Que fatores determinam o preço das ligas de níquel?
/níquel
As ligas de níquel constituem a espinha dorsal de aplicações industriais críticas, desde recipientes de processamento químico e componentes para a indústria petrolífera e do gás offshore até motores de turbina aeroespaciais, onde temperaturas extremas, corrosão e tensões mecânicas exigem um desempenho inquestionável dos materiais. Para os engenheiros de projeto e os responsáveis pela definição das especificações, compreender as variáveis técnicas que definem o preço das ligas de níquel é essencial para alinhar a seleção de materiais tanto com os requisitos de desempenho como com as restrições orçamentais.
Composição química: O fator fundamental do preço do material de liga de níquel
O custo base de qualquer liga de níquel começa com a sua formulação química, uma vez que o tipo e a concentração dos elementos de liga determinam diretamente os custos de entrada da matéria-prima. O níquel puro (Alloy 200) serve como base, com preços intimamente ligados aos preços spot do níquel na LME. No entanto, a maioria das ligas de níquel industrial incorpora elementos de liga de elevado valor para melhorar propriedades específicas: crómio para resistência à oxidação a alta temperatura, molibdénio e tungsténio para resistência à corrosão por picadas e fendas em ambientes ricos em cloretos, nióbio e titânio para estabilização do grão e endurecimento por precipitação, e cobalto para resistência a temperaturas elevadas.
Cada um destes elementos tem um preço significativo e muitas vezes volátil, com o molibdénio, o nióbio e o tântalo a custarem normalmente 2 a 5 vezes mais do que o custo por quilograma do níquel primário. Por exemplo, um aumento de 1 wt% no teor de molibdénio pode aumentar o custo da matéria-prima de uma liga de níquel em 3-5%, uma dinâmica que explica a diferença substancial de preços entre ligas de uso geral como a liga 400 (65% Ni, 31% Cu, 0% Mo) e ligas resistentes à corrosão de alto desempenho como a liga C276 (57% Ni, 16% Mo, 16% Cr).
Complexidade do processo de fabrico e preço dos materiais de liga de níquel
Para além das matérias-primas, o fluxo de trabalho de fabrico necessário para cumprir as especificações da indústria é um fator determinante do preço do material de liga de níquel. As ligas de níquel para aplicações críticas não podem ser produzidas através de fusão normal ao ar; requerem fusão por indução no vácuo (VIM) para minimizar a contaminação por gás (oxigénio, nitrogénio, hidrogénio) e evitar a oxidação de elementos de liga reactivos como o titânio e o alumínio.
Para aplicações mais exigentes, tais como componentes aeroespaciais e nucleares, são obrigatórios processos de fusão secundários: refusão por electroescória (ESR) para refinar a estrutura do grão e reduzir a segregação, e refusão por arco de vácuo (VAR) para obter níveis de inclusão ultra-baixos e propriedades mecânicas uniformes. Um processo de fusão tripla (VIM+ESR+VAR) pode reduzir o rendimento da produção em 15-20% em comparação com a fusão VIM simples, acrescentando 30-40% aos custos de fabrico, o que se traduz diretamente num preço final mais elevado.
As etapas adicionais de processamento, incluindo trabalho a quente e a frio, laminagem de precisão e estiramento para tolerâncias dimensionais apertadas, afectam ainda mais o custo. Por exemplo, os tubos de liga de níquel sem costura com uma tolerância de espessura de parede de ±5% requerem várias passagens de trefilagem a frio e recozimento intermédio, aumentando o tempo e o custo de produção em 25-30% em comparação com os tubos com tolerâncias padrão de ±10%.
