Si un Níquel 200 una soldadura parece aceptable por fuera pero falla en un pliegue de raíz, tiene fugas en servicio cáustico o vuelve de la PT con indicaciones dispersas, el problema rara vez es “sólo la técnica del soldador”. En la práctica, un Lista de control de calidad del procedimiento de soldadura de níquel 200 no se trata tanto de papeleo como de controlar las variables a las que el níquel puro es especialmente sensible: contaminación superficial, estado del óxido, selección del material de aportación, pureza del gas y forma del cordón. El níquel 200 es un níquel forjado comercialmente puro con una buena soldabilidad, pero también es vulnerable a la fragilización relacionada con el azufre y a los contaminantes de baja fusión como el plomo, el estaño, el zinc y el bismuto si la limpieza es descuidada.
Muchos talleres subestiman este último punto. El níquel puro no perdona los trapos sucios, los discos de esmerilado mezclados o las prácticas de gas de protección “lo suficientemente cerca” como a veces parece hacerlo un trabajo rutinario con acero inoxidable. La guía de Special Metals ilustra incluso la fragilización por azufre en Níquel 200 causada por una mala disciplina de limpieza, contrastando una unión limpiada con disolvente y un paño limpio frente a otra limpiada con un paño sucio. Por ello, una Lista de control de calidad del procedimiento de soldadura de níquel 200 comienza antes del inicio del arco: la identidad del material, la temperatura de servicio, la preparación de las juntas, la segregación de las herramientas y el control de la contaminación ya deben estar cerrados.
Desde el punto de vista metalúrgico, hay otro punto de comprobación que muchos compradores e incluso algunos fabricantes pasan por alto: ¿necesita realmente Níquel 200, o la temperatura de servicio le empuja hacia el Níquel 200? Níquel 201? El níquel 201 es preferible por encima de los 315°C (600°F) porque su menor contenido en carbono resiste la grafitización y la fragilización intergranular a temperaturas elevadas. Si el plano indica Níquel 200, pero el equipo va a estar expuesto de forma continuada a altas temperaturas alcalinas o en el horno, la lista de comprobación debe forzar esta conversación antes de que comience la producción, no después de un ciclo de reparación de la soldadura.

Por qué es importante una lista de comprobación de la calidad del procedimiento de soldadura con níquel 200
El objetivo de un Lista de control de calidad del procedimiento de soldadura de níquel 200 no es duplicar la EPS. Se trata de verificar que la WPS se ejecuta en condiciones en las que el níquel puro puede producir realmente una soldadura sólida. El óxido de níquel es un ejemplo clásico. El níquel 200 se funde a unos 2615-2635 °F, mientras que el óxido de níquel se funde mucho más alto; si el óxido permanece en la ranura, el metal base puede fundirse mientras que el óxido permanece sólido, lo que provoca una falta de fusión. Por este motivo, la zona de unión debe limpiarse mediante esmerilado, chorreado abrasivo, mecanizado o decapado. El cepillado con alambre por sí solo no es suficiente cuando el óxido está establecido; de hecho, la guía advierte explícitamente de que el cepillado puede limitarse a pulir el óxido y ocultarlo a la vista.
La elección del proceso sigue la misma lógica. El GTAW suele ser la primera opción para el níquel 200 de sección fina porque permite un control estricto de la entrada de calor y de la química del baño; para el GTAW se recomienda el electrodo negativo de corriente continua. Para GMAW, se utiliza corriente continua de polaridad inversa, y el argón o las mezclas de argón-helio son estándar; deben evitarse las adiciones de oxígeno o dióxido de carbono porque pueden oxidar la superficie del cordón y provocar porosidad en las soldaduras de níquel puro. Para materiales finos y trabajos autógenos, el helio puede mejorar la velocidad y reducir la porosidad, pero también aumenta la energía del arco y puede hacer que los arranques a baja corriente sean menos estables.
La selección del metal de aportación también debe ser deliberada. Para el Níquel 200/201, los consumibles de clase ERNi-1 y ENi-1 son opciones estándar; los datos del fabricante de Techalloy 208 y Special Metals Nickel Filler Metal 61 los identifican específicamente para la soldadura de Níquel 200 y 201. Special Metals también señala que el titanio en el metal de aportación de níquel 61 ayuda a mantener un bajo nivel de carbono libre, lo que resulta útil cuando la compatibilidad con el níquel 201 es importante. Las reparaciones SMAW se realizan normalmente con electrodos de clase ENi-1, como el electrodo de soldadura de níquel 141.
