Se um Níquel 200 se uma solda parece aceitável no exterior mas falha numa dobra de raiz, tem fugas em serviço cáustico ou regressa do PT com indicações dispersas, o problema raramente é “apenas a técnica do soldador”. Na prática, um Lista de controlo da qualidade do procedimento de soldadura Níquel 200 é menos burocrático e mais sobre o controlo das variáveis às quais o níquel puro é invulgarmente sensível: contaminação da superfície, estado do óxido, seleção do material de enchimento, pureza do gás e forma do cordão. O níquel 200 é um níquel forjado comercialmente puro com boa soldabilidade, mas também é vulnerável à fragilização relacionada com o enxofre e a contaminantes de baixo ponto de fusão, como o chumbo, o estanho, o zinco e o bismuto, se a manutenção for descuidada.
Muitas lojas subestimam este último ponto. O níquel puro não perdoa panos sujos, discos de desbaste misturados ou práticas de gás de proteção “suficientemente próximas” como um trabalho de rotina em aço inoxidável por vezes parece perdoar. A orientação da Special Metals até ilustra a fragilização por enxofre no níquel 200 causada por uma disciplina de limpeza deficiente, contrastando uma junta limpa com solvente e um pano limpo com outra limpa com um pano sujo. É por isso que uma limpeza séria Lista de controlo da qualidade do procedimento de soldadura Níquel 200 começa antes do início do arco: a identidade do material, a temperatura de serviço, a preparação da junta, a segregação da ferramenta e o controlo da contaminação já devem estar concluídos.
Do ponto de vista metalúrgico, existe um outro ponto de controlo que muitos compradores e mesmo alguns fabricantes não têm em conta: precisa realmente de Níquel 200 ou a temperatura de serviço empurra-o para Níquel 201? O níquel 201 é preferido acima de 600°F (315°C) porque o seu menor teor de carbono resiste à grafitização e à fragilização intergranular a temperaturas elevadas. Se o desenho indicar Níquel 200, mas o equipamento for submetido a uma exposição prolongada a temperaturas alcalinas quentes ou ao lado do forno, a lista de verificação deve forçar essa conversa antes do início da produção, e não após um ciclo de reparação da soldadura.

Porque é que uma lista de verificação da qualidade do procedimento de soldadura de níquel 200 é importante
O objetivo de um Lista de controlo da qualidade do procedimento de soldadura Níquel 200 não é para duplicar a WPS. Trata-se de verificar se a WPS está a ser executada em condições em que o níquel puro pode realmente produzir uma boa soldadura. O óxido de níquel é um exemplo clássico. O níquel 200 funde a cerca de 2615-2635°F, enquanto o óxido de níquel funde a uma temperatura muito mais elevada; se o óxido permanecer na ranhura, o metal de base pode fundir-se enquanto o óxido permanece sólido, levando à falta de fusão. Por esse motivo, a área da junta deve ser limpa por retificação, jato abrasivo, maquinagem ou decapagem. A escovagem com fio, por si só, não é suficiente quando o óxido está estabelecido; de facto, a orientação adverte explicitamente que a escovagem pode apenas polir o óxido e escondê-lo da vista.
A escolha do processo segue a mesma lógica. O GTAW é normalmente a primeira escolha para o níquel 200 de secção mais fina, porque permite um controlo rigoroso da entrada de calor e da química da poça; recomenda-se o uso de eléctrodos de corrente contínua negativa para o GTAW. Para o GMAW, é utilizada corrente contínua de polaridade inversa e as misturas de árgon ou árgon-hélio são padrão; as adições de oxigénio ou dióxido de carbono devem ser evitadas porque podem oxidar a superfície do cordão e provocar porosidade nas soldaduras de níquel puro. Para materiais finos e trabalhos autogéneos, o hélio pode melhorar a velocidade e reduzir a porosidade, mas também aumenta a energia do arco e pode tornar os arranques a baixa corrente menos estáveis.
A seleção do metal de adição também deve ser deliberada. Para o níquel 200/201, os consumíveis das classes ERNi-1 e ENi-1 são escolhas padrão; os dados do fabricante para Techalloy 208 e Special Metals Nickel Filler Metal 61 identificam-nos especificamente para a soldadura de níquel 200 e 201. A Special Metals também refere que o titânio no metal de adição de níquel 61 ajuda a manter um baixo nível de carbono livre, o que é útil quando a compatibilidade com o níquel 201 é importante. As reparações SMAW são normalmente realizadas com eléctrodos da classe ENi-1, como o Elétrodo de Soldadura de Níquel 141.
