No serviço de corrosão, a integridade da superfície não é uma questão secundária. É a questão principal. A Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 não é, portanto, apenas um auxiliar de inspeção para soldadores ou pessoal de controlo de qualidade; é um documento de controlo que protege a qualidade do fabrico antes de o componente ser exposto a cloretos, cloro húmido, ácidos mistos ou contaminantes oxidantes. No caso de uma liga Ni-Cr-Mo-W como o Hastelloy C-22, em que os compradores esperam uma resistência excecional à corrosão localizada, mesmo uma pequena descontinuidade na superfície pode tornar-se uma discussão dispendiosa entre a fábrica, o fabricante, o inspetor e o utilizador final.
O que torna isto mais importante é o facto de o C-22 ser frequentemente selecionado para os trabalhos em que a falha é cara e desagradável: purificadores, reactores, permutadores de calor, peças de transição revestidas, bobinas soldadas e hardware de processos químicos agressivos. Nessas aplicações, um Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 ajuda a normalizar as variáveis de inspeção que são muitas vezes deixadas ao acaso: preparação da superfície, família de penetrantes, tempo de permanência, condições do revelador, condições de visualização e interpretação de aceitação. Quando essas variáveis se desviam, as falsas chamadas aumentam, as indicações relevantes passam despercebidas e o retrabalho começa a atrasar-se.
Por que razão é importante uma lista de verificação da qualidade dos ensaios de penetração de corante Hastelloy C-22
O Hastelloy C-22 (UNS N06022) não é ferromagnético, pelo que o ensaio de partículas magnéticas não é o método de eleição. O ensaio por penetração de corante é o método prático de NDT de superfície para faces de soldadura, áreas de raiz quando acessíveis, zonas formadas, áreas de reparação e superfícies maquinadas. É exatamente por isso que um Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 deve ser disciplinada e não genérica.
Do ponto de vista da engenharia de materiais, o C-22 traz várias realidades de inspeção:
- O seu desempenho em termos de corrosão depende em grande medida do bom estado da superfície.
- As áreas soldadas podem conter defeitos ligados à superfície que são mecanicamente pequenos mas significativos para o serviço.
- O esmerilamento intenso, a mancha de metal, a coloração de óxido, o ferro incrustado ou a limpeza incompleta podem mascarar descontinuidades reais ou criar indicações enganadoras.
- A aceitação não pode ser baseada no “parece aceitável”. Tem de estar relacionada com o código aplicável, a especificação do cliente ou o ITP do projeto.
