На практике, Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов не является обычным решением о покупке. Это пункт металлургического контроля. Если наполнитель выбран неправильно, готовый клапан может пройти контроль размеров, радиографию и даже гидроиспытания, но при этом выйти из строя на ранней стадии эксплуатации в хлоридных условиях, поскольку металл шва и HAZ уже не соответствуют коррозионным характеристикам, ожидаемым от UNS N06022.
Именно поэтому опытные производители не начинают с торговых марок. Они начинают с условий эксплуатации, разбавления, конструкции соединения и способа изготовления самого корпуса клапана. Кованый корпус C-22, литой корпус и корпус, восстановленный сваркой, ведут себя по-разному при дуговом нагреве. Для тяжелых условий химической обработки выбор наполнителя должен сохранять устойчивость к точечной, щелевой коррозии и воздействию смешанных окислительно-восстановительных сред. Другими словами, Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов должно рассматриваться как инженерное решение, а не как статья расходов.
Что определяет выбор присадочного металла для сварки Hastelloy C-22 в корпусах клапанов?
Когда я рассматриваю процедуру сварки корпуса клапана, я обычно обращаю внимание на четыре переменные, прежде чем смотреть на сертификат расходных материалов.
Первый - это цель коррозионного проектирования. Хастеллой С-22 ценится за широкую стойкость к хлоридам, солям железа и меди, влажному хлору, муравьиному и уксусному загрязнению, а также многим смешанным кислотным средам. Если корпус клапана изготовлен из сплава C-22, металл сварного шва не должен стать слабым звеном.
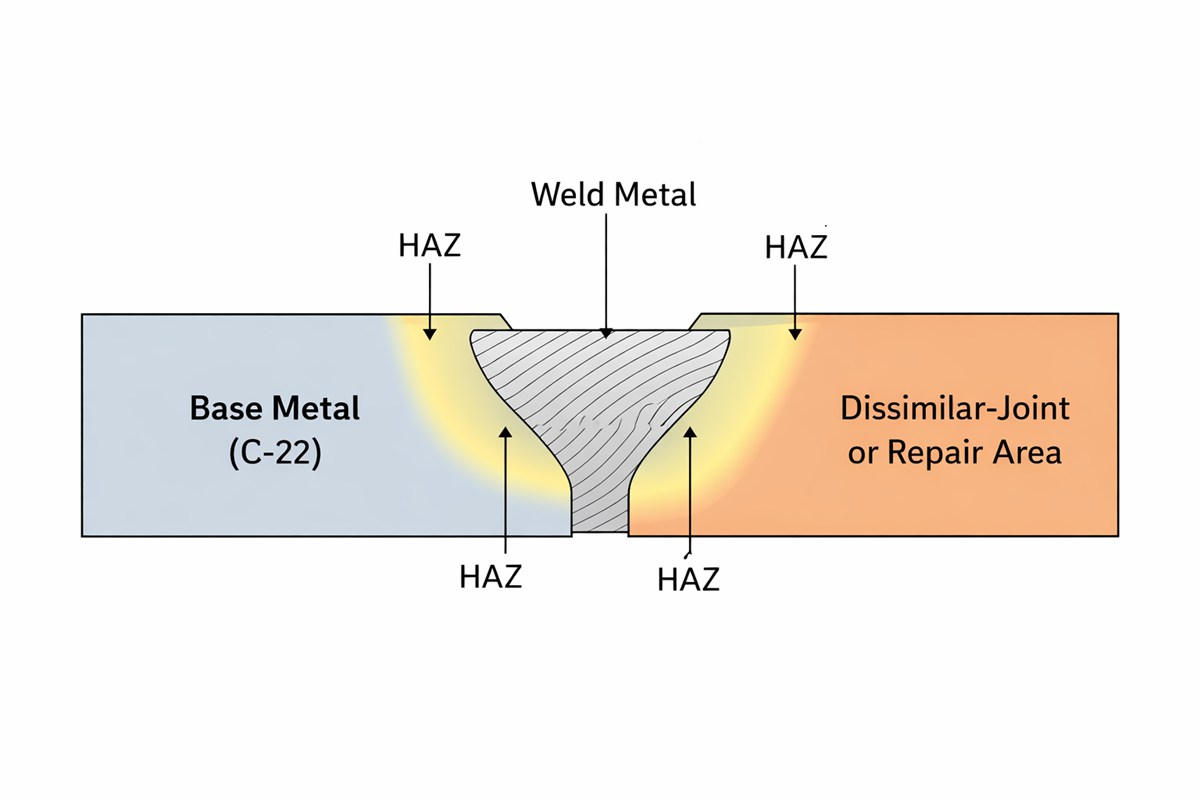
Второй - это контроль разбавления. Корневые проходы, ремонтные швы вокруг полостей кузова и наращивание толстого сечения - все это может изменить химический состав металла шва. Чрезмерное разбавление от соседней оснастки из углеродистой стали, загрязнение или разнородные соединения могут незаметно снизить баланс хрома и молибдена там, где это наиболее важно.
