A menudo se habla de la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico como si fuera una propiedad única y fija. En la práctica, no es así. El rendimiento del UNS N06022 cambia con la concentración de ácido, la temperatura, la contaminación oxidante, el régimen de flujo y si los datos proceden de un ácido de laboratorio limpio o de un circuito de proceso sucio con cloruros, iones férricos u oxígeno disuelto. Esta distinción es importante, ya que muchos de los costosos fallos de los materiales se producen cuando los compradores consideran que “una buena resistencia al ácido sulfúrico” es una afirmación universal en lugar de una relación concentración-temperatura. HASTELLOY C-22 es una aleación Ni-Cr-Mo-W con una composición química nominal de equilibrio Ni, 22% Cr, 13% Mo, 3% W y 3% Fe, y su alto contenido en cromo es una de las razones de su buen comportamiento no sólo en medios reductores, sino también en entornos oxidantes o ácidos mixtos.
Desde la perspectiva de un ingeniero de corrosión, la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico debería juzgarse menos por los folletos y más por tres preguntas: ¿cuál es la concentración de ácido, cuál es la temperatura real del metal y qué impurezas hay presentes? Los datos de corrosión y los diagramas de iso-corrosión de Haynes se basan en ácido sulfúrico de grado reactivo en condiciones de laboratorio, y Haynes recomienda explícitamente realizar pruebas de campo antes del uso industrial. Esta advertencia no es letra pequeña, sino la base de una buena selección de aleaciones.
Por qué la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico no es un número único
La metalurgia explica el comportamiento. En el ácido sulfúrico puro, el molibdeno es muy beneficioso, y las aleaciones de níquel-molibdeno suelen mostrar la mayor resistencia. Pero el ácido sulfúrico industrial rara vez es un medio reductor ideal. Las especies oxidantes pueden desestabilizar aleaciones que parecen excelentes en las tablas de “ácido limpio”. Las aleaciones de níquel-cromo-molibdeno, como la C-22, conservan una alta resistencia al ácido sulfúrico al tiempo que obtienen una protección adicional del cromo cuando aparecen especies oxidantes en servicio. La guía de corrosión más amplia de Haynes lo afirma directamente: en el ácido sulfúrico industrial que contiene especies oxidantes, un mayor contenido de cromo dentro de la familia Ni-Cr-Mo aumenta la protección. Por ello, el C-22 se selecciona a menudo no porque sea el mejor en ácido sulfúrico puro en todos los puntos, sino porque es una de las aleaciones más tolerantes en condiciones mixtas, contaminadas o alteradas.
También es aquí donde los ingenieros confunden a veces el C-22 con el C-276. El HASTELLOY C-22 tiene más cromo que el C-276 y, según Haynes, tiene una resistencia mucho mayor a los medios oxidantes y una resistencia excepcional a las picaduras inducidas por cloruros. En los sistemas de ácido sulfúrico en los que puede producirse entrada de cloruros, arrastre oxidante o cruce de ciclos de limpieza, ese margen adicional es a menudo más valioso que perseguir el mejor número de ácido puro sobre el papel. Se trata de una deducción de ingeniería extraída de la química de las aleaciones y de las directrices sobre corrosión publicadas, no de una regla general para todas las plantas.