Um bom Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 também evita um erro comum no chão de fábrica: tratar ligas de níquel exatamente como o fabrico de aço-carbono em termos de qualidade de preparação. É nesse atalho que começam muitos problemas de inspeção.

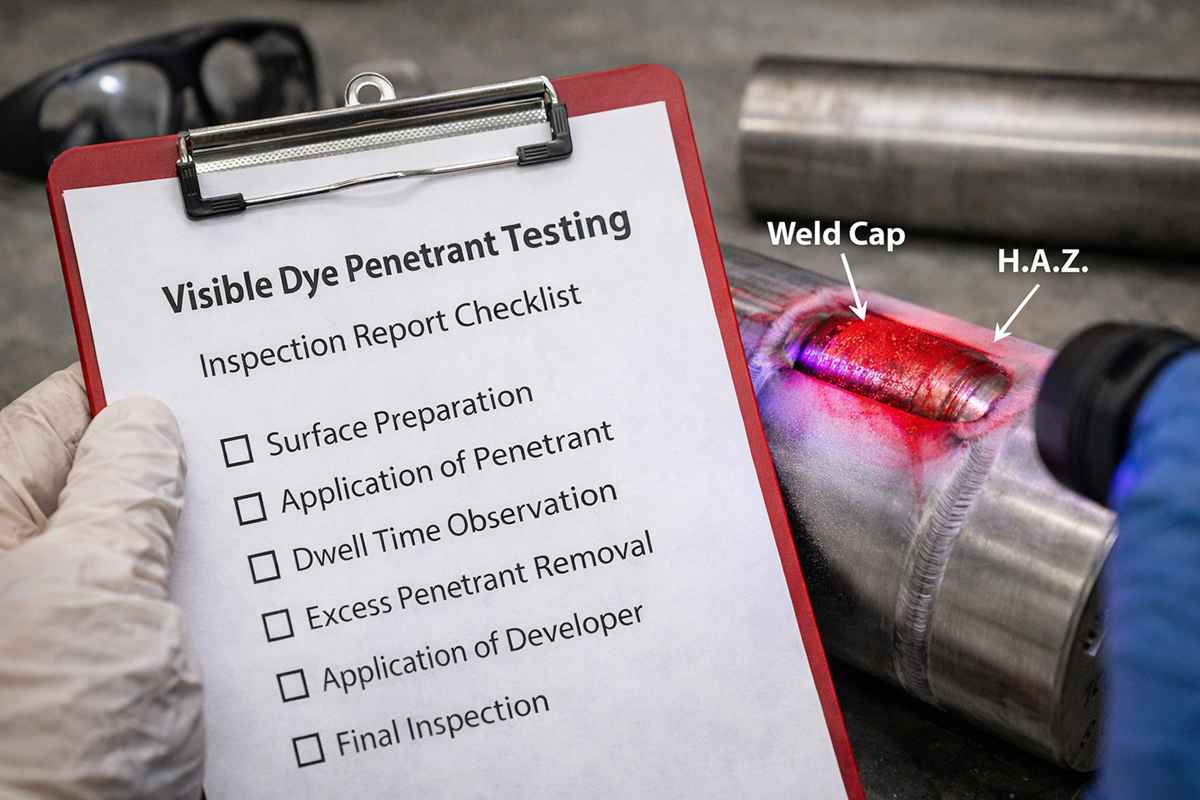
Controlos de pré-inspeção antes da aplicação do penetrante
Antes de o penetrante entrar em contacto com a peça, a superfície já determinou grande parte do resultado. Na prática, o melhor Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 começa com três perguntas: A superfície está limpa? Está aberta à superfície? Está em condições de ser interpretada?
Para as soldaduras e peças fabricadas em C-22, verificar o seguinte:
1. O acabamento da superfície é adequado
O lixamento excessivamente áspero pode reter o penetrante e criar um fundo ruidoso. O polimento excessivo pode manchar o metal e fechar parcialmente fendas finas. O objetivo é obter um acabamento limpo, uniforme e fácil de inspecionar, e não um espelho cosmético.
2. Os óxidos, a coloração térmica e a contaminação da loja são removidos
As soldaduras de ligas de níquel podem reter películas de óxido ou descoloração. Se estas permanecerem, a resposta do penetrante torna-se menos fiável. A limpeza deve remover óleo, gordura, tinta, sujidade e resíduos químicos sem deixar contaminantes clorados ou com enxofre.
3. Não existe contaminação por ferro livre
Contaminação cruzada de ferramentas de aço-carbono, fio escovas ou mesas de trabalho continua a ser um dos riscos mais subestimados no fabrico de ligas de níquel. Pode não só afetar o comportamento de corrosão, mas também interferir com a confiança no resultado da inspeção.
4. A temperatura está dentro do intervalo de exame qualificado
O procedimento deve definir a temperatura ambiente e da peça permitida. O comportamento de permanência e desenvolvimento muda com a temperatura, assim como a sensibilidade.
Um grave Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 deve registar o produto de limpeza utilizado, o tipo de sistema penetrante, a rastreabilidade do lote, quando necessário, e o estado da superfície antes do exame. Este nível de disciplina é o que separa um relatório utilizável de um relatório decorativo.
Lista de verificação prática da qualidade dos ensaios de penetração de corante em Hastelloy C-22
Segue-se uma estrutura de lista de verificação utilizável no terreno, com a qual os engenheiros, os gestores de garantia de qualidade e os inspectores externos podem efetivamente trabalhar.
