










Ao projetar infra-estruturas críticas para ambientes com elevado teor de cloreto, gás ácido ou ambientes oxidantes de alta temperatura, a margem de erro é funcionalmente zero. A fissuração por corrosão sob tensão (SCC) e a corrosão localizada podem degradar catastroficamente a integridade mecânica muito antes da programação dos ciclos de manutenção padrão. Para lidar com estas duras realidades operacionais é necessário um controlo metalúrgico rigoroso. É exatamente por isso que a parceria com um fornecedor de ligas de níquel OEM altamente capaz é fundamental para o sucesso do projeto. Um verdadeiro parceiro metalúrgico não se limita a enrolar e a cortar classes padrão; projecta ativamente microestruturas de materiais adaptadas para combater mecanismos corrosivos específicos no seu ambiente de aplicação exato.
A dinâmica microestrutural das superligas de alto desempenho
A seleção do material ideal vai muito além da correspondência com uma designação UNS genérica. O desempenho real em condições de serviço de uma superliga é fortemente determinado pelas suas fases de precipitação específicas e pela supressão de compostos intermetálicos prejudiciais. Por exemplo, em ligas reforçadas por solução sólida, como o Inconel 625 (UNS N06625), a adição de molibdénio e nióbio proporciona um excelente endurecimento da matriz a altas temperaturas. No entanto, se o historial térmico for mal gerido durante o trabalho a quente, podem formar-se fases intermetálicas, tais como a fase de Laves ou a fase delta () pode precipitar nos limites dos grãos, reduzindo drasticamente a ductilidade e a resistência à corrosão localizada.
Por outro lado, os tipos endurecíveis por precipitação, como a liga 718 (UNS N07718), baseiam-se na precipitação controlada de gama double prime () e gama prime (). É obrigatória uma abordagem diferenciada aos ciclos de recozimento e envelhecimento em solução para maximizar o limite de elasticidade sem sacrificar a tenacidade a baixa temperatura. Quando se avaliam materiais para aplicações NACE MR0175 / ISO 15156 no sector do petróleo e do gás, os limites de dureza (normalmente um máximo de 40 HRC para o 718 personalizado) devem ser rigorosamente respeitados, o que exige um controlo excecionalmente apertado dos protocolos químicos e de tratamento térmico.
Dados metalúrgicos comparativos para serviço severo
Apresenta-se a seguir uma comparação técnica das principais ligas de níquel utilizadas em ambientes agressivos, com destaque para o Índice de Resistência à Corrosão por Pits (PREN) e os limites mecânicos de referência.
| Grau da liga | Número UNS | Elementos de liga principais (Nominal %) | Resistência mínima ao escoamento (ksi) | PREN típico (Cr+3,3Mo+16N) | Mecanismo de endurecimento primário |
| Liga 625 | N06625 | Ni (58 min), Cr (21), Mo (9), Nb (3,5) | 60 | ~50 | Solução sólida |
| Liga 718 | N07718 | Ni (52), Cr (19), Fe (17), Nb (5), Mo (3) | 120 - 150* | ~28 | Precipitação ($\gamma ”$ & $\gamma’$) |
| Liga C-276 | N10276 | Ni (Equilíbrio), Cr (15,5), Mo (16), W (3,8) | 41 | ~68 | Solução sólida |
| Liga C-22 | N06022 | Ni (Equilíbrio), Cr (22), Mo (13), W (3) | 45 | ~64 | Solução sólida |
*Nota: O limite de elasticidade da liga 718 depende muito do tratamento de envelhecimento específico aplicado. Os valores reflectem os requisitos típicos de alta resistência.