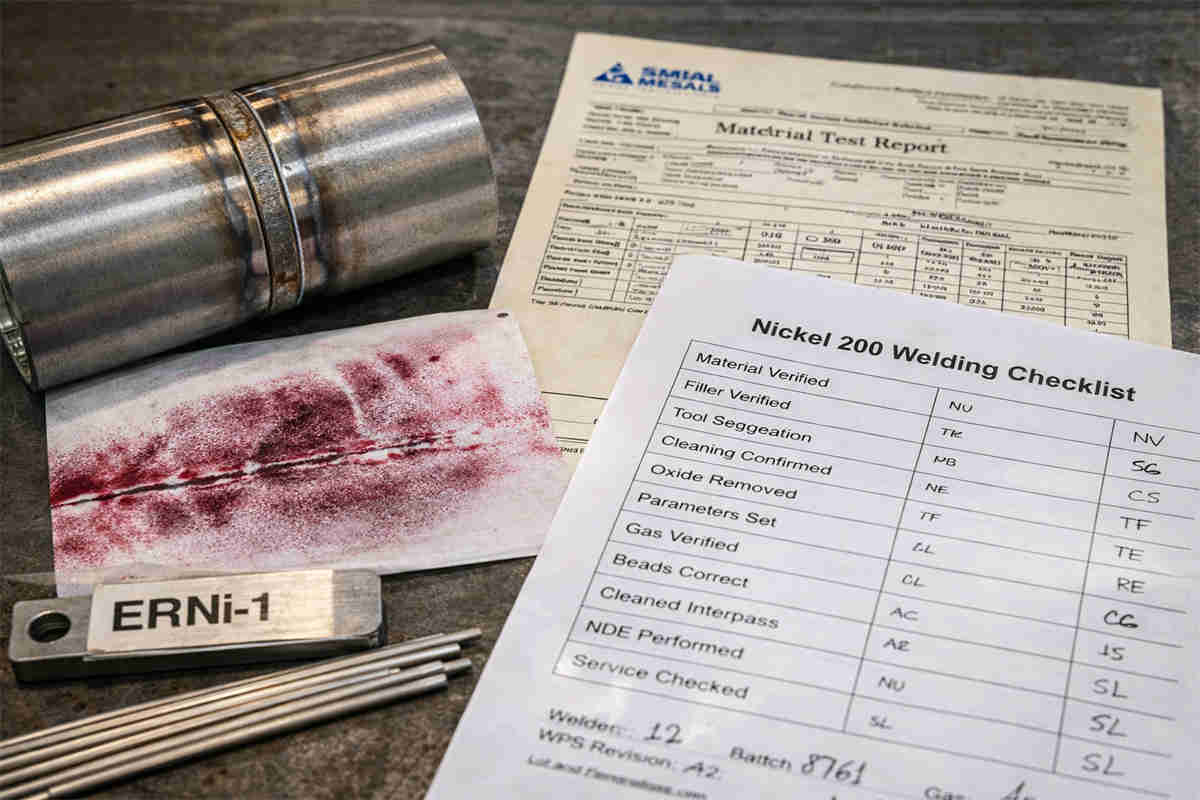
Níquel 200 Tabla de lista de comprobación de calidad del procedimiento de soldadura
En Lista de control de calidad del procedimiento de soldadura de níquel 200 es una herramienta práctica para ingenieros, inspectores de control de calidad y equipos de compras que revisan la fabricación subcontratada. Sintetiza los datos de aleación del fabricante, la guía de unión y las notas de aplicación del metal de aportación.
| Escenario | Control de calidad | Cómo es “aceptable | Por qué es importante |
|---|---|---|---|
| Recepción de material | Metal base verificado | MTR coincide con UNS N02200; número térmico trazable; temperatura de servicio revisada frente a Níquel 200 vs 201 | Evita la liberación de aleaciones erróneas y el uso indebido a temperaturas elevadas |
| Consumibles | Metal de relleno confirmado | ERNi-1/ENi-1 o equivalente aprobado; certificados de lote disponibles | Mantiene la química de la soldadura alineada con el servicio de níquel puro. |
| Control de herramientas | Segregación | Muelas, limas, cepillos y superficies de manipulación dedicadas o libres de contaminación | Reduce la captación de hierro y el riesgo de contaminantes de baja fusión |
| Limpieza previa a la soldadura | Eliminación de la contaminación orgánica | Aceites, pinturas, rotuladores, lubricantes de conformación y suciedad del taller eliminados con un disolvente/limpiador adecuado y un paño limpio. | El níquel 200 es sensible a los contaminantes azufrados y de baja fusión. |
| Preparación de bordes | Óxido totalmente eliminado | Caras del bisel y zona adyacente metal brillante; sin película de óxido vitrificado | El óxido provoca falta de fusión y humectación inestable |
| Configuración del proceso | Corregir las variables del proceso | GTAW en DCEN o GMAW en DCEP; sólo gas de protección inerte | Una polaridad incorrecta o un gas reactivo degrada rápidamente la calidad del cordón |
| Gas de protección | Selección de gas adecuada | Argón para GTAW; argón o mezcla de argón y helio para GMAW; sin adiciones de O2/CO2 para níquel puro. | Minimiza la oxidación, la porosidad y el perfil irregular del talón |
| Control térmico | Entrada de calor disciplinada | No requiere precalentamiento rutinario a menos que el metal esté muy frío; utilice cordones pequeños y evite la soldadura excesiva. | Limita la distorsión, la porosidad por condensación y la dilución excesiva |
| Perfil de la cuenta | Contorno de soldadura correcto | Perlas ligeramente convexas; buena unión; sin lapeado en frío ni concavidad. | La guía de aleación de níquel prefiere específicamente contornos ligeramente convexos |
| Limpieza interpasos | Escoria/óxido eliminados correctamente | Escoria SMAW astillada y cepillada con cepillo inoxidable no contaminado; el óxido visible se elimina mediante esmerilado/chorreado. | El óxido oculto entre las pasadas es una causa frecuente de rechazo |
| Inspección | Control de calidad finalizado | VT más PT cuando se especifique; mapa de reparación, ID del soldador, revisión WPS, lote de relleno y registro de gas registrados. | Convierte una buena soldadura en una entrega rastreable y defendible |
| Revisión final de ingeniería | Comprobación de la compatibilidad de los servicios | Juntas disimilares, servicio cáustico y temperatura elevada revisados antes del envío | Evita fallos de campo que pasan la inspección en taller pero fallan en servicio. |
Utilización de la lista de comprobación de la calidad del procedimiento de soldadura con níquel 200 en el taller