| Ponto de controlo | O que verificar | Prática preferida para Hastelloy C-22 | Risco em caso de não cumprimento |
|---|---|---|---|
| Identificação do material | Número de calor, etiqueta do artigo, grau de liga | Confirmar a rastreabilidade UNS N06022 / projeto antes da inspeção | Material errado ou peças misturadas entram no registo |
| Procedimento aplicável | Norma e estado de revisão | Utilizar um procedimento PT aprovado, em conformidade com as especificações do projeto e os requisitos ASTM/ASME | Base de exame inválida |
| Limpeza da superfície | Óleo, gordura, sujidade, tinta, resíduos | Solvente ou produto de limpeza aprovado; superfície seca e sem resíduos | Falhas mascaradas ou falsas indicações |
| Remoção de óxido / coloração térmica | Descoloração da soldadura e película de óxido | Remover por preparação mecânica/química adequada sem danificar a superfície | Redução da entrada de penetrante em descontinuidades |
| Acabamento da superfície | Padrão de retificação e rugosidade | Evitar marcas profundas de esmerilagem e metal manchado | Fundo excessivo ou defeitos finos ocultos |
| Compatibilidade do penetrante | Família de produtos e prazo de validade | Utilizar um sistema de penetração/desenvolvimento/limpeza qualificado; verificar a validade | Sensibilidade reduzida ou não conformidade |
| Tempo de espera | Tempo de contacto real | Seguir exatamente o procedimento; evitar a adivinhação por parte do operador | Indicações pouco desenvolvidas ou exageradas |
| Remoção do excesso de penetrante | Limpeza após a permanência | Remover o excesso de superfície sem descarregar as descontinuidades | Indicações relevantes fracas ou apagadas |
| Aplicação do programador | Cobertura e estado | Camada fina e uniforme; sem inundações ou secagem irregular | Má sangria e má interpretação |
| Condições de visualização | Nível de luz / intensidade UV | Verificar as condições de exame visíveis ou fluorescentes exigidas | Indicações lineares falhadas |
| Calendário dos exames | Intervalo entre o desenvolvimento e a interpretação | Ler dentro da janela especificada; nem demasiado cedo, nem demasiado tarde | Falsa rejeição ou falsa aceitação |
| Avaliação da aceitação | Indicações relevantes e não relevantes | Julgar com base nos critérios do código/projeto e não na preferência do inspetor | Litígios, reparações desnecessárias, defeitos não detectados |
| Pós-limpeza | Remoção de resíduos após PT | Remover os produtos químicos remanescentes e restaurar a superfície limpa | Contaminação da superfície antes do serviço ou do processamento posterior |
| Documentação | Exaustividade do relatório | Registar a área, o método, os resultados, o inspetor, a data, o procedimento, a disposição | Fraca rastreabilidade e exposição a auditorias |
Indicações de leitura em soldaduras e fabricações de Hastelloy C-22
É neste ponto que a experiência é importante. A Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 não está completo se parar nas etapas do processo e não disser nada sobre a disciplina de interpretação.
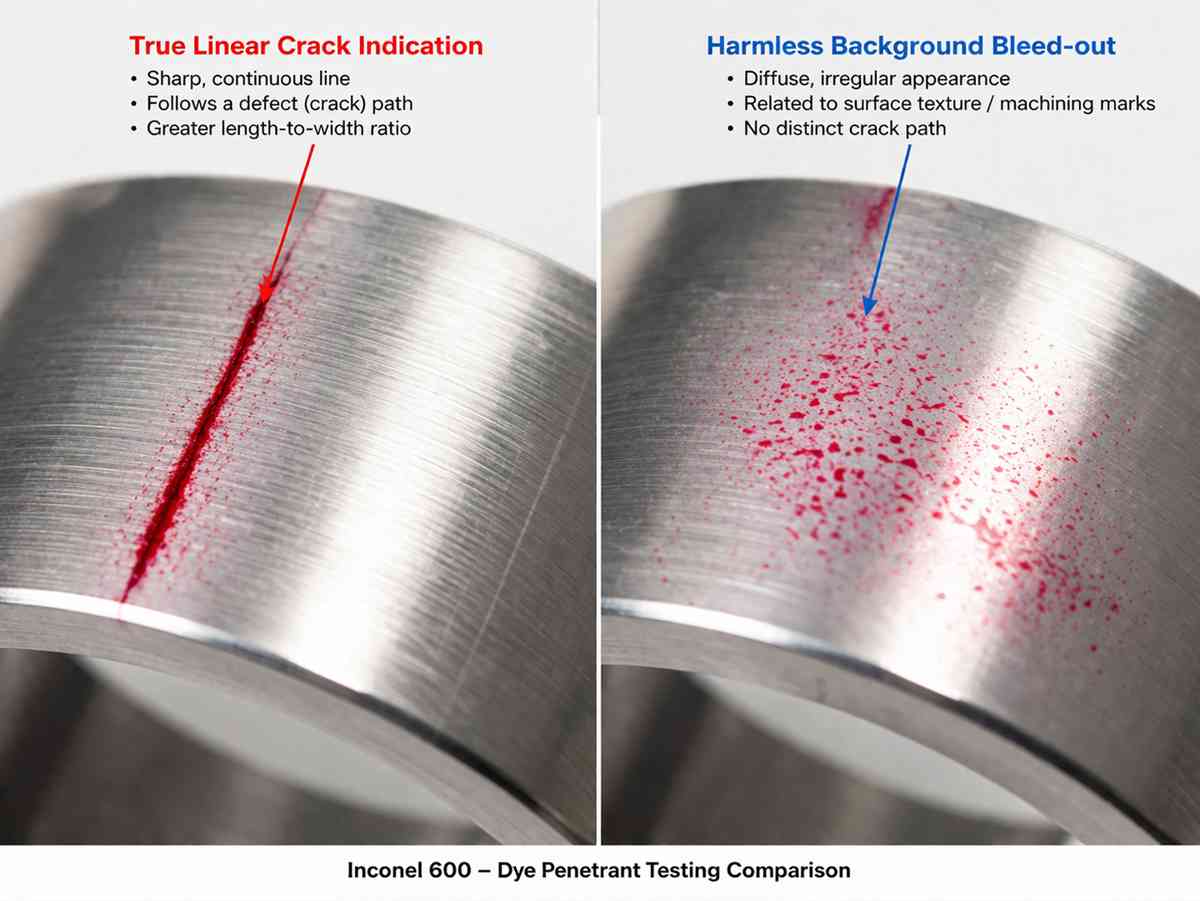
Nas soldaduras C-22, a distinção mais importante é entre indicações lineares relevantes e marcas de processo inofensivas. As indicações lineares perto da extremidade da soldadura, da zona da cratera, da área de reinício ou da mistura de reparação merecem muito mais atenção do que as marcas arredondadas, isoladas e não progressivas da textura da superfície. Os problemas do tipo escória são menos clássicos do que em algumas outras ligas, mas a falta de abertura da fusão para a superfície, a fissuração em cratera, a iniciação de trincas e o rasgamento localizado da superfície devem ser levados a sério.