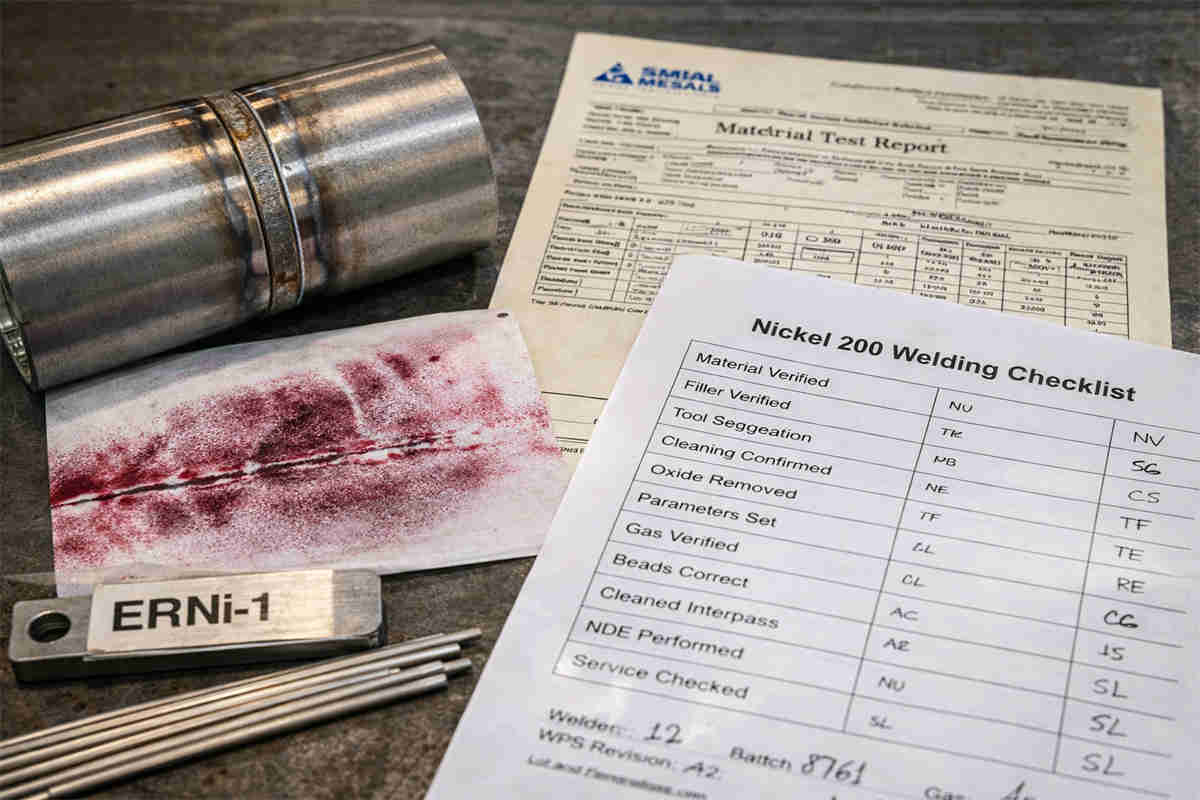
Tabela da lista de verificação da qualidade do procedimento de soldadura do níquel 200
O Lista de controlo da qualidade do procedimento de soldadura Níquel 200 abaixo é uma ferramenta prática para engenheiros, inspectores de controlo de qualidade e equipas de compras que analisam o fabrico de subcontratos. Sintetiza dados de ligas do fabricante, orientações de união e notas de aplicação de metal de adição.
| Estágio | Ponto de controlo de qualidade | O que é “aceitável” | Porque é importante |
|---|---|---|---|
| Entrada de material | Metal de base verificado | MTR corresponde ao UNS N02200; número de calor rastreável; temperatura de serviço revista em relação ao níquel 200 vs 201 | Evita a libertação de ligas erradas e a utilização indevida a temperaturas elevadas |
| Consumíveis | Metal de enchimento confirmado | ERNi-1/ENi-1 ou equivalente aprovado; certificados de lote disponíveis | Mantém a química da soldadura alinhada com o serviço de níquel puro |
| Controlo de ferramentas | Segregação | Mós, limas, escovas e superfícies de manuseamento dedicadas ou isentas de contaminação | Reduz a recolha de ferro e o risco de contaminantes de baixo ponto de fusão |
| Limpeza antes da soldadura | Remoção da contaminação orgânica | Óleos, tintas, marcadores, lubrificantes de formação e sujidade da oficina removidos com um solvente/limpador adequado e um pano limpo | O níquel 200 é sensível a contaminantes com enxofre e com baixo ponto de fusão |
| Preparação das arestas | Óxido totalmente removido | Faces biseladas e zona adjacente de metal brilhante; sem película de óxido vidrado | O óxido provoca falta de fusão e humidificação instável |
| Configuração do processo | Variáveis de processo corretas | GTAW em DCEN ou GMAW em DCEP; apenas gás de proteção inerte | A polaridade errada ou o gás reativo degradam rapidamente a qualidade das pérolas |
| Gás de proteção | Seleção de gás adequada | Árgon para GTAW; árgon ou mistura de árgon-hélio para GMAW; sem adições de O2/CO2 para níquel puro | Minimiza a oxidação, a porosidade e o perfil irregular do talão |
| Controlo térmico | Disciplina do calor | Não é necessário um pré-aquecimento de rotina, exceto se o metal estiver muito frio; utilizar pequenos cordões e evitar soldaduras excessivas | Limita a distorção, a porosidade por condensação e a diluição excessiva |
| Perfil da pérola | Contorno de soldadura correto | Contas ligeiramente convexas; boa ligação; sem lapidação a frio ou concavidade | A orientação da liga de níquel prefere especificamente contornos ligeiramente convexos |
| Limpeza de interpasses | Escória/óxido removidos corretamente | Escória SMAW lascada e escovada com escova inoxidável não contaminada; óxido visível removido por trituração/jato de areia | O óxido oculto entre passes é um fator de rejeição frequente |
| Inspeção | Libertação do CQ concluída | VT mais PT quando especificado; mapa de reparação, identificação do soldador, revisão da WPS, lote de enchimento e registo de gás registados | Transforma uma boa soldadura num produto rastreável e defensável |
| Revisão final de engenharia | Verificação da compatibilidade do serviço | Juntas dissimilares, trabalho cáustico e temperatura elevada revistos antes da expedição | Evita falhas no terreno que passam na inspeção da oficina mas falham em serviço |
Utilizar a lista de verificação da qualidade do procedimento de soldadura Níquel 200 no chão de fábrica