Processamento termomecânico e controlo do tamanho dos grãos
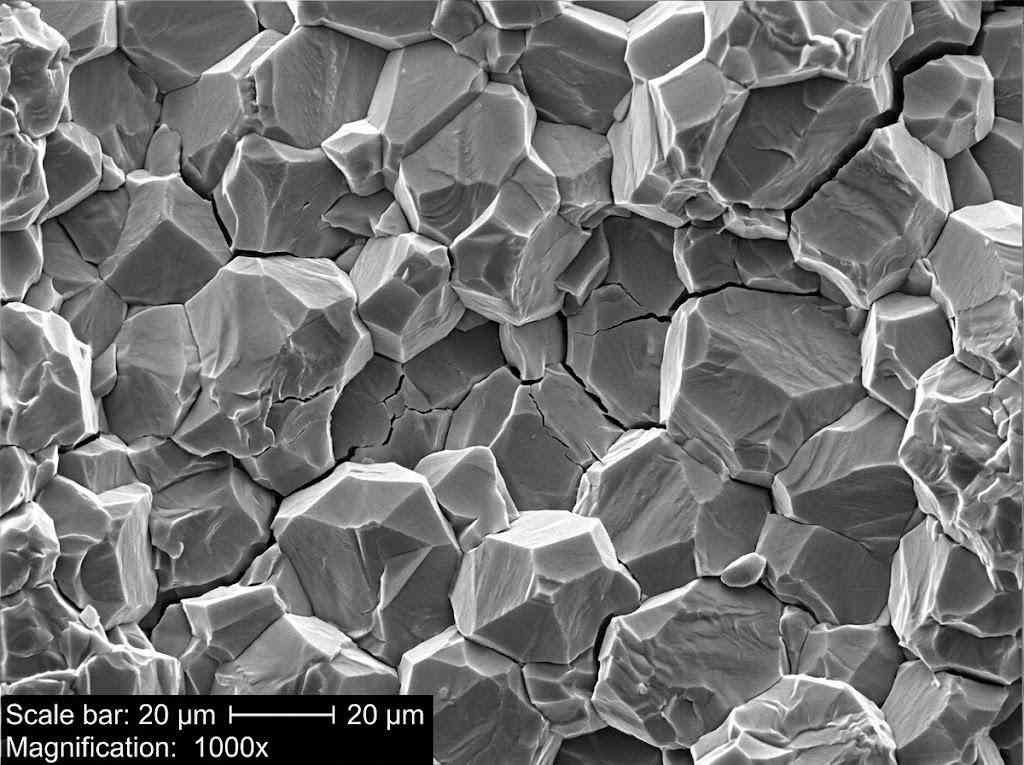
A química representa apenas metade da equação na engenharia de materiais. As propriedades mecânicas e de resistência à corrosão das ligas de níquel são fortemente influenciadas pelo seu historial de processamento termomecânico. O fabrico avançado de ligas personalizadas para fabricantes de equipamento original (OEM) requer uma compreensão profunda de como os rácios de redução na forja e as taxas de arrefecimento determinam o tamanho final dos grãos, conforme a norma ASTM E112.
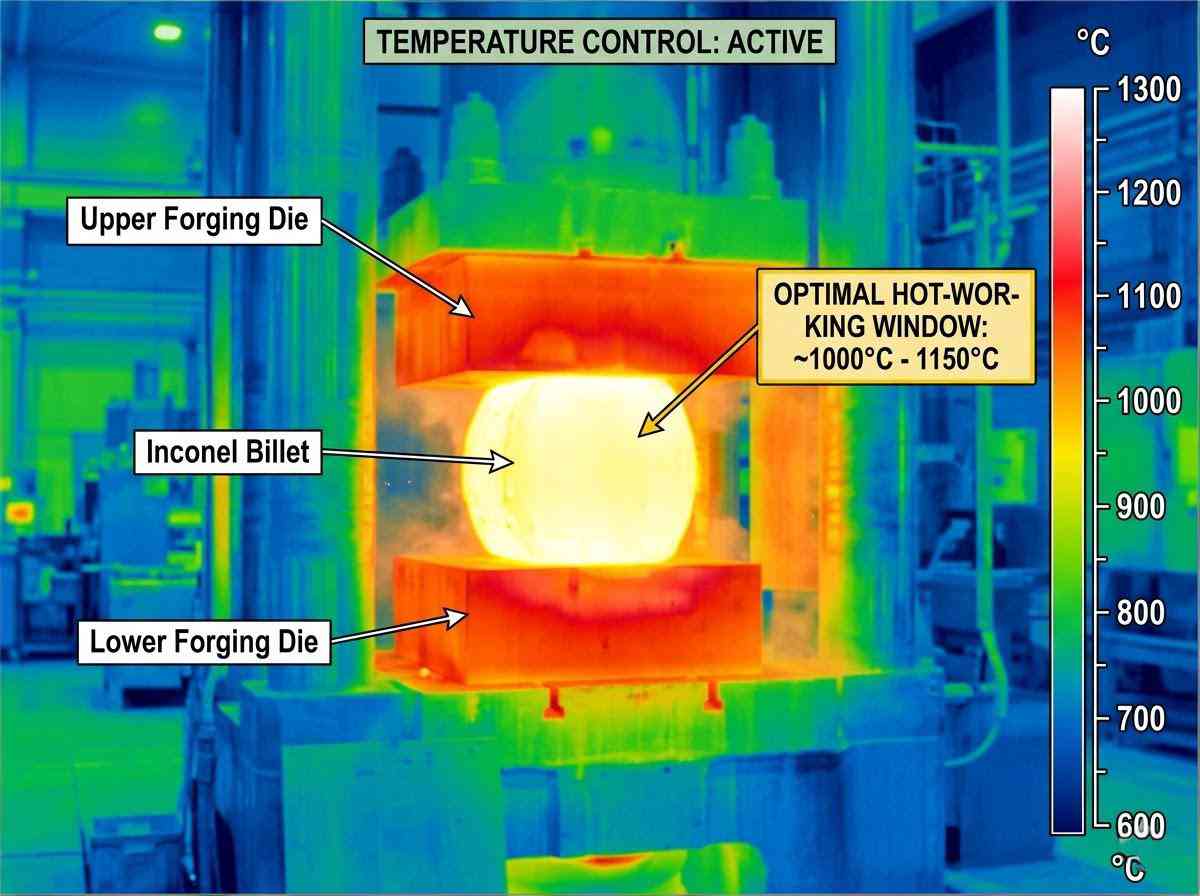
Para resistência à fluência a altas temperaturas, é geralmente preferível uma estrutura de grão mais grosseiro para minimizar o deslizamento dos limites de grão. No entanto, para aplicações que requerem uma vida útil elevada à fadiga e uma resistência superior à tração a temperaturas ambiente a moderadas, é obrigatória uma microestrutura de grão fino. Um fornecedor de ligas de níquel OEM de primeira linha sabe como manipular as temperaturas de imersão e as janelas de trabalho a quente para evitar o crescimento anormal de grãos e garantir uma microestrutura uniforme e totalmente recristalizada. Além disso, os limites rigorosos dos elementos de tramp, como o enxofre e o fósforo, são essenciais para evitar a escassez a quente durante o forjamento e para mitigar o risco de ataque intergranular em ambientes aquosos agressivos, como os purificadores de dessulfurização de gases de combustão (FGD).
Engenharia da solução certa para a sua aplicação
A falha de materiais em ambientes extremos raramente é causada por um único fator; é normalmente o resultado de uma interação complexa entre a tensão aplicada, a química dos fluidos, os gradientes de temperatura e as falhas metalúrgicas subjacentes. Os materiais disponíveis no mercado muitas vezes não conseguem resolver os desafios específicos localizados de um sistema único. Alcançar a fiabilidade a longo prazo requer a mudança de uma mentalidade de aquisição de mercadorias para uma colaboração de engenharia. Ao estabelecer