Outro ponto que os inspectores experientes observam com atenção: após a retificação de reparação, a superfície pode parecer visualmente “melhor”, mas tornar-se pior no teste de penetração, porque a mancha de metal não foi devidamente removida. É exatamente por isso que o Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 deve exigir o recondicionamento da zona reparada antes do reexame, e não apenas outro ciclo rápido de PT.
Onde as lojas normalmente falham
Nas auditorias e análises de falhas, os pontos fracos são surpreendentemente repetitivos:
- PT realizado numa superfície tecnicamente limpa, mas que não está pronta para inspeção.
- Critérios de aceitação copiados de outro trabalho de liga metálica sem verificar a aplicabilidade do código.
- Excesso de penetrante removido de forma demasiado agressiva, especialmente em defeitos de superfície finamente abertos.
- O programador aplicou demasiado, reduzindo a clareza em vez de a melhorar.
- Relatórios escritos sem menção do estado da superfície, do historial de reparações ou da área exacta de exame.
Um robusto Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 colmata essas lacunas. Mais importante ainda, cria consistência entre turnos, subcontratantes e inspectores. Para as equipas de aquisição, essa consistência reduz o risco de receber componentes que passam na papelada mas não cumprem as expectativas de serviço.
Considerações finais
Para serviços químicos agressivos, o Hastelloy C-22 é normalmente especificado porque a fábrica não pode permitir-se incertezas. A inspeção deve seguir a mesma lógica. Uma inspeção bem construída Lista de controlo da qualidade dos ensaios de penetração de corante em Hastelloy C-22 ajuda a garantir que o PT não seja tratado como um exercício de preenchimento de formulários, mas como um controlo significativo da integridade da superfície, da qualidade da soldadura e da disciplina de fabrico.
Se o seu projeto envolver chapas C-22, tubos, acessórios, conjuntos soldados ou revisão de reparações, vale a pena alinhar a lista de verificação com o ambiente de serviço exato, a base do código e a condição de acabamento da peça. É aqui que muitos modelos de inspeção genéricos ficam aquém. Na 28Nickel, as discussões de apoio técnico são mais úteis quando o desenho, o percurso de soldadura, a condição de acabamento e a base de aceitação são revistos em conjunto e não separadamente.
Perguntas e respostas relacionadas
1. O ensaio de penetração fluorescente é melhor do que o ensaio de penetração com corante visível para o Hastelloy C-22?
Não automaticamente, mas a PT fluorescente é geralmente mais sensível para indicações de rutura de superfícies finas quando o procedimento, os controlos UV e as condições de visualização escurecidas são bem geridos. A PT com corante visível pode ainda ser eficaz para muitos controlos de fabrico, especialmente quando a praticabilidade no terreno é importante.
2. As superfícies de C-22 decapadas ou quimicamente limpas devem voltar a ser ensaiadas após um novo esmerilamento?
Sim. Qualquer retificação, mistura ou reparação local pode alterar a abertura da superfície e mascarar ou revelar descontinuidades. Depois de a superfície ser devidamente recondicionada, o PT deve ser repetido na zona afetada.
3. Qual é o maior erro de inspeção nas soldaduras de Hastelloy C-22?
O erro mais comum é a má preparação da superfície combinada com uma interpretação demasiado confiante. Muitas chamadas falsas e chamadas falhadas resultam de lixagem grosseira, metal manchado, óxidos residuais ou da utilização de um juízo de aceitação que não está ligado à especificação aplicável.