall-Petch, questo riduce la resistenza allo snervamento a temperatura ambiente, ma aumenta significativamente la resistenza alla rottura per creep ad alta temperatura, riducendo l'area totale dei confini dei grani, che è la via principale per la deformazione per creep a temperature elevate.
D: Perché specificare la lega C-22 rispetto alla lega C-276 in ambienti acidi altamente ossidanti?
R: Mentre la lega C-276 eccelle in ambienti riducenti grazie al suo elevato contenuto di molibdeno (16%), può essere vulnerabile in acidi fortemente ossidanti (come l'acido nitrico o ambienti con ioni ferrici/cuprici). La lega C-22 presenta un contenuto di cromo più elevato (~22% rispetto a ~15,5%), che migliora notevolmente la stabilità e la velocità di ripassivazione dello strato di ossido superficiale protettivo in condizioni di forte ossidazione, rendendola la scelta ingegneristica superiore per i mezzi acidi misti.