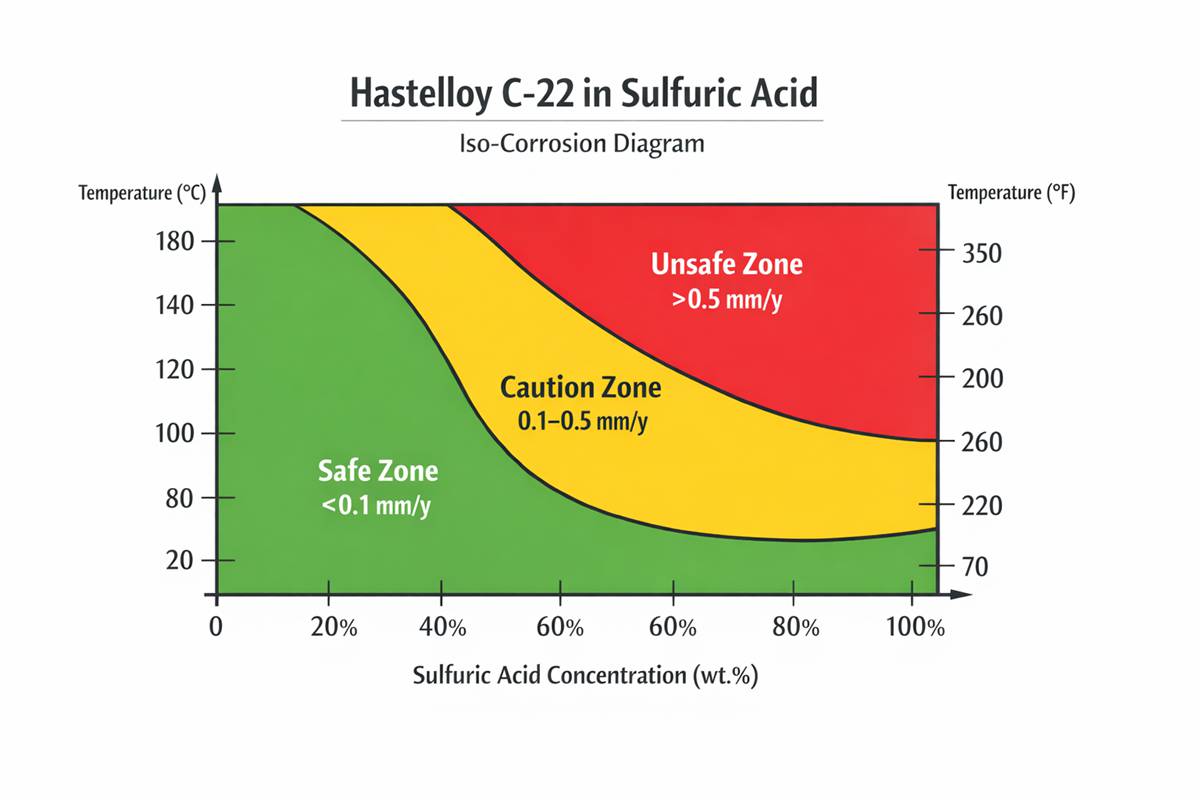
A continuación se muestran índices de corrosión de laboratorio representativos de la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico, extraídos de los datos de ácido sulfúrico de Haynes para soluciones de grado reactivo. Las cifras más bajas son mejores; como pantalla práctica, los gráficos de iso-corrosión de Haynes utilizan 0,1 mm/año como umbral “muy seguro” y 0,5 mm/año como límite más alto pero a veces todavía manejable, dependiendo de la vida de diseño y de la tolerancia a la corrosión.
| Concentración de ácido sulfúrico | 150°F / 66°C | 79°C / 175°F | 93°C / 200°F | Hervir |
|---|---|---|---|---|
| 10 peso.% | — | 0,02 mm/año | 0,04 mm/año | 0,29 mm/año |
| 20 peso.% | 0,01 mm/año | 0,03 mm/año | 0,28 mm/año | 0,83 mm/año |
| 40 peso.% | 0,01 mm/año | 0,31 mm/año | 0,87 mm/año | 3,99 mm/año |
| 60 peso.% | — | 0,67 mm/año | 0,95 mm/año | — |
| 80 peso.% | — | 1,44 mm/año | 2,16 mm/año | — |
| 96 peso.% | 0,10 mm/año | — | 1,10 mm/año | — |
Inmediatamente saltan a la vista algunas pautas. En primer lugar, la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico es fuerte en concentraciones bajas a moderadas cuando se controla la temperatura del metal. Con una concentración de ácido de 10 a 20 wt.%, la aleación permanece en un régimen de corrosión muy bajo hasta aproximadamente 79°C, pero el índice aumenta a medida que la temperatura sube hacia 93°C y más. En segundo lugar, en el rango de concentración medio-alto es donde la ventana de diseño se estrecha rápidamente. Con ácido sulfúrico de 40 wt.%, el índice sigue siendo de sólo 0,01 mm/año a 66°C, pero aumenta a 0,87 mm/año a 93°C y a casi 4 mm/año en ebullición. En tercer lugar, un ácido muy concentrado no es automáticamente “más seguro”. Con ácido sulfúrico de 96 wt.%, el C-22 es de unos 0,10 mm/año a 66°C, pero ya de unos 1,10 mm/año a 93°C.
