エンジニアから ハステロイ C-276 硫酸中での耐食性, 彼らは通常、理論的な質問をしているのではない。彼らは、非常に現実的な失敗を止めようとしているのです。例えば、移送ラインの漏れ、交換器のプレートの損失、予期せぬ溶接部の攻撃、あるいは一般的な腐食チャートでは許容できるように見えた容器が、実際の酒類化学的性質に耐えられなかった場合などです。C-276は、その化学的性質が還元性酸の能力と酸化性汚染物質に対する意味のある耐性をバランスさせているため、現在でも最も広く指定されているNi-Cr-Mo合金の一つである。しかし、硫酸の使用において、正解は決して「優れている」だけではありません。濃度、温度、通気性、その他酸に溶解しているものによって異なります。.
冶金レベルでは、このバランスは偶然ではない。Haynesは、C-276をニッケル、16wt.%のクロム、16wt.%のモリブデン、4wt.%のタングステンでほぼバランスさせ、炭素とシリコンを極端に少なくしている。実際、この合金はほとんどのステンレス鋼種よりも酸化性酸にも非酸化性酸にも対応でき、しかも溶接部は旧来の腐食合金よりもはるかに脆弱でない。硫酸系では、特に60~70wt.%の範囲では、濃 度が上昇するにつれて、酸が主に還元的な挙動 からより複雑な電気化学的挙動に変化するため、こ の組み合わせが重要になる。.
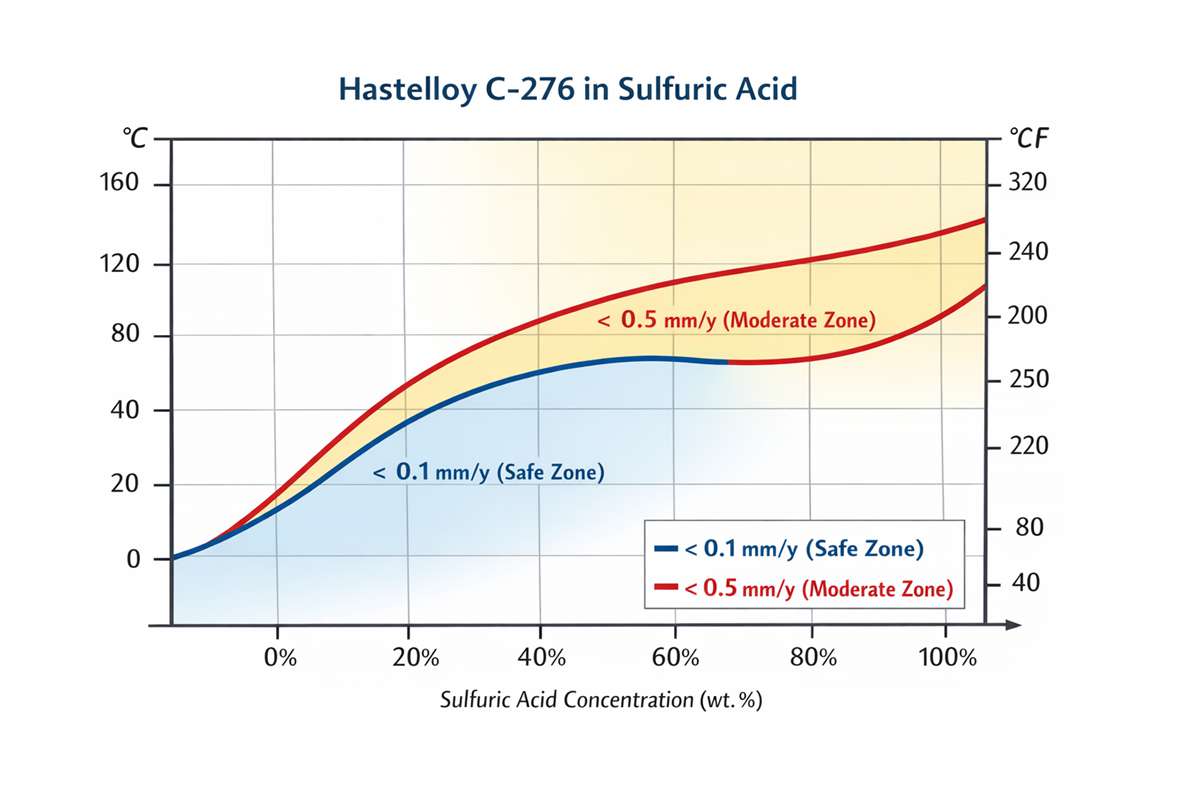
最も便利な読み方 ハステロイC-276の硫酸中での耐食性 は、単一の「イエス/ノー」材料評価ではなく、等腐食ロジックによるものである。Haynesは、図上の青い線を0.1mm/y、赤い線を0.5mm/yと定義している。0.1mm/yの線以下では、腐食は一般的に長寿命機器にとって非常に安全であると考えられている。0.1~0.5mm/yの間では、腐食許容量、検査間隔、部品の重要性によっては、合金はまだ使用可能である。硫酸と酸の比較プロットでは、C-276は濃度 範囲の大部分で316L、254SMO、および625合 金より明らかに上であり、ステンレス鋼が限界 に達したときに、積極的なCPI硫酸サービスに C-276が選択されることが多い理由である。.
