Wenn Ingenieure Fragen zu folgenden Themen stellen Hastelloy C-276 Korrosionsbeständigkeit in Schwefelsäure, stellen sie in der Regel keine theoretische Frage. Sie versuchen, ein ganz praktisches Versagen zu verhindern: undichte Transferleitungen, Verlust von Wärmetauscherplatten, unerwarteter Schweißnahtangriff oder ein Behälter, der auf einem allgemeinen Korrosionsdiagramm akzeptabel aussah, aber die reale Flottenchemie nicht überlebt hat. C-276 ist nach wie vor eine der am häufigsten spezifizierten Ni-Cr-Mo-Legierungen, da seine Chemie ein ausgewogenes Verhältnis zwischen der Fähigkeit, Säuren zu reduzieren, und einer sinnvollen Toleranz gegenüber oxidierenden Verunreinigungen aufweist. Aber beim Einsatz in Schwefelsäure ist die richtige Antwort nie nur “ausgezeichnet”. Sie hängt von der Konzentration, der Temperatur, der Belüftung und den anderen in der Säure gelösten Stoffen ab.
Auf der Ebene der Metallurgie ist dieses Gleichgewicht nicht zufällig. Haynes listet C-276 mit einem ungefähren Gleichgewicht von Nickel, 16 Gew.% Chrom, 16 Gew.% Molybdän und 4 Gew.% Wolfram auf, mit extrem wenig Kohlenstoff und Silizium. In der Praxis ist dies der Grund, warum die Legierung sowohl oxidierende als auch nicht-oxidierende Säuren besser als die meisten rostfreien Güten bewältigen kann und gleichzeitig die Schweißzonen weit weniger anfällig sind als bei älteren Korrosionslegierungen. Für Schwefelsäuresysteme ist diese Kombination von Bedeutung, da die Säure mit steigender Konzentration von vorwiegend reduzierendem Verhalten zu komplexerer Elektrochemie übergehen kann, insbesondere im Bereich von 60 bis 70 Gew.%.
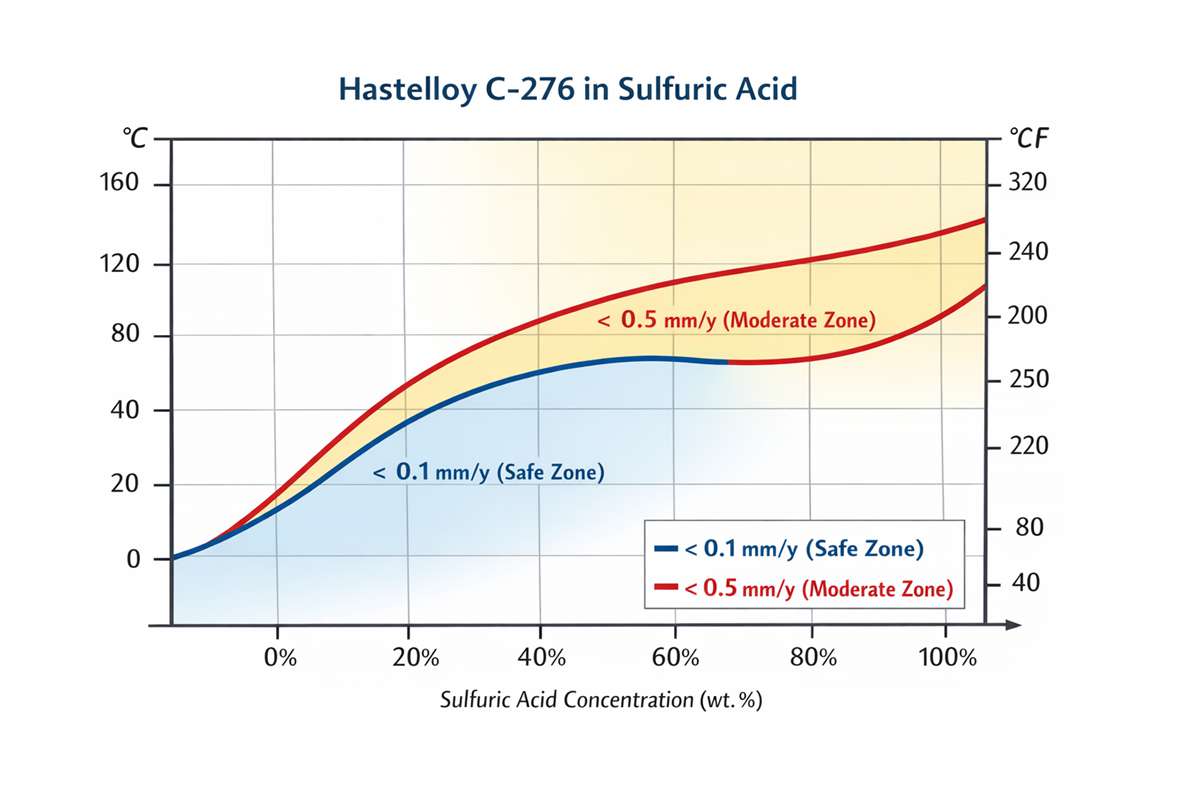
Die nützlichste Art zu lesen Korrosionsbeständigkeit von Hastelloy C-276 in Schwefelsäure durch die Logik der Isokorrosion und nicht durch eine einzige “Ja/Nein”-Materialbewertung. Haynes definiert die blaue Linie in seinen Diagrammen als 0,1 mm/y und die rote Linie als 0,5 mm/y. Unterhalb der 0,1 mm/y-Linie gilt Korrosion im Allgemeinen als sehr sicher für langlebige Anlagen; zwischen 0,1 und 0,5 mm/y kann die Legierung je nach Korrosionszulassung, Inspektionsintervall und Kritikalität der Komponenten noch lebensfähig sein. Auf dem vergleichenden Schwefelsäure-Diagramm liegt C-276 über einen großen Teil des Konzentrationsbereichs deutlich über 316L, 254SMO und Alloy 625, was erklärt, warum es so oft für den aggressiven CPI-Schwefelsäureeinsatz ausgewählt wird, wenn nichtrostende Stähle marginal werden.