Cómo utilizar los datos en equipos reales
Para los reactores, enfriadores de ácido, tuberías de absorción, carretes de transferencia y componentes internos de las torres, la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico debe validarse en función de los siguientes parámetros temperatura real del metal, no sólo la temperatura del líquido a granel. He visto números de laboratorio aceptables mal aplicados a boquillas con camisa de vapor, piernas muertas, zonas HAZ de soldadura bajo depósitos y secciones de descarga de bombas donde el calentamiento rápido cambió el régimen de corrosión. En servicio con ácido sulfúrico, diez o quince grados pueden hacer que una aleación pase de estar cómodamente por debajo de 0,1 mm/año a una tasa que empiece a erosionar los intervalos de mantenimiento. Los datos de la aleación indican la dirección del riesgo; los detalles del proceso determinan la rapidez con la que se llega a ese punto.
Otro punto que merece destacarse: los datos de ácido sulfúrico de laboratorio no reflejan totalmente el ácido de planta contaminado. La guía de corrosión de Haynes señala que el ácido sulfúrico industrial altamente concentrado, especialmente el ácido de 92 a 99 wt.% producido a partir de gases de fundición, se comporta como un entorno “superoxidante”. En esas soluciones, las aleaciones de níquel-cromo-molibdeno pueden seguir siendo utilizables hasta unos 95°C, pero por encima de esa temperatura pueden ser necesarios otros sistemas de materiales, incluidos los materiales inoxidables o a base de níquel con alto contenido en silicio. Esto es importante para las plantas de concentración de ácidos, los trenes de limpieza de gases y los circuitos de recuperación de calor, donde los compradores asumen que una aleación Ni-Cr-Mo es automáticamente el final de la discusión. Pero no es así.
Entonces, ¿es el Hastelloy C-22 una buena elección para el ácido sulfúrico? Sí, a menudo excelente, pero sólo cuando la lógica de selección es disciplinada. En el caso del ácido sulfúrico limpio y puramente reductor, algunas aleaciones de molibdeno superior pueden superarlo en intervalos de temperatura más amplios. En el caso de corrientes de ácido sulfúrico que pueden contener oxidantes, cloruros o sustancias químicas mixtas, el C-22 suele ser la opción más equilibrada porque el cromo mejora la solidez frente a esas complicaciones del mundo real. Esta conclusión es coherente con las orientaciones publicadas sobre corrosión, aunque la selección final sigue requiriendo una revisión específica para cada servicio.

Conclusión
Si su equipo está evaluando la resistencia a la corrosión del Hastelloy C-22 en ácido sulfúrico, no se detenga en una hoja de datos genérica de la aleación. Empiece por la concentración, la temperatura real de la pared, las impurezas oxidantes, la contaminación por cloruros, la velocidad y si el componente presenta bolsas estancadas o tinte térmico adyacente a la soldadura. Esa es la diferencia entre comprar una aleación cara y comprar la aleación adecuada. Si puede compartir su rango de concentración de ácido, temperaturas de funcionamiento y de alteración, perfil de impurezas y vida útil esperada del equipo, una revisión adecuada de la corrosión puede normalmente reducir la elección del material muy rápidamente.
Preguntas y respuestas relacionadas
1) ¿Es el Hastelloy C-22 mejor que el 316L en ácido sulfúrico?
En la mayoría de las tareas significativas con ácido sulfúrico, sí. La información comparativa sobre corrosión de Haynes muestra que las aleaciones resistentes a la corrosión a base de níquel funcionan a temperaturas de ácido sulfúrico mucho más amplias que los aceros inoxidables austeníticos comunes. Para todo lo que vaya más allá de una exposición leve a baja temperatura, el 316L no suele ser la referencia seria.
2) ¿Puede el Hastelloy C-22 soportar ácido sulfúrico concentrado por encima de 90%?
Puede en algunos rangos, pero no sin disciplina de temperatura. Los datos publicados sobre el C-22 muestran alrededor de 0,10 mm/año con ácido sulfúrico 96 wt.% y 66°C, pero alrededor de 1,10 mm/año a 93°C. En el ácido industrial altamente concentrado, la química puede llegar a ser fuertemente oxidante, por lo que la validación específica de la planta es esencial.
3) ¿Qué información debe revisar un proveedor antes de recomendar el C-22 para el servicio de ácido sulfúrico?
Como mínimo: intervalo de concentración de ácido, temperatura de funcionamiento y de alteración, impurezas como cloruros o iones férricos, nivel de aireación, velocidad de flujo, riesgo de erosión, estado de la soldadura y vida útil prevista. Haynes también aconseja explícitamente realizar pruebas sobre el terreno, ya que los datos de laboratorio se generan en ácidos de calidad reactiva en condiciones controladas.


