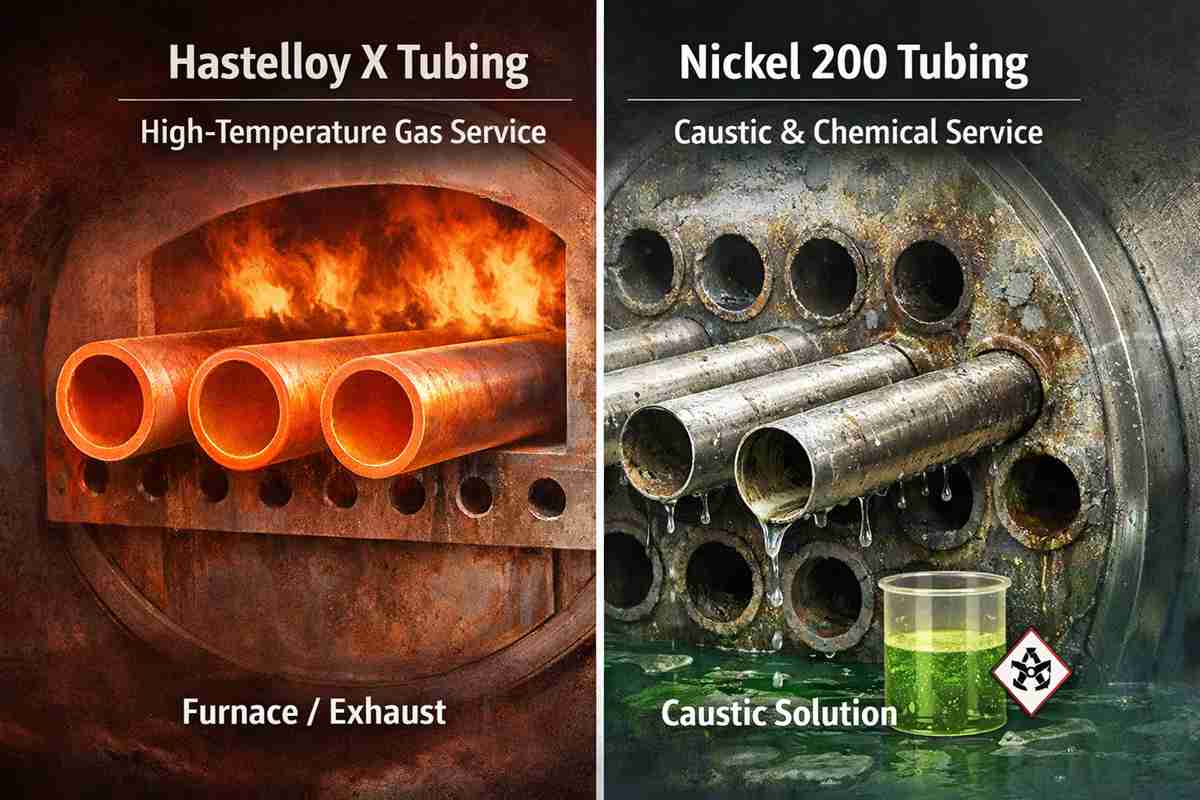
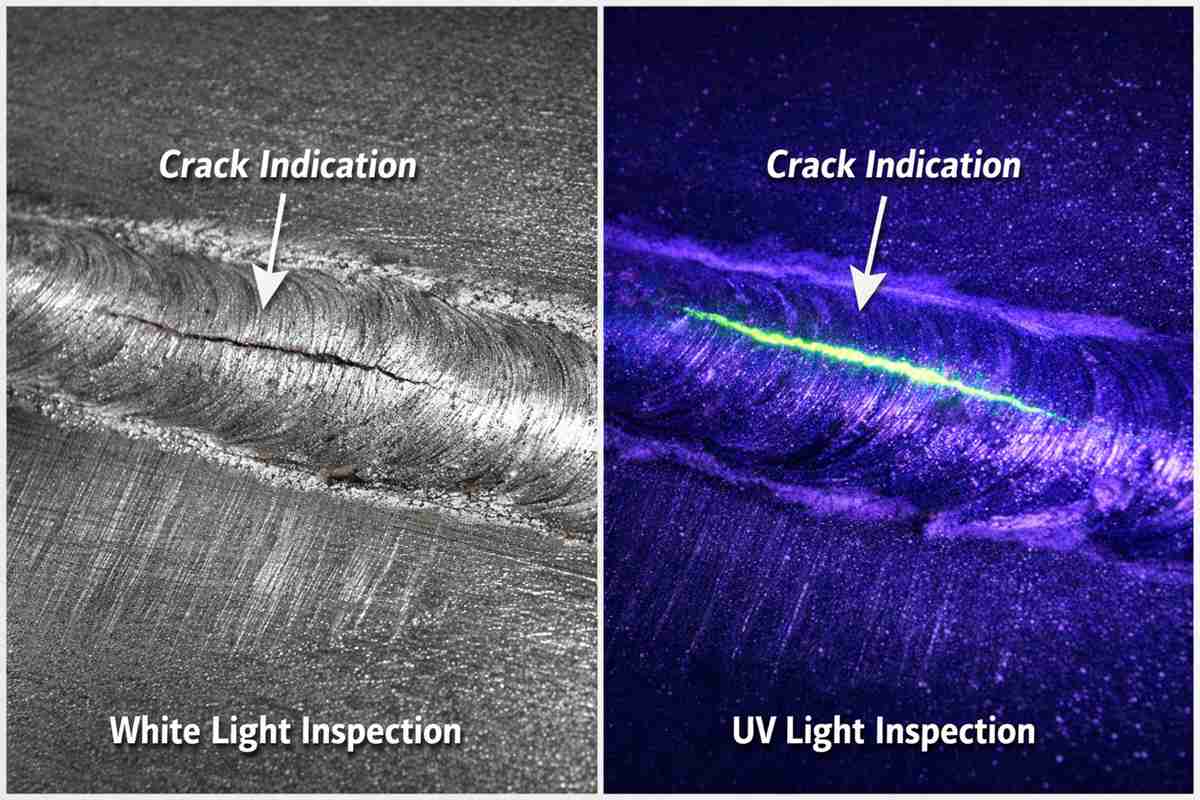
При проектировании критически важных объектов инфраструктуры для работы в условиях высокого содержания хлоридов, кислого газа или высокотемпературных окислительных сред погрешность функционально равна нулю. Коррозионное растрескивание под напряжением (КРН) и локальное точечное растрескивание могут катастрофически нарушить механическую целостность задолго до начала стандартных циклов технического обслуживания. Чтобы справиться с этими суровыми эксплуатационными реалиями, необходим строгий металлургический контроль. Именно поэтому партнерство с высококвалифицированным поставщиком никелевых сплавов для OEM-производителей имеет решающее значение для успеха проекта. Настоящий металлургический партнер не просто прокатывает и режет стандартные марки; он активно разрабатывает микроструктуры материалов, предназначенные для борьбы с конкретными коррозионными механизмами в конкретной среде применения.
Микроструктурная динамика высокопроизводительных сверхпрочных сплавов
Выбор оптимального материала выходит далеко за рамки соответствия общему обозначению UNS. Фактические эксплуатационные характеристики суперсплава в значительной степени определяются его специфическими фазами осаждения и подавлением вредных интерметаллических соединений. Например, в сплавах, упрочненных твердым раствором, таких как Инконель 625 (UNS N06625), добавление молибдена и ниобия обеспечивает превосходное высокотемпературное упрочнение матрицы. Однако при плохом управлении термической историей во время горячей обработки интерметаллические фазы, такие как фаза Лавеса или дельта-фаза () может осаждаться на границах зерен, резко снижая пластичность и локальную коррозионную стойкость.