Ein paar konkrete Daten sind aussagekräftiger als Marketingsprache:
| Schwefelsäurekonzentration (Gew.%) | 66°C / 150°F (mm/Jahr) | 79°C / 175°F (mm/Jahr) | 93°C / 200°F (mm/Jahr) | 107°C / 225°F (mm/Jahr) | 121°C / 250°F (mm/Jahr) | Sieden (mm/Jahr) |
|---|---|---|---|---|---|---|
| 10 | — | 0.03 | 0.14 | — | — | 0.18 |
| 20 | — | 0.05 | 0.40 | — | — | 0.49 |
| 50 | 0.02 | 0.26 | 0.62 | 1.13 | 2.33 | 3.64 |
| 70 | 0.05 | 0.16 | 0.50 | 1.06 | 13.68 | — |
| 90 | 0.03 | 0.05 | 0.46 | 1.64 | 4.79 | — |
| 96 | — | 0.04 | 0.18 | 0.95 | — | — |
Quellenangabe: Schwefelsäure in Reagenzienqualität, Laborbedingungen; Haynes empfiehlt ausdrücklich Feldversuche vor der industriellen Verwendung.
Was auffällt, ist, dass Korrosionsbeständigkeit von Hastelloy C-276 in Schwefelsäure wird nicht allein durch die Konzentration gesteuert. Bei 70 Gew.%-Säure zeigt die Legierung immer noch nur 0,16 mm/Jahr bei 79°C und 0,50 mm/Jahr bei 93°C, aber sie steigt steil auf 13,68 mm/Jahr bei 121°C an. Bei 90 Gew.%-Säure sieht dieselbe Legierung bei 79°C überraschend gut aus, um dann mit steigender Temperatur über einen konservativen Langlebigkeitsbereich hinauszuwachsen. Mit anderen Worten: Die Temperatur ist in der Regel die erste Variable, die es festzulegen gilt, nicht die letzte. Das ist genau der Grund, warum Ingenieure in Schwierigkeiten geraten, wenn die Beschaffung nur nach der “Schwefelsäurekonzentration” fragt und die tatsächliche thermische Hülle ignoriert.
Es gibt noch einen weiteren praktischen Aspekt. Daten über reine Schwefelsäure sind nützlich, aber Pflanzensäure ist oft nicht rein. Haynes stellt fest, dass Ni-Cr-Mo-Legierungen wie C-276 in reiner Schwefelsäure eine hohe Beständigkeit aufweisen, während Chrom auch einen gewissen Schutz gegen oxidierende Stoffe in industriellen Lösungen bietet. Gleichzeitig können dieselben industriellen Lösungen viel weniger verzeihend sein als Reagenzsäure. In hochkonzentrierter industrieller Schwefelsäure, insbesondere im 92-99 Gew.-%-“superoxidierenden” Bereich von Hüttenabgasen, können Nickel-Chrom-Molybdän-Legierungen noch bis etwa 95 °C verwendet werden, aber oberhalb dieser Temperatur sind möglicherweise andere Materialien erforderlich, die alternative Schutzfilme bilden. An dieser Grenze ist ein allgemeines Korrosionsdiagramm nicht mehr ausreichend.
