ニッケル合金の製造では ハステロイB-2 浸透探傷検査品質チェックリスト は、決して日常的な事務処理として扱われるべきではありません。B-2溶接部、機械加工されたガスケット面、ルートパス、補修ゾーン、酸洗面などでは、浸透探傷検査は、ハイドロテスト、組立、出荷の前に、オープン・トゥ・サーフェスの不連続面を検出する最後の実用的な方法であることが多い。問題は通常、浸透探傷剤システムそのものにあるわけではありません。問題は、不十分な表面処理、誤った受け入れ論理、弱い工程管理、溶接、研削、化学洗浄後のニッケルモリブデン合金の挙動を十分に理解していない検査員です。.
ハステロイB-2が選択された理由は、還元性酸、特に塩酸サービスにおいて非常に優れた性能を発揮するからです。このような用途では、加工品質がより重要にな ります。溶接部のつま先のわずかな線状兆候が、リーク経路になる可能性があります。粗い研削痕に金属がしみ込んだり、浸透剤が 入り込んだりすることによる誤った表示は、不必要 な補修の引き金となる可能性があり、補修サイクルを 回避するたびに、部品への入熱と冶金的リスクが増 加するため、同様に危険である。.
これが、経験豊富な工場が一般的なPTフォームを使用しない理由である。彼らは、B-2表面の実際の状態、製造ルート、および部品のサービスクリティカリティに結びついた材料を意識したチェックリストを使用する。.
ハステロイB-2に材料別PTアプローチが必要な理由
正式な非破壊検査用語としては液体浸透探傷検査(liquid penetrant testing)があるが、多くの技術者は今でも「染料浸透探傷検査(dye penetrant testing)」と言っている。いずれにせよ、検査の考え方は同じで、この方法は表面に開いている欠陥だけを明らかにするものです。ハステロイB-2の場合、それは簡単なことのように聞こえるが、製造の現実はそうではない。この合金は非磁性であるため、磁粉探傷検査はオプションではありません。ラジオグラフィーは、非常に微細な表面破砕欠陥を見逃す可能性がある。超音波探傷検査は特定の形状には有用であるが、溶接部の規律正しい表面検査に取って代わるものではない。 帽子, ルーツ、オーバーレイ・トランジション、ノズル・ブレンド・エリア、または機械加工されたシーリング・ランド。.
ハステロイB-2染料浸透探傷試験の品質 チェックリストで最もよく見られる失敗は、 検査前の表面状態の管理を怠ることである。溶接 キャップが粗すぎる場合、溶接後に酸化皮膜が 残っている場合、酸洗残渣が除去されていない場 合、または機械研磨によって亀裂口に金属が付着し ている場合、PTの結果は信頼できなくなる。実際的には、検査員は3つの悪い結 果を見る可能性がある:偽陽性、偽陰性、 または技術的には見えるが確信を持って 解釈することが不可能な兆候である。.
もうひとつ頻繁に問題になるのが、コンタミネーション対策だ。これは ニッケル合金 腐食性サービスに使用される消耗品、洗浄剤、および浸透剤は、作業要件に適合したものでなければならない。輸出品質に真剣に取り組んでいる工場では、バッチのトレーサビリティ、オペレーターの資格、滞留時間の規律、温度範囲、現像剤の状態、観察条件、現像後の検査タイミングも検証する。これらの詳細が、信頼できる報告書とお飾りの報告書を分けるのである。.
ハステロイB-2 染料浸透探傷試験品質チェックリスト
下表を使用する前に、1つの原則を思い出してくださ い:PTは、それ自体で冶金学、はめあい、溶接手 順を検証するものではない。PTは、それ自体で冶金学やはめあい、 溶接手順を検証するものではない。PTは、 検査条件下で表面に関連した欠陥が存在するか どうかを示すだけである。従って、健全なチェックリストは、これらの 条件を信頼できるものにする変数を管理しなけれ ばならない。.