Onde o Lista de controlo da qualidade do procedimento de soldadura Níquel 200 O seu valor está na prevenção de falhas e não na explicação pós-falha. Se a ductilidade da dobra de raiz for fraca, analiso primeiro a contaminação e o contorno do cordão. Se o PT mostrar indicações lineares aleatórias, verifico a remoção de óxido entre passagens e se o soldador poliu a superfície em vez de remover efetivamente o óxido. Se aparecer porosidade, a composição do gás de proteção, a estabilidade do fluxo, as correntes de ar e o metal frio com condensação vão para o topo da lista. Pré-aquecimento ligas de níquel geralmente não é necessário, mas quando o metal de base está a 2°C (35°F) ou abaixo, a zona de soldadura deve ser aquecida acima da temperatura ambiente para evitar a porosidade causada por condensação.
Para o controlo dos subcontratos, acrescentaria mais um nível ao Lista de controlo da qualidade do procedimento de soldadura Níquel 200Revisão de documentos. Peça o WPS, a qualificação do soldador, os certificados de enchimento, os MTRs e os registos finais de NDT como um pacote, e não como e-mails separados ao longo de três semanas. Se o trabalho envolver aço revestido a níquel, juntas dissimilares ou serviço próximo ou acima de 600°F, não aceite uma declaração genérica de “procedimento de liga de níquel”. Exija que o fabricante identifique o metal de base exato, a classificação do material de enchimento, o gás de proteção, a polaridade e o método de limpeza. Esta única disciplina elimina muitos dos trabalhos que parecem baratos na fase de PO e caros após o arranque.
Conclusão
Um bom Lista de controlo da qualidade do procedimento de soldadura Níquel 200 não é longo pelo simples facto de ser longo. É preciso. Obriga a controlar a contaminação, o óxido, o material de enchimento, o gás, a entrada de calor e os registos antes que essas variáveis se tornem defeitos dispendiosos. Para o níquel puro, esta é a diferença entre uma soldadura que apenas passa na inspeção visual e uma que sobrevive ao serviço químico real. Se o seu projeto envolve equipamento alcalino cáustico, seleção de Níquel 200/201 ou revisão de soldaduras de subcontratação, a 28Nickel pode ajudar a traduzir estes pontos de verificação numa folha de revisão prática de compra e fabrico adaptada à sua aplicação.
Perguntas e respostas relacionadas
1) Que metal de adição é normalmente utilizado para a soldadura de níquel 200?
Para GTAW e GMAW, os metais de adição da classe ERNi-1 são comuns, e para SMAW, os eléctrodos da classe ENi-1 são padrão. A literatura de produtos do fabricante para a Techalloy 208, o metal de enchimento de níquel 61 e o elétrodo de soldadura de níquel 141 referem especificamente aplicações de níquel 200/201.
2) O níquel 200 necessita de pré-aquecimento antes da soldadura?
Normalmente não. A orientação geral para a união de ligas de níquel diz que o pré-aquecimento das ligas de níquel antes da soldadura não é normalmente necessário. A exceção importante é o metal de base muito frio, onde o aquecimento da área ajuda a evitar a condensação e a porosidade resultante.
A contaminação é a que eu colocaria em primeiro lugar, especialmente resíduos de oficina com enxofre, panos sujos, resíduos de marcadores ou tintas e contaminação por metais de baixo ponto de fusão. O óxido deixado na ranhura vem logo a seguir, porque pode criar defeitos de falta de fusão, mesmo quando o soldador está a manusear o arco de forma competente.