Grau da liga
Elementos de liga chave (wt%)
Atributo de desempenho primário
Impacto relativo no preço do material de liga de níquel
Liga 200
99.0% Ni min, 0.15% Cu max
Resistência geral à corrosão em ambientes cáusticos
1,0x (linha de base)
Liga 400
63,0-70,0% Ni, 20,0-34,0% Cu
Excelente resistência à corrosão na água do mar
1.1-1.3x
Liga 600
72,0% Ni min, 14,0-17,0% Cr
Resistência à oxidação a alta temperatura
1.4-1.6x
Liga 625
58.0% Ni min, 20.0-23.0% Cr, 8.0-10.0% Mo
Resistência superior à corrosão por pite/crepitação
2.2-2.5x
Liga 718
50.0-55.0% Ni, 17.0-21.0% Cr, 4.75-5.50% Nb
Resistência a altas temperaturas e resistência à fadiga
2.0-2.3x
Liga C276
57,0% Ni min, 14,5-16,5% Cr, 15,0-17,0% Mo
Resistência universal à corrosão em ambientes químicos agressivos
2.6-3.0x
Especificações de desempenho e conformidade que determinam o custo do material de liga de níquel
Os requisitos de desempenho e conformidade especificados para uma determinada aplicação são outro fator crítico do preço do material de liga de níquel. Todas as ligas de níquel têm de cumprir as normas industriais estabelecidas por organizações como a ASTM, ASME e API, mas os requisitos mais rigorosos específicos de cada aplicação acrescentam custos significativos através de testes adicionais e controlo de qualidade.
Por exemplo, as ligas de níquel utilizadas em ambientes de petróleo e gás ácidos (NACE MR0175/ISO 15156) requerem testes obrigatórios de fissuração por tensão de sulfureto (SSC) e fissuração induzida por hidrogénio (HIC), de acordo com as normas ASTM G39 e ASTM G193. Estes ensaios podem acrescentar 15-25% ao custo do material, uma vez que requerem equipamento de laboratório especializado, durações de ensaio alargadas (até 30 dias para o ensaio HIC) e uma documentação rigorosa dos resultados.
Do mesmo modo, os materiais para aplicações criogénicas requerem ensaios de impacto Charpy com entalhe em V a temperaturas tão baixas como -196°C para validar a resistência à fratura, enquanto os componentes aeroespaciais requerem ensaios não destrutivos (NDT), incluindo ensaios ultra-sónicos (UT), ensaios de penetração de líquidos (PT) e ensaios radiográficos (RT) para detetar inclusões e defeitos sub-superficiais. Uma cobertura de 100% de NDT de acordo com as especificações AMS pode reduzir o rendimento da produção em 10-15% e acrescentar 20-30% ao preço final do material.