| チェックリスト項目 | ハステロイB-2が重要な理由 | 実際に何を検証すべきか | 見逃した場合の典型的なリスク |
|---|---|---|---|
| 材料の識別と熱のトレーサビリティ | 腐食サービスにおいて混合合金のリスクは容認できない | PTリリース前に、MTC、ヒート番号、溶接マップ、コンポーネントスタンプを一致させる。 | 誤った合金を受け入れ、誤った修理ルートを選択した |
| PT前の表面状態 | 表面が粗かったり、汚れていたりすると、表示が歪む。 | スラグ、酸化物、スケール、油、塗料、酸洗残渣を除去する。 | 誤審またはマスクされたクラック |
| 溶接プロファイルとブレンド半径 | シャープなアンダーカットとラフなトランジションが浸透剤を閉じ込める | 溶接のつま先の平滑性をチェックし、補修箇所をなじませ、深い横方向の研削痕を避ける。 | 関連性のない線形適応症 |
| プレ洗浄方法 | B-2の表面は、残留物や埋め込まれた汚染に敏感である。 | 認可されたクリーナーを使用し、リントフリーで拭き取り、浸透剤を塗布する前に完全に乾燥させる。 | バックグラウンドノイズ、浸透液の進入不良 |
| 浸透探傷剤システムの適合性 | システムの感度は、欠陥のサイズと表面仕上げに適合していなければならない | 承認された可視または蛍光システム、有効なバッチ、保存期間、互換性を確認する。 | 細かい指示の見落としや不安定な結果 |
| 温度制御 | ドエルとブリードアウトの動作が適合範囲外で変化する | 塗布中および現像中の部品温度と周囲温度を記録する。 | 信頼できない感度 |
| 浸透剤の滞留時間 | 短すぎるとタイトなクラックを見逃し、長すぎるとバックグラウンドが増える。 | 書いてある手順に正確に従う。 | 偽陰性または過剰出血 |
| 余分な浸透剤の除去 | 洗いすぎは、PTの最悪のミスのひとつである。 | 不連続面を洗い流すことなく、表面膜を穏やかに除去する。 | タイトなクラックが洗い流された |
| デベロッパーアプリケーション | 不均一な現像液は、兆候を隠したり誇張したりする。 | 薄く均一に塗布し、現像液の状態を確認する。 | コントラストが悪く、表示サイズが歪んでいる |