Третий - это метод изготовления. GTAW по-прежнему предпочтительнее для критических корней и ремонтных работ на никелевые сплавы потому что он позволяет лучше контролировать подачу тепла и чистоту. GMAW или SMAW могут быть приемлемы в производстве, но только в том случае, если квалификация процедуры уже показала, что вязкость, прочность и коррозионные характеристики остаются неизменными.
Четвертый - это фактическая геометрия клапана. Корпус шарового клапана с локализованной массой вокруг седлового кармана ведет себя иначе, чем корпус тонкостенного инструментального клапана. Ограничения, расположение бусин и доступ - все это влияет на то, какой наполнитель лучше всего работает в реальных условиях мастерской.

Почему ERNiCrMo-10 обычно является первым выбором
В большинстве случаев технически обоснованный ответ для Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов это ERNiCrMo-10 для GTAW/GMAW, или ENiCrMo-10 для SMAW. Это семейство присадок, подходящее для сплава C-22. Причина проста: он разработан для обеспечения химического состава металла шва, достаточно близкого к основному сплаву, чтобы коррозионная стойкость не была существенно снижена после обычного разбавления.
Это имеет большее значение, чем многие думают. В компонентах клапанов наиболее уязвимые зоны не всегда очевидны. Небольшие ремонтные участки, корневые зоны и частично смешанные переходы могут задерживать технологическую жидкость и создавать локальные трещины. Соответствующий наполнитель помогает поддерживать химический состав, устойчивый к такого рода атакам.
Еще одно преимущество ERNiCrMo-10 заключается в том, что он поддерживает предсказуемую квалификацию процедуры. Если основной материал - C-22, а присадочный материал также имеет химический состав C-22, сварщик и инженер не борются с ненужными металлургическими переменными. Это упрощает поиск и устранение неисправностей при появлении пористости, отсутствия плавления или горячего растрескивания.
Тем не менее, “подходящий” не означает “прощающий”. Никель-хром-молибденовые сплавы очень чувствительны к чистоте в цехе. Серосодержащие красители, остатки масла, вкрапления железа и плохая практика экранирования могут нанести больше вреда, чем незначительное изменение скорости перемещения. Поэтому, пока Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов часто указывает на ERNiCrMo-10, но сам по себе наполнитель не гарантирует надежного результата.
Сравнение наполнителей для сварки корпуса клапана из сплава Hastelloy C-22
В реальных проектах инженеры иногда рассматривают альтернативные расходные материалы. В таблице ниже приведено практическое сравнение.
| Заполняющий металл | Типичное применение в корпусах клапанов | Главное преимущество | Главное предостережение |
|---|---|---|---|
| ERNiCrMo-10 / ENiCrMo-10 | Соединения C-22 - C-22, корневые проходы, ремонтные швы, коррозионно-критические зоны | Лучший химический состав для сплава C-22; сбалансированные антикоррозионные характеристики после разбавления | По-прежнему требует строгой чистоты и контролируемой подачи тепла |
| ERNiCrMo-14 | Отдельные виды работ с сильной коррозией, некоторые разнородные соединения, дополнительная защита от локального воздействия | Очень сильная коррозионная стойкость в агрессивных средах | Более высокая стоимость; несоответствие химического состава может потребовать дополнительной проверки в рамках квалифицированных процедур |
| ERNiCrMo-4 | Чаще всего ассоциируется с семейством C-276 или смешанными никелевыми сплавами. | Хорошая общая коррозионная стойкость и широкая доступность | Не является первым подходящим вариантом для корпусов клапанов C-22 |
| ERNiCrFe-7 / сплав типа 625 | Некритичные крепления, некоторые разнородные переходы, если позволяет конструкция | Легкодоступность и возможность сварки | Обычно уступает наполнителям, соответствующим C-22, в коррозионно-критических зонах сварного шва. |
Детали процедуры, которые имеют большее значение, чем каталожный номер
После выбора наполнителя исполнение определяет, выживет ли теоретическая металлургия при изготовлении. Именно здесь многие процедуры выглядят приемлемыми на бумаге и не оправдывают себя в эксплуатации.
