










When engineering critical infrastructure for high-chloride, sour gas, or high-temperature oxidative environments, the margin for error is functionally zero. Stress corrosion cracking (SCC) and localized pitting can catastrophically degrade mechanical integrity long before standard maintenance cycles are scheduled. Addressing these harsh operational realities requires rigorous metallurgical control. This is exactly why partnering with a highly capable OEM nickel alloy supplier is critical for project success. A true metallurgical partner does not simply roll and cut standard grades; they actively engineer material microstructures tailored to combat specific corrosive mechanisms in your exact application environment.
The Microstructural Dynamics of High-Performance Superalloys
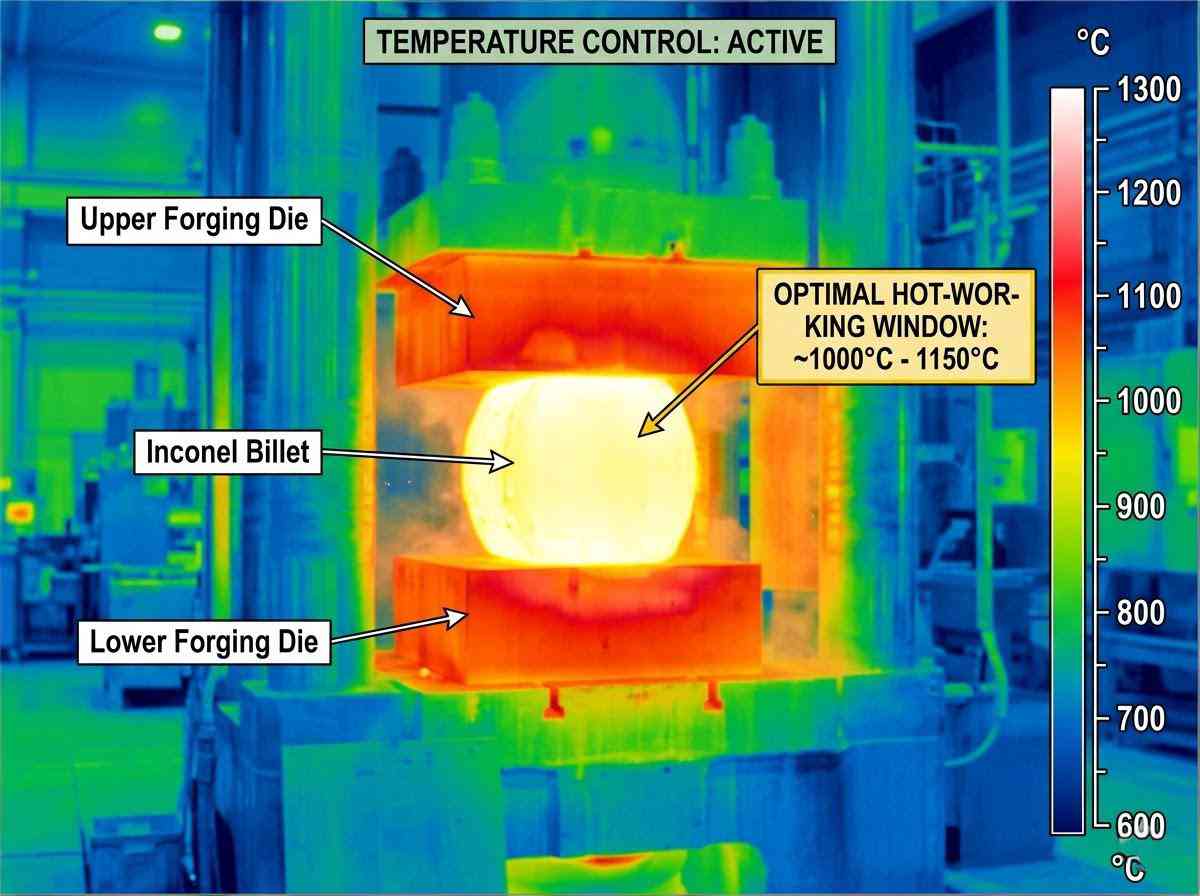
Selecting the optimal material extends far beyond matching a generic UNS designation. The actual field performance of a superalloy is heavily dictated by its specific precipitation phases and the suppression of deleterious intermetallic compounds. For instance, in solid solution strengthened alloys like Inconel 625 (UNS N06625), the addition of molybdenum and niobium provides excellent high-temperature matrix stiffening. However, if the thermal history is poorly managed during hot working, intermetallic phases such as the Laves phase or delta phase () can precipitate at the grain boundaries, severely drastically reducing both ductility and localized corrosion resistance.