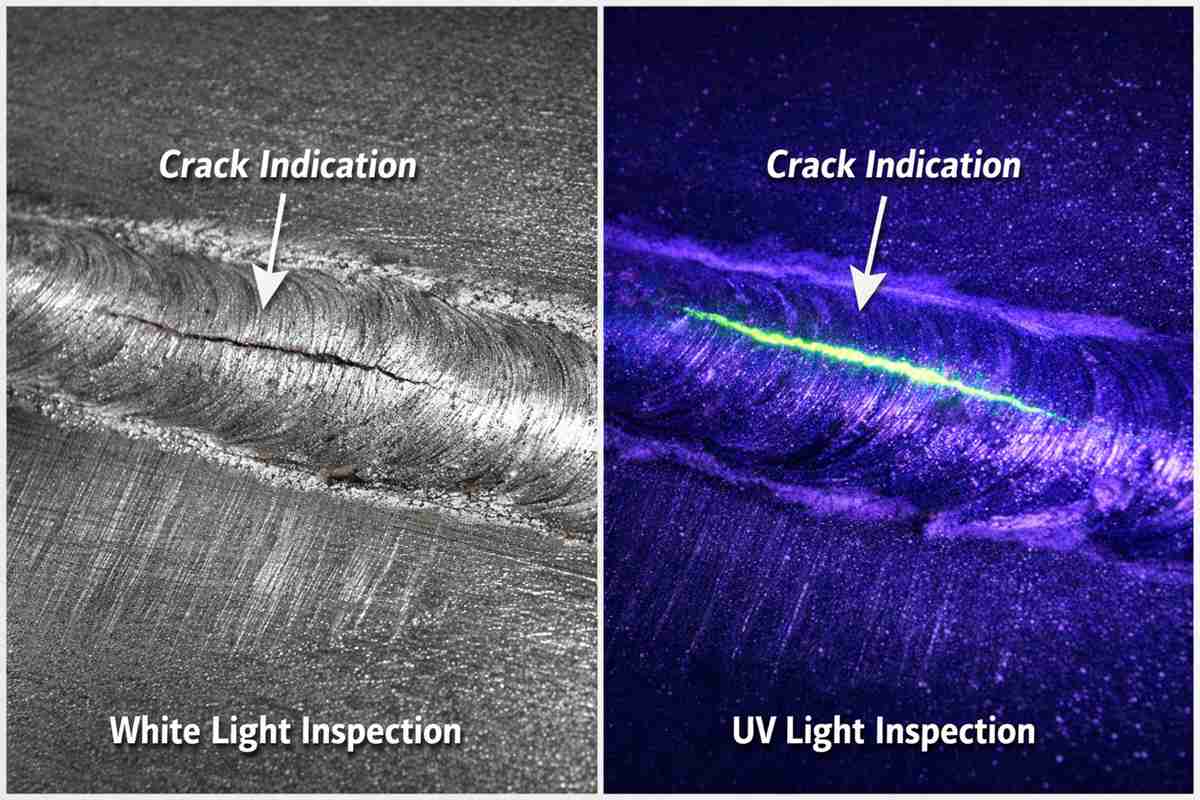
| 視聴条件 | 通訳の質は照明の規律に左右される | 手順に従い、白色光またはUVの状態を確認する。 | 見逃された不合格の欠陥 |
| 適応症評価 | アクセプタンスは、関連するものとそうでないものを区別しなければならない。 | 長さ、幅、アライメント、位置、再現性を測定し、必要に応じて再洗浄/再試験を行う。 | 不必要な修理や出荷時の欠陥 |
| 修理と再検査 | B-2の溶接補修はコストと熱履歴を増加させる | 掘削限界の設定、表面の再ブレンド、修復後のPTの繰り返し | 欠陥が残っているか、修理箇所が酷使されている |
| 最終文書 | 報告書は、顧客および第三者によるレビューをサポートしなければならない。 | 手順、作業者、日付、検査部位、結果、修理、再試験の状況を記録する。 | 脆弱な品質保証パッケージ、納品時の論争 |
上級検査官はハステロイB-2のPT結果をどう読むか
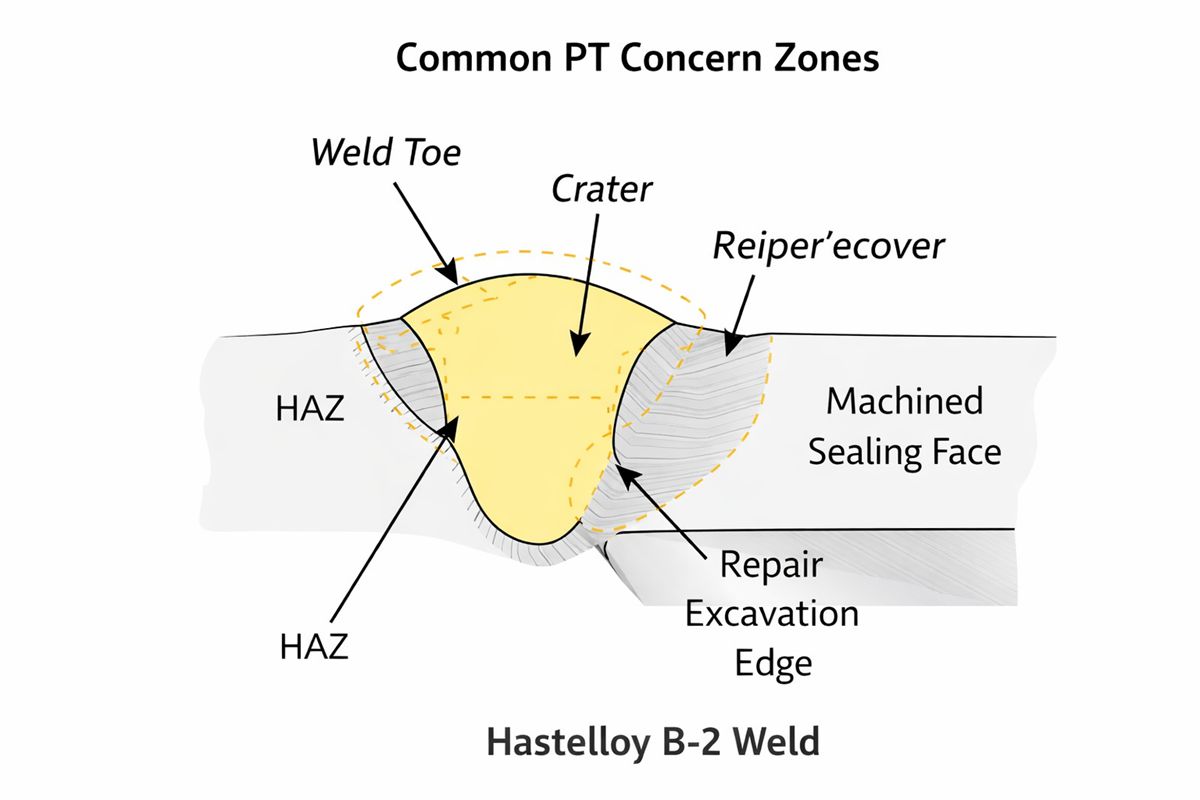
表はコントロールポイントを示している。判断はその後で行う。ハステロイB-2溶接部では、直線的な兆候が、 特に溶接の中心線、つま先、クレーター・ゾーン、 あるいは補修境界線と一致している場合、丸みを帯 びた兆候よりも疑われるべきである。熱影響部近傍に微細な線状の兆候がある場 合、高温割れ、クレーター割れ、以前の欠陥の不完全 な除去を示唆している可能性がある。丸みを帯びた兆候は、それほど深刻ではない可能性があるが、その結論は決して自動的であってはならない。腐食サービス部品の表面空隙クラスターは、規格、仕様、場所によっては修理が正当化される場合がある。.
経験豊富な検査員が異なることをするのは簡単だ。その箇所は最近研磨されたか?酸洗と中和は適切に行われたか。溶接部はすでに2回修理されているか。現像機は、シャープで再現性のあるブリード・ア ウトを示したか、あるいはぼんやりとした拡散影だけを示 したか。実際の ハステロイB-2染料浸透探傷試験品質チェックリスト 報告書に署名する前にその規律を強制するのだから。.