uma parceria com os especialistas técnicos da 28Nickel, obtém acesso a uma profunda experiência em ciência dos materiais. Convidamos engenheiros e projectistas a consultar a nossa equipa metalúrgica para avaliar os seus parâmetros operacionais e conceber uma solução de liga que garanta a integridade estrutural nas condições mais exigentes.
Perguntas e respostas relacionadas
P: Como é que a concentração de nióbio afecta a soldabilidade e a estabilidade de fase da liga 718?
R: O nióbio é o principal elemento condutor da precipitação do reforço fase () na liga 718. No entanto, a segregação excessiva de nióbio durante a solidificação pode levar à formação de fases Laves frágeis na zona de fusão da solda. Isto esgota a matriz circundante de nióbio, reduzindo a resistência local e aumentando a suscetibilidade à microfissuração durante o tratamento térmico pós-soldagem (PWHT).
P: Qual é o impacto da temperatura de recozimento da solução na resistência à rutura por fluência de ligas de solução sólida?
R: Temperaturas de recozimento de solução mais elevadas (normalmente acima de 2150°F / 1175°C) dissolvem carbonetos primários e promovem um tamanho de grão mais grosseiro. De acordo com a relação Hall-Petch, isto reduz o limite de elasticidade à temperatura ambiente, mas aumenta significativamente a resistência à rutura por fluência a alta temperatura, reduzindo a área total do limite de grão, que é a principal via para a deformação por fluência a temperaturas elevadas.
P: Porquê especificar a liga C-22 em vez da liga C-276 em ambientes ácidos altamente oxidantes?
R: Embora a liga C-276 seja excelente em ambientes redutores devido ao seu elevado teor de molibdénio (16%), pode ser vulnerável em ácidos oxidantes fortes (como o ácido nítrico ou ambientes com iões férricos/cúpricos). A liga C-22 apresenta um teor de crómio mais elevado (~22% vs ~15,5%), o que melhora consideravelmente a estabilidade e a taxa de repassivação da sua camada de óxido de superfície protetora em condições altamente oxidantes, tornando-a a escolha de engenharia superior para meios com ácidos mistos.