マーケティング的な表現よりも、いくつかの実際のデータの方がストーリーをよく物語っている:
| 硫酸濃度(wt.%) | 66°C / 150°F (mm/y) | 79°C / 175°F(mm/年) | 93°C / 200°F (mm/y) | 107°C / 225°F (mm/y) | 121°C / 250°F (mm/y) | 沸騰(mm/y) |
|---|---|---|---|---|---|---|
| 10 | — | 0.03 | 0.14 | — | — | 0.18 |
| 20 | — | 0.05 | 0.40 | — | — | 0.49 |
| 50 | 0.02 | 0.26 | 0.62 | 1.13 | 2.33 | 3.64 |
| 70 | 0.05 | 0.16 | 0.50 | 1.06 | 13.68 | — |
| 90 | 0.03 | 0.05 | 0.46 | 1.64 | 4.79 | — |
| 96 | — | 0.04 | 0.18 | 0.95 | — | — |
出典:試薬グレードの硫酸、実験室条件。ヘインズ社は、工業用として使用する前に実地試験を行うことを明確に推奨している。.
目につくのは ハステロイC-276の硫酸中での耐食性 は濃度だけでは制御できない。70wt.%酸では、合金は79℃で0.16mm/y、93℃で0.50mm/yしか示さないが、121℃で13.68mm/yまで急上昇する。90wt.%酸では、同じ合金は79℃では驚くほど快適に見え、温度が上昇するにつれて保守的な長寿命領域を超えていく。言い換えれば、温度は通常、最後の変数ではなく、最初に突き止めるべき変数である。調達担当者が「硫酸濃度」のみを要求し、実際の熱エンベロープを無視すると、エンジニアがトラブルに巻き込まれるのはまさにこのためである。.
もう一つ、実用的な工夫がある。純粋な硫酸のデータは有用であるが、工場の酸は純粋でないことが多い。ヘインズ氏は、C-276のようなNi-Cr-Mo合金は純粋な硫酸でも高い耐性を維持し、クロムは工業用溶液に含まれる酸化種からある程度保護することができると指摘している。同時に、同じ工業用溶液でも、試薬グレードの硫酸に比べると、はるかに耐性が落ちる可能性がある。高濃度の工業用硫酸、特に製錬所のオフガスに由来する92~99wt.%の「超酸化性」範囲では、ニッケル-クロム-モリブデン合金は約95℃まではまだ使用できますが、それ以上の温度では代替保護膜を形成する他の材料が必要になる場合があります。その境界線は、一般的な腐食チャートでは十分でなくなる場所である。.
加工業者にとって、溶接点は同様に重要である。バイヤーが容器やノズルにC-276を指定し続ける理由のひとつ、, レデューサ, およびスプール・アッセンブリは、炭素とケイ素が非常に 低いため、溶接後の耐食性を維持しやすい。ヘインズ氏の66℃の硫酸中での溶接腐食データ によると、全溶接金属の腐食速度は、30および 50wt.%酸で0.03mm/y、70wt.%酸で0.13mm/y、 90wt.%酸で0.11mm/yである。しかし、これはC-276が硫酸ユニット用の加工合金として信頼できる強力な理由です。.
では、どうなのか? ハステロイC-276の硫酸中での耐食性 あなたのサービスには十分ですか?しかし、それはサービスを適切に定義した後 に限られる。材料をリリースする前に、5つの変数を尋ねてください:酸の濃度、動作温度とアップセット温度、酸化性汚染物質、ハロゲン化物/塩化物、および部品が錬成または多量の溶接であるかどうか。これらのインプットを提供することができれば、材料選定は当てずっぽうではなく、エンジニアリングになります。深刻な硫酸業務では、通常、この違いが10年の資産と高価なシャットダウンを分けるのです。.

結論
硫酸中では、C-276は万能ではなく、利幅の大きいエ ンジニアリング合金として最もよく理解されている。Ni-Cr-Mo-Wの化学的性質は、特にステンレ ス鋼が使用されなくなるような広い範囲をカバー し、その溶接性能は、C-276がいまだに広く 信頼されている理由のひとつである。しかし、濃度、温度、不純物プロファイル を実際のプロセス条件と照らし合わせて検討した場 合にのみ、その決定は真に信頼できるものにな る。.
関連Q&A
Q1:ハステロイC-276は316Lより硫酸に強いですか?
多くの硫酸条件ではそうです。ヘインズの比較プロットでは、C-276が許容温度範囲において316Lを大きく上回っており、C-276が限界に達するずっと前に316Lが限界に達することが多いのはそのためです。.
Q2:溶接ハステロイC-276は硫酸に使用できますか?
加工が管理されていれば、通常は可能であ る。ヘインズ社のデータでは、C-276溶接金属の66℃、30~90wt.%硫酸中における腐食速度は低いが、溶接品質、表面状態、実際の流れの汚染物質が依然として重要である。.
Q3: 硫酸用にC-276を選択する際の最大の間違いは何ですか?
硫酸を単一の媒体として扱うこと。温度、酸化種、ハロゲン化物、実際のプラントの不純物は、腐食挙動を劇的に変化させる可能性があるため、公称H2SO4濃度だけでなく、全液化学に基づいて選択する必要があります。.