Dónde está el Lista de control de calidad del procedimiento de soldadura de níquel 200 gana su valor está en la prevención de fallos, no en la explicación posterior al fallo. Si la ductilidad del pliegue de raíz es pobre, miro primero la contaminación y el contorno del cordón. Si el TP muestra indicaciones lineales aleatorias, compruebo la eliminación de óxido entre pasadas y si el soldador pulió la superficie en lugar de eliminar realmente el óxido. Si aparece porosidad, la composición del gas de protección, la estabilidad del flujo, las corrientes de aire y el metal frío con condensación ocupan los primeros puestos de la lista. Precalentamiento aleaciones de níquel generalmente no es necesario, pero cuando el metal base está a 2°C (35°F) o menos, la zona de soldadura debe calentarse por encima de la temperatura ambiente para evitar la porosidad provocada por la condensación.
Para el control de la subcontratación, yo añadiría una capa más al Lista de control de calidad del procedimiento de soldadura de níquel 200Revisión de documentos. Solicite la EPS, la cualificación del soldador, los certificados de relleno, las MTR y los registros finales de END en un solo paquete, no en correos electrónicos separados durante tres semanas. Si el trabajo implica acero con revestimiento de níquel, uniones disimilares o servicio a temperaturas cercanas o superiores a 600 ºF, no acepte una declaración genérica de “procedimiento de aleación de níquel”. Exija al fabricante que identifique el metal base exacto, la clasificación del material de aportación, el gas de protección, la polaridad y el método de limpieza. Esta única disciplina elimina muchos de los trabajos que parecen baratos en la fase de pedido y caros después de la puesta en marcha.
Conclusión
Una buena Lista de control de calidad del procedimiento de soldadura de níquel 200 no es larga porque sí. Es preciso. Obliga a controlar la contaminación, el óxido, el relleno, el gas, el aporte de calor y los registros antes de que esas variables se conviertan en defectos caros. En el caso del níquel puro, esa es la diferencia entre una soldadura que simplemente pasa la inspección visual y otra que sobrevive a un servicio químico real. Si su proyecto incluye equipos de álcalis cáusticos, selección de níquel 200/201 o revisión de soldaduras subcontratadas, 28Nickel puede ayudarle a traducir estos puntos de comprobación en una práctica hoja de revisión de compras y fabricación adaptada a su aplicación.
Preguntas y respuestas relacionadas
1) ¿Qué metal de aportación se utiliza normalmente para la soldadura de Níquel 200?
Para GTAW y GMAW, los metales de aportación de clase ERNi-1 son comunes, y para SMAW, los electrodos de clase ENi-1 son estándar. La documentación del fabricante sobre Techalloy 208, el metal de aportación de níquel 61 y el electrodo de soldadura de níquel 141 menciona específicamente las aplicaciones del níquel 200/201.
2) ¿Níquel 200 requiere precalentamiento antes de la soldadura?
Normalmente no. Las directrices generales para la unión de aleaciones de níquel indican que normalmente no es necesario precalentar las aleaciones de níquel antes de soldarlas. La excepción importante es el metal base muy frío, en el que calentar la zona ayuda a evitar la condensación y la porosidad resultante.
En primer lugar, la contaminación, especialmente los residuos de taller que contienen azufre, los paños sucios, los restos de rotulador o pintura y la contaminación por metales de baja fusión. El óxido que queda en la ranura es el segundo porque puede crear defectos de falta de fusión incluso cuando el soldador maneja el arco de forma competente.