輸出プロジェクトの場合、私はさらに1つ の管理を推奨する:PTを完全な品質ファイルか ら切り離さないことである。PTの所見を、WPS/PQRアライメント、 溶接工資格、修理履歴、該当する場合は熱 処理状況、寸法検査、および購入仕様書の腐食サービ ス注記とともにレビューすること。ニッケル合金の場合、孤立したデータが孤立 したミスにつながることが多い。.
最終エンジニアリングノート
良い ハステロイB-2染料浸透探傷試験品質チェックリスト 欠陥の発見だけではない。誤った判断を防ぐことである。私の経験では、最良のチェックリストは、漏洩リ スクと不必要な溶接修理の両方を低減する。あなたのチームがB-2プレート溶接、ノズル、鍛造継手、または酸処理プロセス機器を評価する場合、PTチェックリストは、部品がすでに完成した後ではなく、製造ルートと同時に見直す必要があります。.
ハステロイB-2の溶接継手、フランジ面、または加工機器について、プロジェクトに特化したチェックリストが必要な場合、28Nickelは、一般的なテンプレートを送付するのではなく、図面クラス、サービス媒体、および検査ホールドポイントに基づいて作成する必要があります。.
関連Q&A
1.染料浸透探傷検査は、ハステロイB-2溶接の受け入れに十分ですか?
PTは表面破断不連続面には不可欠だが、完全 な溶接品質戦略ではない。重要な部品については、目視検 査、寸法検査、手順遵守、およびプロジェクト仕様 で要求される追加NDEとともに読むべきである。.
2.ハステロイB-2の染料浸透探傷試験で、何が誤判定の原因になりますか。
最も一般的な原因は、粗い研磨跡、金属の汚れ、残留酸化物、アンダーカット部分への浸透剤の閉じ込め、クリーナーの管理不良、洗浄のし過ぎ、現像剤の不均一な塗布などである。B-2では、表面状態が決定的な要因になることが多い。.
3.修理後のハステロイB-2部品の再試験はいつ行うべきですか?
欠陥の除去と局所的な混合が完了し、表面が有効なPT状態にまで洗浄された後。再試験は、粗い掘削跡や汚染された補修ゾーンの上では決して行ってはならない。.


