










The specification of high-performance materials for extreme environments leaves absolutely zero room for metallurgical variance. Whether you are engineering heat exchangers for aggressive chloride environments, or designing gas turbine hot-section components operating near their solidus temperatures, material integrity is the foundational baseline. When dealing with complex superalloys, ensuring strict adherence to ASTM, ASME, and NACE standards is non-negotiable. This is precisely why partnering with an ISO certified nickel alloy supplier is critical within the first stages of your material selection process. At 28Nickel, our metallurgical engineering team understands that even microscopic deviations in alloy chemistry can drastically reduce fatigue life and corrosion resistance in active service.
Metallurgical Consistency and Trace Element Control
The primary mode of failure in high-temperature and highly corrosive applications often originates at the microscopic level, specifically at the grain boundaries. Tramp elements such as sulfur, phosphorus, and lead, if not strictly controlled during the vacuum induction melting (VIM) or electro-slag remelting (ESR) processes, will segregate. This segregation leads to hot cracking during welding and significantly lowers the high-temperature creep ductility of the finished component.
An ISO certified nickel alloy supplier implements rigorous Quality Management Systems (QMS) that mandate total heat lot traceability and stringent chemical analysis verification. Relying on an ISO compliant vendor ensures that the material you receive does not merely sit at the extreme acceptable edge of an international standard, but rather targets the optimal median of the specification range to guarantee reliable mechanical performance.
| Element | ASTM B446 (UNS N06625) Max Limit | 28Nickel Internal Target | Impact on Material Performance |
| Carbon (C) | 0.10% | $\le$ 0.03% | Mitigates carbide precipitation; improves intergranular corrosion resistance. |
| Sulfur (S) | 0.015% | $\le$ 0.005% | Prevents hot shortness during high-heat welding applications. |
| Phosphorus (P) | 0.015% | $\le$ 0.008% | Enhances overall grain boundary ductility and toughness. |
| Silicon (Si) | 0.50% | $\le$ 0.20% | Reduces the kinetics of detrimental topologically close-packed (TCP) phase formation. |
Validating Localized Corrosion Resistance Metrics
In chemical processing applications involving oxidizing acids or severe pitting environments, the localized corrosion resistance of an alloy is frequently evaluated using the Pitting Resistance Equivalent Number. The standard formula is expressed as . While the raw chemical composition dictates the theoretical PREN, the actual field performance relies heavily on thermo-mechanical processing.
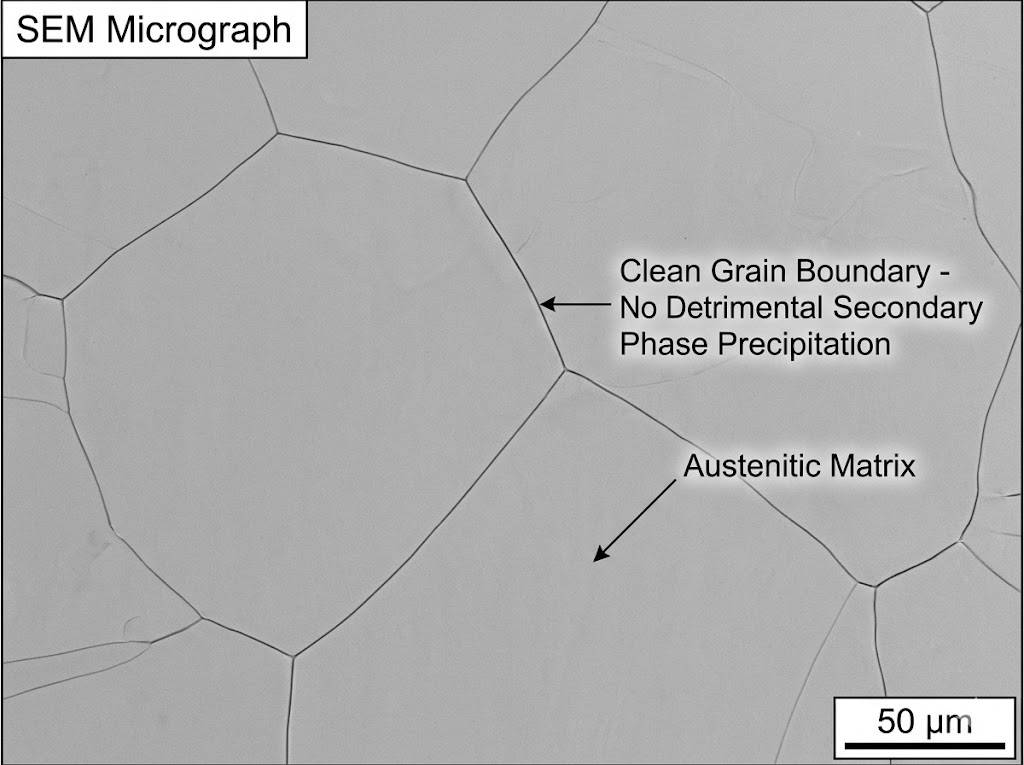
If an alloy is improperly annealed, secondary phases such as the -phase or Laves phase can precipitate. These precipitates deplete the surrounding matrix of crucial elements like molybdenum and chromium, effectively lowering the localized PREN and initiating rapid pitting attack. Utilizing an ISO certified nickel alloy supplier ensures that solution annealing temperatures, soak times, and quench rates are mathematically controlled, calibrated, and documented. This strict process control prevents phase instability and ensures the microstructure remains fully austenitic.