Conversely, precipitation-hardenable grades like Alloy 718 (UNS N07718) rely on the controlled precipitation of gamma double prime () and gamma prime () phases. A nuanced approach to the solution annealing and aging cycles is mandatory to maximize yield strength without sacrificing low-temperature toughness. When evaluating materials for NACE MR0175 / ISO 15156 applications in the oil and gas sector, hardness limits (typically maximum 40 HRC for customized 718) must be strictly adhered to, which requires an exceptionally tight control over the chemistry and heat treatment protocols.
Comparative Metallurgical Data for Severe Service
Below is a technical comparison of key nickel alloys utilized in aggressive environments, emphasizing the Pitting Resistance Equivalent Number (PREN) and baseline mechanical limits.
| Alloy Grade | UNS Number | Key Alloying Elements (Nominal %) | Min Yield Strength (ksi) | Typical PREN (Cr+3.3Mo+16N) | Primary Hardening Mechanism |
| Alloy 625 | N06625 | Ni (58 min), Cr (21), Mo (9), Nb (3.5) | 60 | ~50 | Solid Solution |
| Alloy 718 | N07718 | Ni (52), Cr (19), Fe (17), Nb (5), Mo (3) | 120 – 150* | ~28 | Precipitation ($\gamma”$ & $\gamma’$) |
| Alloy C-276 | N10276 | Ni (Balance), Cr (15.5), Mo (16), W (3.8) | 41 | ~68 | Solid Solution |
| Alloy C-22 | N06022 | Ni (Balance), Cr (22), Mo (13), W (3) | 45 | ~64 | Solid Solution |
*Note: Yield strength for Alloy 718 is highly dependent on the specific aging treatment applied. Values reflect typical high-strength requirements.
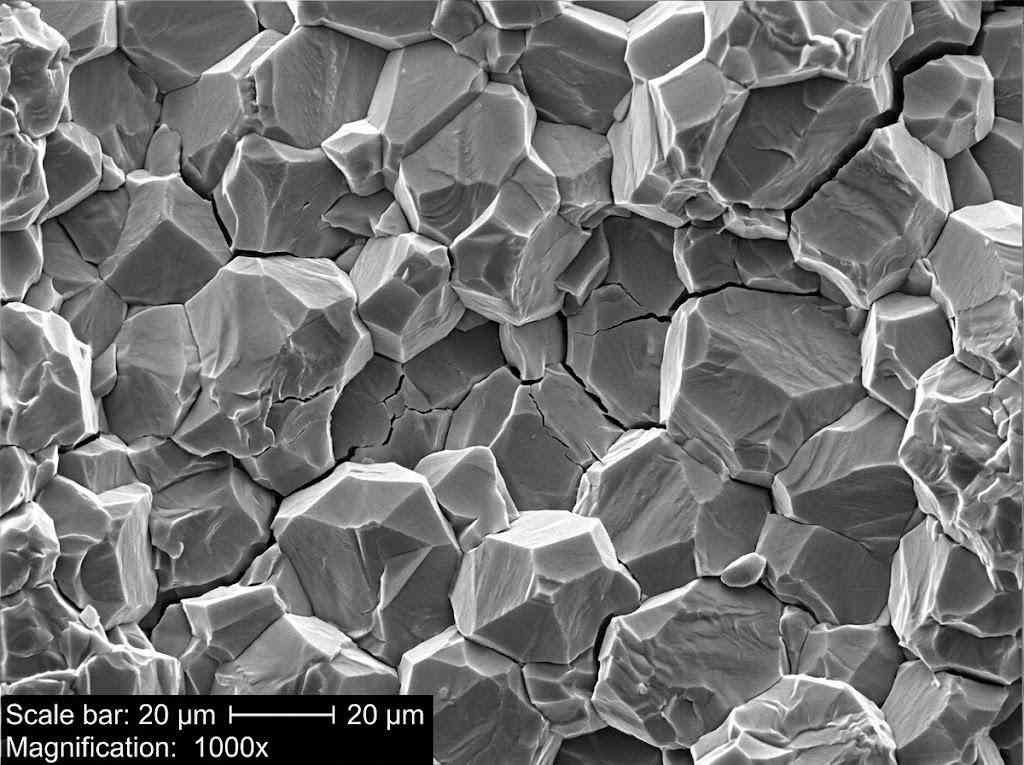
Thermomechanical Processing and Grain Size Control
Chemistry is only half the equation in materials engineering. The mechanical and corrosion-resistant properties of nickel alloys are heavily influenced by their thermomechanical processing history. Advanced OEM custom alloy manufacturing requires a deep understanding of how forging reduction ratios and cooling rates dictate the final ASTM E112 grain size.
For high-temperature creep resistance, a coarser grain structure is generally preferred to minimize grain boundary sliding. However, for applications requiring high fatigue life and superior tensile strength at ambient to moderate temperatures, a fine-grained microstructure is mandatory. A premier OEM nickel alloy supplier understands how to manipulate the soaking temperatures and hot working windows to prevent abnormal grain growth and ensure a uniform, fully recrystallized microstructure. Furthermore, strict limits on tramp elements such as sulfur and phosphorus are essential to prevent hot shortness during forging and to mitigate the risk of intergranular attack in aggressive aqueous environments like flue gas desulfurization (FGD) scrubbers.