Für die Verarbeiter ist der Schweißpunkt ebenso wichtig. Ein Grund, warum Einkäufer weiterhin C-276 für Behälter und Stutzen verwenden, Reduzierstücke, und Spulenbaugruppen ist, dass sein sehr niedriger Kohlenstoff- und Siliziumgehalt dazu beiträgt, die Korrosionsbeständigkeit nach dem Schweißen zu erhalten. Haynes’ Schweißkorrosionsdaten in Schwefelsäure bei 66°C zeigen Korrosionsraten für das gesamte Schweißgut von 0,03 mm/Jahr in 30 und 50 Gew.% Säure, 0,13 mm/Jahr in 70 Gew.% und 0,11 mm/Jahr in 90 Gew.%; die entsprechenden Werte für das Grundmetall in Knetausführung sind sogar noch niedriger. Dies ist kein Freibrief für die Vernachlässigung der Verfahrensqualifikation, des Beizens oder der Kontrolle der Wärmefärbung, aber es ist ein wichtiger Grund dafür, dass C-276 eine verlässliche Legierung für Schwefelsäureanlagen bleibt.
Also, ist Korrosionsbeständigkeit von Hastelloy C-276 in Schwefelsäure gut genug für Ihren Dienst? Sehr oft ja - aber nur, wenn die Dienstleistung richtig definiert ist. Fragen Sie nach fünf Variablen, bevor Sie das Material freigeben: Säurekonzentration, Betriebs- und Umschalttemperatur, oxidierende Verunreinigungen, Halogenide/Chloride und ob das Bauteil geschmiedet oder stark geschweißt ist. Wenn Sie diese Angaben machen können, wird die Materialauswahl zu einer technischen Aufgabe und nicht zu einem Ratespiel. Bei schwerwiegenden Schwefelsäureanwendungen ist es in der Regel dieser Unterschied, der eine 10-jährige Anlage von einer teuren Stilllegung trennt.

Schlussfolgerung
In Schwefelsäure ist C-276 am besten als hochmargige technische Legierung zu verstehen, nicht als universelle Lösung. Seine Ni-Cr-Mo-W-Chemie gibt ihm ein breites Fenster, vor allem dort, wo nichtrostende Stähle wegfallen, und seine Schweißleistung ist einer der Gründe, warum man ihm immer noch weitgehend vertraut. Wirklich verlässlich wird die Entscheidung jedoch erst, wenn Konzentration, Temperatur und Verunreinigungsprofil zusammen mit den tatsächlichen Prozessbedingungen überprüft werden.
Verwandte Fragen und Antworten
Q1: Ist Hastelloy C-276 in Schwefelsäure besser als 316L?
Unter vielen Schwefelsäurebedingungen, ja. Vergleichende Haynes-Diagramme zeigen, dass C-276 bei der zulässigen Temperatur über einen Großteil des Konzentrationsbereichs deutlich über 316L liegt, weshalb 316L oft lange vor C-276 grenzwertig wird.
F2: Kann geschweißtes Hastelloy C-276 für den Einsatz in Schwefelsäure verwendet werden?
Normalerweise ja, vorausgesetzt, die Herstellung wird kontrolliert. Haynes-Daten zeigen niedrige Korrosionsraten für C-276-Schweißgut in 30 bis 90 Gew.%-Schwefelsäure bei 66°C, obwohl Schweißnahtqualität, Oberflächenbeschaffenheit und Verunreinigungen in der Strömung immer noch eine Rolle spielen.
F3: Was ist der größte Fehler bei der Auswahl von C-276 für Schwefelsäure?
Behandlung von Schwefelsäure als ein einziges Medium. Temperatur, oxidierende Spezies, Halogenide und tatsächliche Verunreinigungen in der Anlage können das Korrosionsverhalten drastisch verändern. Daher sollte die Auswahl auf der gesamten Chemie der Flotte basieren und nicht nur auf der nominellen H2SO4-Konzentration.