










The extreme operational environments of modern turbine engines and exhaust assemblies leave zero margin for metallurgical inconsistencies. When turbine blades and compressor discs operate at temperatures exceeding 980°C under immense centrifugal loads, the foundational material dictates the failure envelope. Therefore, evaluating and securing a reliable nickel alloy supplier for aerospace applications is a critical engineering decision, not merely a routine supply chain task. To prevent catastrophic low-cycle fatigue (LCF) or stress-rupture failures, engineers must look beyond basic certifications and audit a supplier’s deep understanding of microstructural control, melting practices, and phase precipitation.
The Critical Role of Advanced Melting Practices
The mechanical integrity of high-temperature superalloys begins at the melt. Standard air melting is fundamentally inadequate for aerospace standards due to the reactive nature of alloying elements like titanium and aluminum. When assessing a nickel alloy supplier for aerospace components, the first technical audit should focus on their ingot melting sequences.
For alloys like 718, Waspaloy, or Rene 41, a dual or triple melting process is mandatory. Vacuum Induction Melting (VIM) is utilized as the primary melt to control the basic chemistry and evaporate volatile tramp elements (such as lead, bismuth, and silver) that cause severe grain boundary embrittlement. Following VIM, Vacuum Arc Remelting (VAR) or Electro-Slag Remelting (ESR) is employed to promote a highly directional solidification structure. This secondary step minimizes macro-segregation and mitigates the formation of brittle Laves phases, which are detrimental to the alloy’s fracture toughness and tensile ductility. An experienced nickel alloy supplier for aerospace will possess strict parameters for melt rates and cooling gradients to ensure the structural homogeneity of the resulting billet.
Chemical Composition and Phase Control
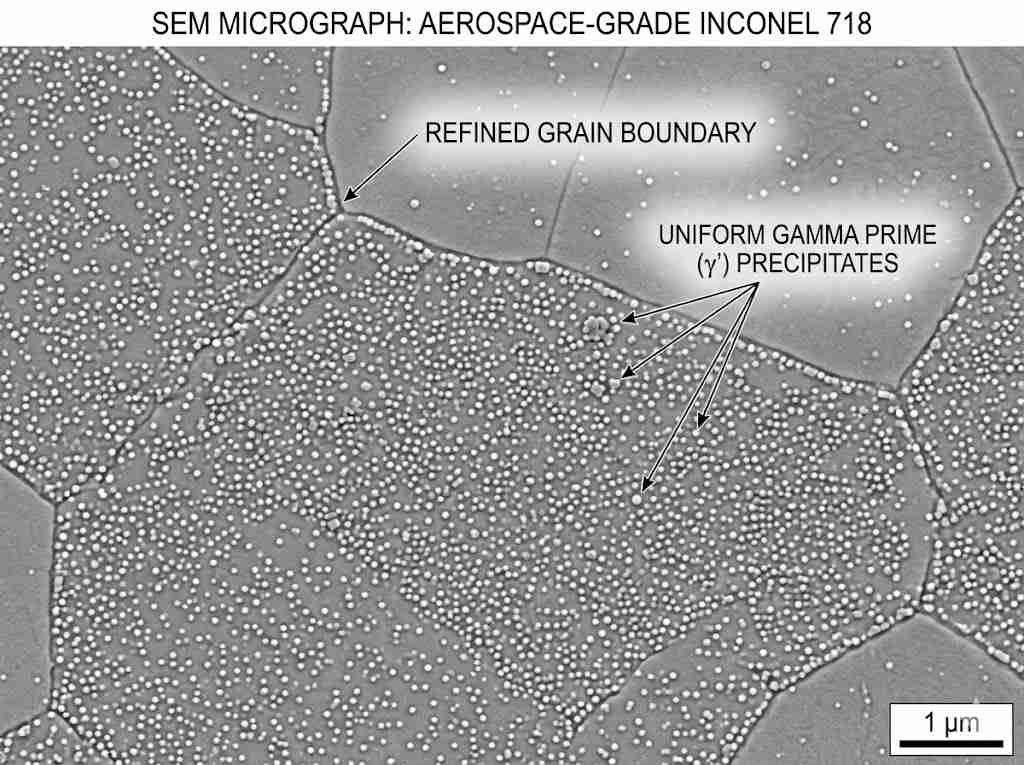
The precise balance of alloying elements dictates the high-temperature capabilities of the material. In precipitation-hardened superalloys, the volume fraction and morphology of the strengthening phases—primarily gamma prime (Ni3(Al,Ti)) and gamma double prime (Ni3Nb)—are hyper-sensitive to the initial chemical composition provided by the mill.