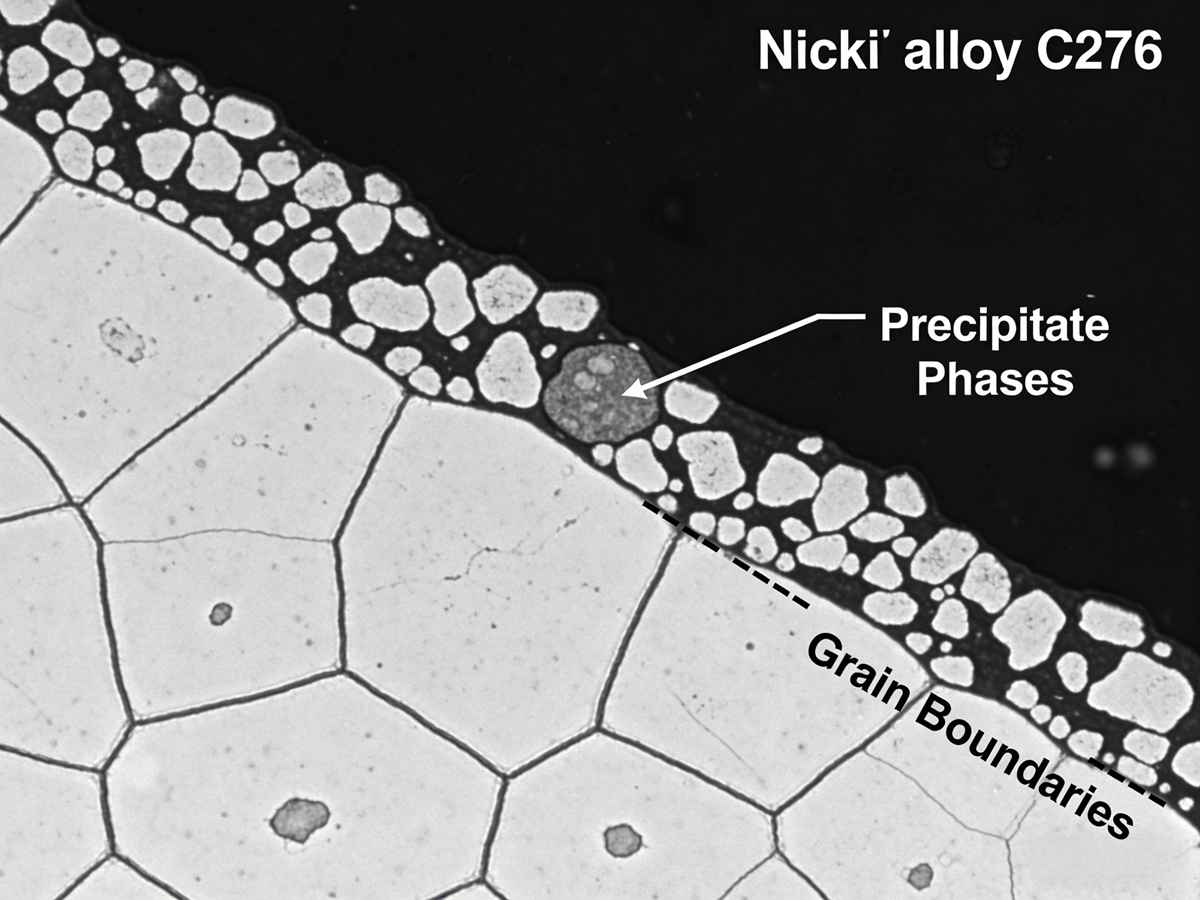
Controlo e qualificação microestrutural: Factores determinantes ocultos do preço dos materiais de liga de níquel
Muitas vezes esquecido nas comparações de preços ao nível da superfície é o nível de controlo microestrutural necessário para ligas de níquel de alto desempenho, que tem um impacto direto no desempenho do material e no preço final. O controlo do tamanho do grão, por exemplo, é fundamental para aplicações que exigem elevada resistência à fadiga ou propriedades mecânicas uniformes. As ligas de níquel de grão fino (tamanho de grão ASTM 5 ou mais fino) requerem um processamento termomecânico preciso, incluindo trabalho a quente controlado e recozimento de recristalização, o que acrescenta 10-20% aos custos de processamento em comparação com o material de grão grosso normal.
Para ligas de níquel endurecidas por precipitação (PH) como a liga 718 e a liga 725, o controlo das fases precipitadas de reforço (fases γ” e γ’) requer uma adesão rigorosa a ciclos de tratamento térmico de vários passos, incluindo recozimento em solução a 950-1050°C, têmpera rápida e endurecimento por envelhecimento duplo ou triplo a temperaturas intermédias. Desvios de apenas 10°C na temperatura de tratamento térmico podem resultar numa precipitação incompleta e na incapacidade de cumprir os requisitos de propriedades mecânicas, conduzindo a elevadas taxas de refugo e a custos de produção acrescidos que se reflectem no preço final do material de liga de níquel.
A qualificação de materiais para indústrias regulamentadas, incluindo a aeroespacial, a nuclear e a farmacêutica, também acrescenta custos significativos. Estas indústrias exigem total rastreabilidade do material, desde a fusão até ao produto acabado, bem como a qualificação das instalações de fabrico e do processo de acordo com normas como a AS9100 para a indústria aeroespacial. As despesas administrativas e de controlo de qualidade associadas a esta qualificação estão incluídas no preço do material para estas aplicações.