Engineering the Right Solution for Your Application
Material failure in extreme environments is rarely caused by a single factor; it is usually the result of a complex interplay between applied stress, fluid chemistry, temperature gradients, and underlying metallurgical flaws. Off-the-shelf materials often fail to address the specific localized challenges of a unique system. Achieving long-term reliability requires shifting from a commodity procurement mindset to an engineering collaboration. By partnering with the technical specialists at 28Nickel, you gain access to deep materials science expertise. We invite engineers and designers to consult with our metallurgical team to evaluate your operational parameters and engineer an alloy solution that guarantees structural integrity under your most demanding conditions.
Related Q&A
Q: How does the niobium concentration affect the weldability and phase stability of Alloy 718?
A: Niobium is the primary elemental driver for the precipitation of the strengthening phase () in Alloy 718. However, excessive segregation of niobium during solidification can lead to the formation of brittle Laves phases in the weld fusion zone. This depletes the surrounding matrix of niobium, reducing local strength and increasing susceptibility to micro-fissuring during post-weld heat treatment (PWHT).
Q: What is the impact of solution annealing temperature on the creep rupture strength of solid solution alloys?
A: Higher solution annealing temperatures (typically above 2150°F / 1175°C) dissolve primary carbides and promote a coarser grain size. According to the Hall-Petch relationship, this reduces ambient temperature yield strength, but significantly enhances high-temperature creep rupture strength by reducing the total grain boundary area, which is the primary pathway for creep deformation at elevated temperatures.
Q: Why specify Alloy C-22 over Alloy C-276 in highly oxidizing acid environments?
A: While Alloy C-276 excels in reducing environments due to its high molybdenum content (16%), it can be vulnerable in strong oxidizing acids (like nitric acid or environments with ferric/cupric ions). Alloy C-22 features a higher chromium content (~22% vs ~15.5%), which vastly improves the stability and repassivation rate of its protective surface oxide layer under highly oxidizing conditions, making it the superior engineering choice for mixed-acid media.