Mechanical Property Assurance at Elevated Temperatures
For structural components operating in the creep regime, grain size is arguably as critical as the chemical composition itself. According to ASTM E112 standards, a finer grain size generally provides higher tensile fatigue strength at lower temperatures, while a coarser grain size is preferred to optimize creep-rupture strength at elevated temperatures.
Established ISO certified nickel alloy suppliers utilize heavily audited manufacturing parameters to lock in the desired average grain size during the final cold working and heat treatment cycles. This guarantees that when a yield strength of 120 ksi is required at elevated temperatures for an age-hardenable alloy like Inconel 718, the precipitation of the strengthening (gamma double prime) phase is uniform and predictable throughout the entire cross-section of the material.
Conclusion: Engineering Reliability from the Melt
Selecting the correct superalloy is only half the engineering equation; securing that alloy from a source with an audited, unyielding commitment to metallurgical precision is the other. Without comprehensive traceability, stringent chemical tolerances, and verified mechanical testing, the theoretical capabilities of an alloy remain theoretical. Mandating an ISO certified nickel alloy supplier for your project mitigates risk, prevents premature field failures, and extends the operational lifecycle of your most critical assemblies.
Our team of materials engineers at 28Nickel possesses decades of experience in high-performance metallurgy. We invite you to contact our technical department for deep-dive material selection consulting, corrosion data review, and metallurgical support for your next high-stakes design project.
Related Q&A:
Q: How does ISO 9001 certification affect the positive material identification (PMI) process for nickel superalloys?
A: ISO certification mandates a fully documented calibration and execution procedure for PMI testing. It ensures that handheld XRF or OES equipment is regularly calibrated against certified reference materials, eliminating the risk of alloy mix-ups in critical piping or pressure vessel applications.
Q: Can an ISO certified nickel alloy supplier guarantee specific grain sizes for Alloy 825?
A: Yes. Through tight control of the cold reduction percentages and subsequent annealing temperature profiles, an ISO-compliant facility can tailor the thermo-mechanical processing to yield a specific ASTM grain size range, optimizing the material for either low-temperature toughness or high-temperature stability.
Q: Why is heat lot traceability critical for nickel-molybdenum alloys in reducing environments?
A: Traceability ensures that the exact carbon and silicon levels of the specific heat are known. In nickel-molybdenum alloys (like the Hastelloy B series), even minor variations in these elements can drastically accelerate intergranular corrosion in reducing acids, making exact lot data essential for lifecycle calculations.