Напротив, закаливаемые осаждением марки, такие как Сплав 718 (UNS N07718), основаны на контролируемом осаждении двойных простых гамма-частиц () и гамма-прайм () фазы. Для достижения максимального предела текучести без ущерба для низкотемпературной вязкости необходим тонкий подход к циклам отжига и старения. При оценке материалов для применения в нефтегазовом секторе по стандартам NACE MR0175 / ISO 15156 необходимо строго придерживаться пределов твердости (обычно не более 40 HRC для заказного 718), что требует исключительно жесткого контроля над химическим составом и протоколами термообработки.
Сравнительные металлургические данные для тяжелых условий эксплуатации
Ниже приведено техническое сравнение ключевых никелевые сплавы используются в агрессивных средах, при этом особое внимание уделяется эквивалентному числу сопротивления питтингу (PREN) и базовым механическим пределам.
| Марка сплава | Номер UNS | Основные легирующие элементы (номинал %) | Минимальный предел текучести (ksi) | Типичный PREN (Cr+3,3Mo+16N) | Механизм первичного упрочнения |
| Сплав 625 | N06625 | Ni (58 мин), Cr (21), Mo (9), Nb (3,5) | 60 | ~50 | Надежное решение |
| Сплав 718 | N07718 | Ni (52), Cr (19), Fe (17), Nb (5), Mo (3) | 120 - 150* | ~28 | Осадки ($\gamma ”$ & $\gamma’$) |
| Сплав C-276 | N10276 | Ni (баланс), Cr (15,5), Mo (16), W (3,8) | 41 | ~68 | Надежное решение |
| Сплав C-22 | N06022 | Ni (баланс), Cr (22), Mo (13), W (3) | 45 | ~64 | Надежное решение |
*Примечание: Предел текучести сплава 718 в значительной степени зависит от конкретной обработки при старении. Значения отражают типичные требования к высокой прочности.
Термомеханическая обработка и контроль размера зерен
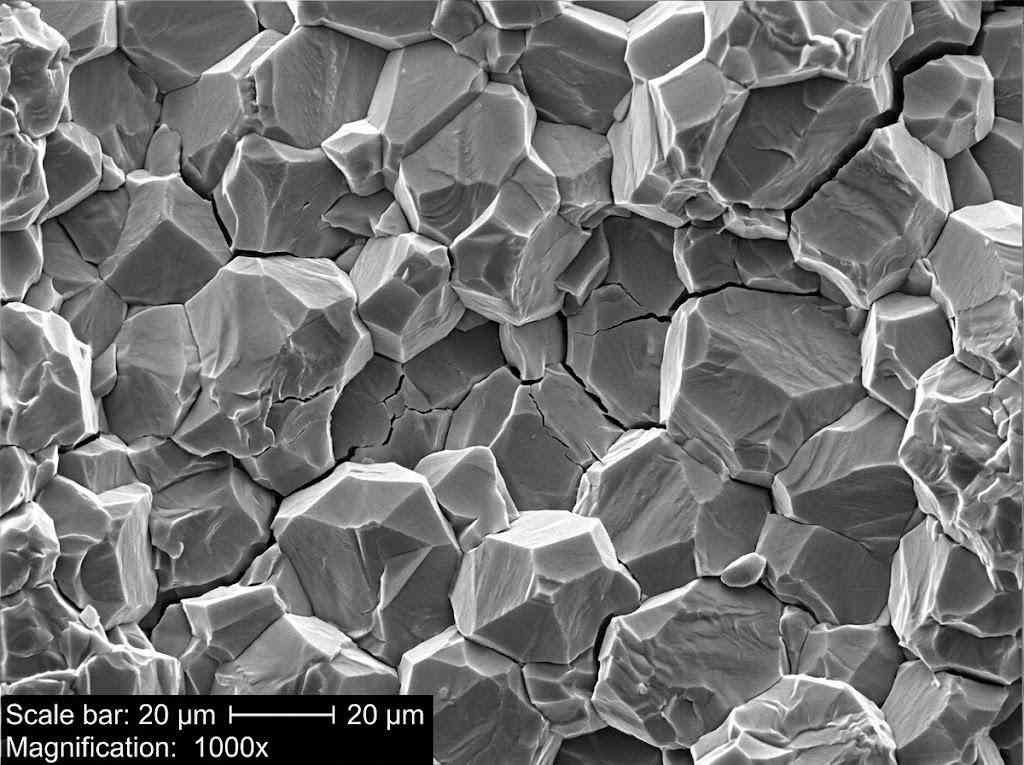
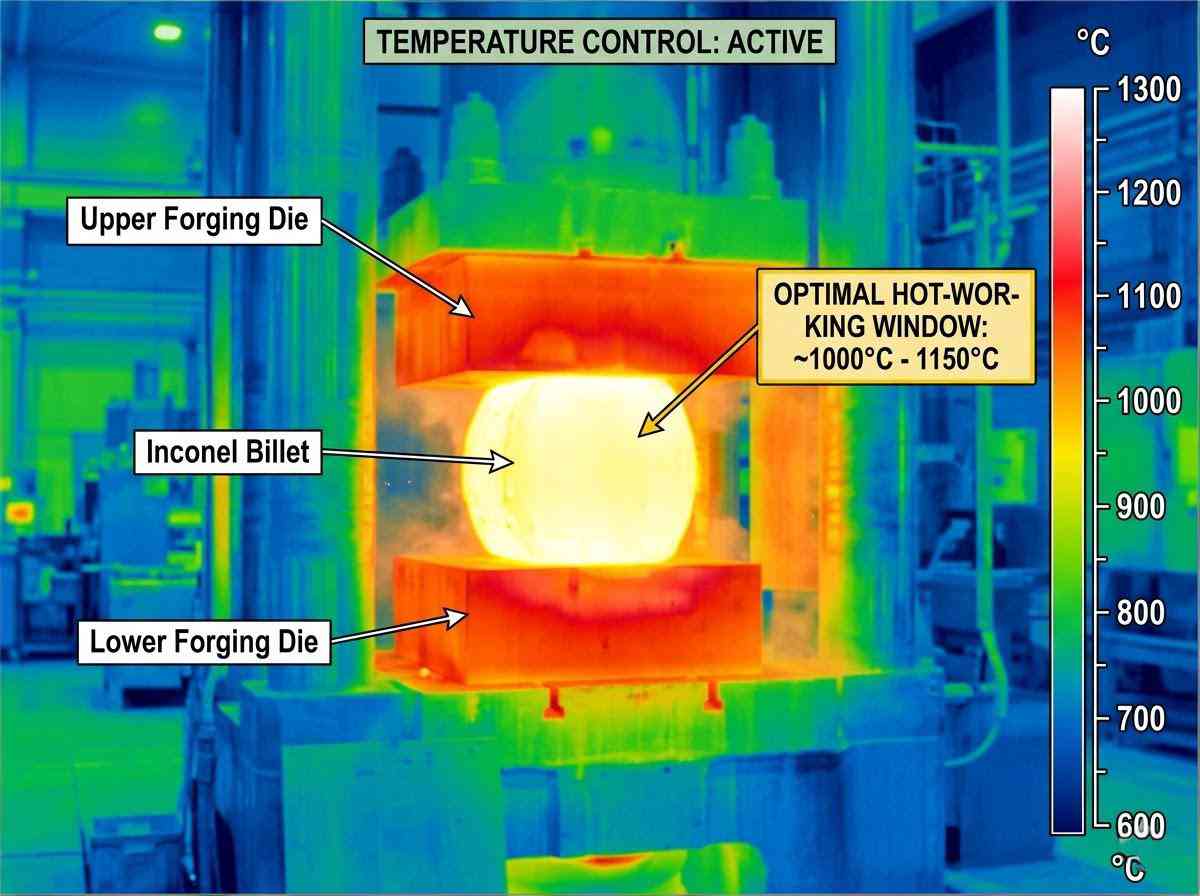
Химия - это только половина уравнения в материаловедении. Механические и коррозионно-стойкие свойства никелевых сплавов в значительной степени зависят от истории их термомеханической обработки. Передовые OEM-производители на заказ Производство сплавов требует глубокого понимания того, как коэффициенты обжатия при ковке и скорость охлаждения диктуют конечный размер зерна ASTM E112.