Para engenheiros de projeto, especificadores de materiais e gerentes de projeto que trabalham em ambientes industriais de alto risco, entender os fatores técnicos por trás do preço do material de liga de níquel é fundamental para tomar decisões informadas que equilibrem o desempenho do material, a confiabilidade a longo prazo e as restrições orçamentárias do projeto. Embora o preço por quilograma ao nível da superfície seja frequentemente o primeiro ponto de comparação, as caraterísticas químicas, de fabrico e de desempenho subjacentes de uma liga de níquel determinam, em última análise, o seu verdadeiro valor para uma determinada aplicação. A nossa equipa de engenheiros de materiais de ligas de níquel, com mais de 20 anos de experiência na indústria, pode fornecer análises personalizadas de materiais, validação de desempenho e apoio à especificação de aplicações específicas para o ajudar a otimizar a sua seleção de materiais.
Perguntas e respostas relacionadas
Q1: Qual o impacto do teor de molibdénio no preço do material de liga de níquel?
A1: O molibdénio é um elemento de liga de elevado custo que proporciona uma resistência excecional à corrosão por picadas e fendas em ambientes químicos ricos em cloretos e redutores. Cada aumento de 1 wt% no teor de molibdénio aumenta os custos de entrada da matéria-prima em 3-5%, devido ao preço por quilograma do molibdénio ser tipicamente 2-4x superior ao do níquel primário. Além disso, as ligas com elevado teor de molibdénio requerem processos de fusão a vácuo mais rigorosos para evitar a segregação de elementos e a formação de fases secundárias, aumentando ainda mais os custos de fabrico. É por esta razão que ligas como a C276 (15-17% Mo) têm um preço 60-70% mais elevado do que ligas sem molibdénio como a liga 600.
Q2: Porque é que o material de liga de níquel de qualidade aeroespacial tem um preço mais elevado do que os equivalentes de qualidade comercial?
A2: As ligas de níquel de grau aeroespacial requerem requisitos de fabrico e de teste muito mais rigorosos do que o material de grau comercial, o que conduz diretamente a custos mais elevados. A maioria das especificações aeroespaciais exige a fusão tripla (VIM+ESR+VAR) para atingir um teor de gás ultra baixo (oxigénio <20 ppm), um mínimo de inclusões não metálicas e uma estrutura de grão uniforme. Este processo reduz o rendimento da produção em 15-20%, acrescentando 30-40% aos custos de fabrico. Além disso, o material de qualidade aeroespacial requer testes não destrutivos 100% de acordo com as normas AMS, rastreabilidade total do lote e conformidade com os sistemas de gestão da qualidade AS9100, o que aumenta as despesas gerais e se reflecte no preço final.
Q3: Como é que a especificação do tratamento térmico afecta o preço do material de liga de níquel?
A3: O tratamento térmico é um processo crítico que define as propriedades mecânicas e a microestrutura das ligas de níquel, e as especificações de tratamento térmico personalizadas ou rigorosas aumentam diretamente o preço do material. O recozimento de solução padrão para ligas resistentes à corrosão envolve uma única fase de manutenção a alta temperatura e têmpera, enquanto as ligas endurecidas por precipitação, como a Liga 718, requerem ciclos de envelhecimento de endurecimento em várias etapas, com controlo preciso da temperatura (±5 °C) e tempos de manutenção prolongados. Um ciclo duplo de envelhecimento pode aumentar os custos de processamento em 25-35% em comparação com um recozimento de solução padrão, devido ao maior consumo de energia, à ocupação mais prolongada do forno e ao risco acrescido de desperdício devido a desvios de temperatura. O tratamento criogénico para aumentar a resistência ao desgaste pode acrescentar mais 15-20% aos custos de processamento
Utilizamos cookies para melhorar a navegação no site, compreender a forma como o site é utilizado e apoiar as nossas atividades de marketing. Pode aceitar todos, rejeitar todos ou fechar este aviso.