| Superalloy Grade | Ni (%) | Cr (%) | Key Strengthening Elements | Critical Aerospace Application | Max Operating Temp |
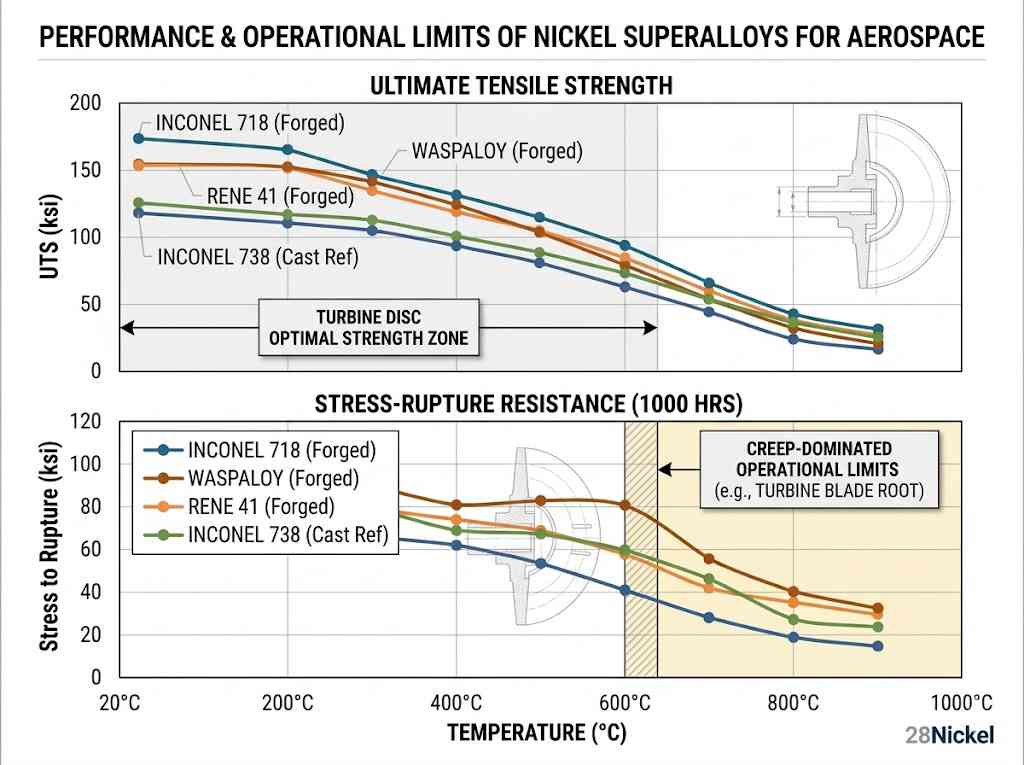
| Alloy 718 | 50.0 – 55.0 | 17.0 – 21.0 | Nb (5.0%), Mo (3.0%), Ti, Al | Compressor discs, stators | 650°C |
| Waspaloy | Balance | 18.0 – 21.0 | Co (13.5%), Mo (4.3%), Ti, Al | Turbine blades, shafts | 870°C |
| Alloy X-750 | 70.0 min | 14.0 – 17.0 | Ti (2.5%), Al (0.7%), Nb | Rocket engine thrust chambers | 815°C |
| Rene 41 | Balance | 18.0 – 20.0 | Co (11.0%), Mo (10.0%), Ti, Al | Afterburner parts, exhaust | 900°C |
Microstructural Homogeneity and Grain Size Management
Even with the correct chemical composition, the thermo-mechanical processing (TMP) route dictates the final grain structure. When communicating with a nickel alloy supplier for aerospace projects, specifications regarding ASTM grain size are paramount.
For components subjected to severe creep conditions (time-dependent deformation under stress at high temperatures), a coarser grain structure (e.g., ASTM 3-5) is typically preferred to reduce grain boundary sliding. Conversely, components limited by high-cycle fatigue (HCF) and tensile strength require a much finer grain structure (e.g., ASTM 8 or finer).
Furthermore, the control of the delta phase (Ni3Nb in an orthorhombic crystal structure) in Alloy 718 is a testament to a supplier’s capability. While excessive delta phase depletes the matrix of niobium and reduces strength, a carefully controlled, needle-like delta phase precipitation at the grain boundaries is essential for pinning grain growth during forging and preventing notch brittleness. If your nickel alloy supplier for aerospace cannot provide detailed time-temperature-transformation (TTT) data or evidence of strict homogenization cycles, the risk of microstructural banding and subsequent in-service failure increases exponentially.
Engineering Alignment and Material Validation
Ultimately, the materials selected for jet engines and space launch vehicles represent the absolute limits of current metallurgical science. Securing these materials requires a collaborative approach between the design engineer and the metallurgists at the source. It is about verifying that the mill can consistently replicate exact forging reductions and heat treatment responses across multiple heats.
At 28Nickel, our engineering team understands that the validation of these superalloys is complex. We focus on the metallurgical science—analyzing inclusions, monitoring trace element limits, and ensuring phase stability—so that your engineering team can design with absolute confidence. If you are currently evaluating materials for high-stress elevated-temperature applications, reaching out to a specialized nickel alloy supplier for aerospace focused on technical rigor is your first step toward component reliability. Connect with our materials engineering team to discuss specific alloy selections, AMS specification nuances, and custom structural requirements.
Related Q&A
Q: Why is Vacuum Arc Remelting (VAR) critical for aerospace-grade Alloy 718?
A: VAR is essential for controlling the solidification structure of the ingot. It minimizes macro-segregation of heavy elements like niobium and molybdenum, significantly reducing the formation of detrimental Laves phases that can cause premature fatigue cracking in critical aerospace forgings.
Q: How do trace elements affect the performance of nickel superalloys in turbine engines?
A: Trace elements like sulfur, phosphorus, lead, and bismuth, even at parts-per-million (ppm) levels, segregate to the grain boundaries. At elevated engine temperatures, these elements lower the cohesive strength of the boundaries, leading to severe embrittlement and a drastic reduction in stress-rupture life.
Q: What is the role of delta phase in controlling the grain size of aerospace nickel alloys?
A: In alloys like Inconel 718, the delta phase precipitates at the grain boundaries. When precipitated correctly during thermo-mechanical processing, it acts as a pinning mechanism that restricts excessive grain growth during high-temperature forging, ensuring the fine grain structure necessary for high tensile and fatigue strength.