Для сопротивления высокотемпературной ползучести обычно предпочтительна более крупнозернистая структура, чтобы минимизировать скольжение по границам зерен. Однако для применений, требующих высокого усталостного ресурса и превосходной прочности на растяжение при температуре окружающей среды и умеренных температурах, мелкозернистая микроструктура обязательна. Ведущий поставщик никелевых сплавов для OEM-производителей понимает, как управлять температурами выдержки и окнами горячей обработки, чтобы предотвратить аномальный рост зерна и обеспечить однородную, полностью рекристаллизованную микроструктуру. Кроме того, строгое ограничение содержания бродячих элементов, таких как сера и фосфор, необходимо для предотвращения горячего укорочения при ковке и снижения риска межкристаллитного разрушения в агрессивных водных средах, таких как скрубберы для десульфуризации дымовых газов (FGD).
Разработка правильного решения для вашего приложения
Отказ материала в экстремальных условиях редко бывает вызван каким-то одним фактором; обычно это результат сложного взаимодействия между приложенным напряжением, химическим составом жидкости, температурными градиентами и основными металлургическими дефектами. Готовые материалы часто не способны решить специфические локальные проблемы уникальной системы. Достижение долгосрочной надежности требует перехода от мышления, основанного на закупках товаров, к инженерному сотрудничеству. Сотрудничая с техническими специалистами 28Nickel, вы получаете доступ к глубоким знаниям в области материаловедения. Мы приглашаем инженеров и конструкторов проконсультироваться с нашей командой металлургов, чтобы оценить эксплуатационные параметры и разработать сплав, гарантирующий целостность конструкции в самых сложных условиях.
Связанные вопросы и ответы
Вопрос: Как концентрация ниобия влияет на свариваемость и фазовую стабильность сплава 718?
О: Ниобий является основным элементом, способствующим осаждению упрочняющих веществ. фаза () в сплаве 718. Однако чрезмерная сегрегация ниобия во время затвердевания может привести к образованию хрупких фаз Лавеса в зоне сварного соединения. Это приводит к обеднению ниобием окружающей матрицы, снижению местной прочности и повышению восприимчивости к микротрещинам при послесварочной термической обработке (PWHT).
Вопрос: Как влияет температура отжига раствора на предел прочности при разрыве при ползучести сплавов с твердым раствором?
О: Более высокие температуры отжига раствора (обычно выше 2150°F / 1175°C) растворяют первичные карбиды и способствуют увеличению размера зерна. Согласно соотношению Холла-Петча, это снижает предел текучести при температуре окружающей среды, но значительно повышает прочность при высокотемпературном ползучем разрыве за счет уменьшения общей площади границ зерен, что является основным путем деформации ползучести при повышенных температурах.
Вопрос: Почему в высокоокислительных кислотных средах следует использовать сплав C-22, а не сплав C-276?
О: Хотя сплав C-276 превосходно работает в восстановительных средах благодаря высокому содержанию молибдена (16%), он может быть уязвим в сильных окислительных кислотах (например, азотной кислоте или средах с ионами железа/куприка). Сплав C-22 отличается более высоким содержанием хрома (~22% против ~15,5%), что значительно повышает стабильность и скорость репассивации его защитного поверхностного оксидного слоя в условиях сильного окисления, делая его лучшим выбором для смешанных кислотных сред.