Для Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов, Я предпочитаю низкую, контролируемую подачу тепла и относительно низкую температуру интерпаса. Многие магазины поддерживают температуру интерпаса ниже 150°C, а при работе с прецизионными клапанами даже более низкая практика часто оказывается полезной. Как правило, бусины-струны более безопасны, чем широкие плетения, поскольку они снижают риск сегрегации и облегчают очистку между проходами.
К подготовке поверхности следует относиться почти как к лабораторной работе. Специальная нержавеющая или только никелевая провод Щетки, чистые абразивы, протирка ацетоном и удаление всех следов оксидного оттенка - это не дополнительные детали. Они являются частью металлургии. Если загрязнение железом попало на поверхность до сварки, коррозионная стойкость готового клапана может быть уже нарушена.
Качество экранирования также заслуживает внимания. Для GTAW обычно используется аргон высокой чистоты, и экранирование корня должно поддерживаться везде, где окисление на обратной стороне может повлиять на коррозионную стойкость. Темный, сахарный или сильно окисленный корень на никелевом сплаве - это не просто некрасивая работа; он может стать местом возникновения коррозии.
При сварке для ремонта корпусов клапанов не менее важно расположение шарика. Многократный повторный нагрев на небольшом участке вокруг кармана седла или горловины капота может вызвать искажения, которых можно избежать, и усложнить интерпретацию результатов NDE. В таких случаях “лучший” ответ на вопрос Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов иногда является комбинацией правильного присадочного материала и более дисциплинированной последовательности сварки.
Особый случай: разнородные соединения и промасливание
Узлы клапанов не всегда полностью соответствуют стандарту C-22. В процессе производства могут быть установлены переходники, накладки, насадки, переходы для наплавки или временные крепления. В таких случаях, Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов следует оценивать вместе с разбавлением вторым материалом.
Если соединение выполняется между C-22 и другим высокоэффективным никелевым сплавом, ERNiCrMo-10 часто остается сильным кандидатом. Если условия эксплуатации чрезвычайно агрессивны и процедура была соответствующим образом квалифицирована, некоторые инженеры рассматривают ERNiCrMo-14 для повышения коррозионной стойкости. Однако при переходе на нержавеющую сталь обсуждение должно включать не только свариваемость, но и окончательный химический состав смачиваемой зоны после разбавления. Этот момент часто упускается из виду.
Хорошее правило простое: не выбирайте присадочный материал только потому, что он есть в наличии в магазине. Выбирайте его потому, что окончательно наплавленный металл шва после реалистичного разбавления все еще поддерживает основу коррозионной конструкции арматуры.
Окончательный вывод
Если вам нужен односложный ответ, то вот он: для большинства коррозионно-критичных сварных швов на корпусах клапанов C-22, ERNiCrMo-10 является стандартным и обычно правильным ответом. Однако серьезные инженеры знают, что выбор наполнителя не может быть отделен от разбавления, геометрии соединения, чистоты, тепловыделения и фактического воздействия среды.
В этом и заключается истинная логика Выбор присадочного металла для сварки Хастеллой C-22 для корпусов клапанов. Расходный материал должен поддерживать конструкцию сплава после сварки, а не только перед сваркой.
Если ваша команда проходит квалификацию нового WPS, проверяет процедуру ремонта или выбирает сварочная проволока для применения клапана в коррозионных средах, отправьте 28Nickel информацию о рабочей среде клапана, форме основного материала и деталях соединения. Краткая техническая экспертиза обойдется гораздо дешевле, чем вышедший из строя клапан в процессе эксплуатации.
Связанные вопросы и ответы
1. Всегда ли ERNiCrMo-10 является лучшим наполнителем для корпусов клапанов из сплава Hastelloy C-22?
Не всегда, но обычно это первый и наиболее подходящий с технической точки зрения выбор для сварных швов C-22-C-22. Если соединение разнородное или эксплуатация исключительно агрессивная, то альтернатива с избыточным легированием может быть оценена с помощью квалификации процедуры и требований к коррозии.
2. Можно ли использовать наполнитель из сплава 625 в корпусе клапана из сплава Hastelloy C-22?
Он может использоваться в некоторых некритичных или разнородных областях, но, как правило, не является предпочтительным вариантом для коррозионно-критичных зон сварного шва, находящихся под водой. Для корпусов клапанов, подвергающихся жестким химическим воздействиям, присадочный материал C-22, соответствующий или близкий к нему, обычно является более безопасным инженерным выбором.
3. Какой самый большой риск при сварке, помимо выбора неправильного присадочного материала?
Загрязнение. Железный налет, серосодержащие маркировочные составы, плохая межпроходная очистка и недостаточная защита могут ухудшить состояние зоны сварки даже при правильной классификации присадочного материала.


