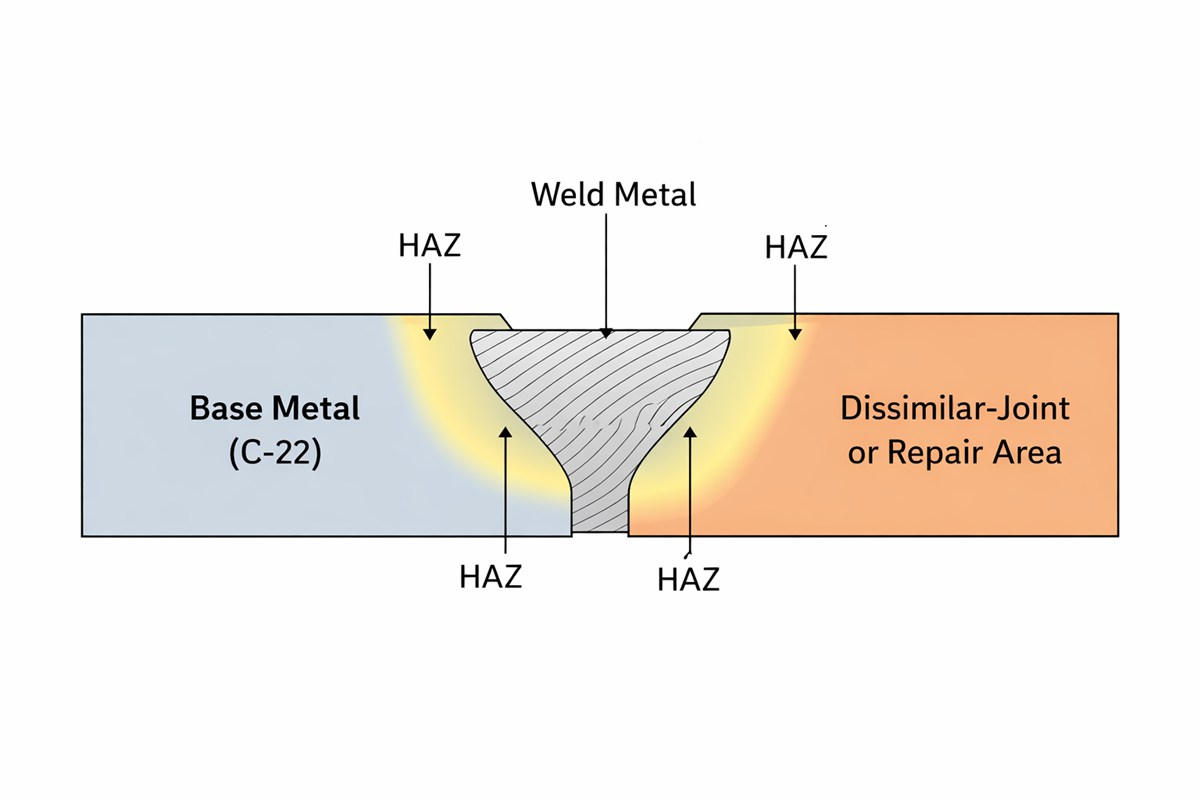
En pratique, Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne n'est pas une décision d'achat de routine. Il s'agit d'un point de contrôle métallurgique. Si le produit d'apport est mal choisi, la vanne finie peut encore passer le contrôle dimensionnel, la radiographie et même l'hydrotest, mais elle peut tomber en panne prématurément en service humide contenant du chlorure parce que le métal de soudure et la ZHA ne correspondent plus aux performances de corrosion attendues de l'UNS N06022.
C'est pourquoi les fabricants expérimentés ne commencent pas par les marques. Ils commencent par les conditions de service, la dilution, la conception des joints et le procédé de fabrication du corps de vanne lui-même. Un corps C-22 forgé, un corps moulé et un corps réparé par soudage ne se comportent pas exactement de la même manière sous l'effet de la chaleur de l'arc. Pour les traitements chimiques sévères, le choix du matériau d'apport doit préserver la résistance aux piqûres, à la corrosion par crevasses et à l'attaque dans les milieux mixtes oxydants-réducteurs. En d'autres termes, Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne doit être traitée comme une décision d'ingénierie, et non comme un poste de consommation.
Qu'est-ce qui motive le choix du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne ?
Lorsque j'examine une procédure de soudage de corps de valve, je tiens généralement compte de quatre variables avant d'examiner le certificat de consommables.
Le premier est intention de conception en matière de corrosion. L'Hastelloy C-22 est apprécié pour sa grande résistance aux chlorures, aux sels ferriques et cuivriques, au chlore humide, à la contamination formique et acétique, et à de nombreux environnements d'acides mixtes. Si le corps de vanne est spécifié en C-22, le métal de soudure ne doit pas devenir le maillon faible.
Le deuxième est contrôle de la dilution. Les passes de fond, les soudures de réparation autour des cavités de la carrosserie et l'accumulation de sections plus épaisses peuvent toutes modifier la chimie du métal de la soudure. Une dilution excessive provenant de l'outillage en acier au carbone adjacent, de la contamination ou d'attaches dissemblables peut discrètement réduire l'équilibre du chrome et du molybdène là où c'est le plus important.
Le troisième est méthode de fabrication. Le procédé GTAW est toujours privilégié pour les racines critiques et les travaux de réparation sur alliages de nickel parce qu'il permet de mieux contrôler l'apport de chaleur et la propreté. Les procédés GMAW ou SMAW peuvent être acceptés en production, mais uniquement lorsque la qualification de la procédure a déjà montré que la ténacité, la solidité et la résistance à la corrosion restent intactes.
Le quatrième est géométrie réelle de la vanne. Un corps de robinet à soupape avec une masse localisée autour de la poche du siège se comporte différemment d'un corps de robinet d'instrument à paroi mince. Les contraintes, le placement des bourrelets et l'accès sont autant d'éléments qui influencent le choix de l'enduit le plus performant dans les conditions réelles de l'atelier.

Pourquoi ERNiCrMo-10 est-il généralement le premier choix ?
Dans la plupart des cas, la réponse techniquement valable à la question de la Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne est ERNiCrMo-10 pour le GTAW/GMAW, ou ENiCrMo-10 pour SMAW. Il s'agit de la famille d'apport correspondant à l'alliage C-22. La raison en est simple : elle est conçue pour fournir un métal de soudure dont la composition chimique est suffisamment proche de celle de l'alliage de base pour que la résistance à la corrosion ne soit pas matériellement compromise après une dilution normale.
Cela a plus d'importance qu'on ne le pense. Dans les composants de vannes, les zones les plus vulnérables ne sont pas toujours les plus évidentes. Les petites zones de réparation, les zones de racine et les transitions partiellement mélangées peuvent piéger le fluide de traitement et créer des conditions de crevasses locales. L'adéquation du mastic permet de maintenir une chimie robuste contre ce type d'attaque.
Un autre avantage de l'ERNiCrMo-10 est qu'il permet une qualification prévisible des procédures. Si le matériau de base est du C-22 et que le produit d'apport est également de chimie C-22, le soudeur et l'ingénieur ne sont pas confrontés à des variables métallurgiques inutiles. Cela simplifie le dépannage lorsque des problèmes de porosité, de manque de fusion ou de fissuration à chaud apparaissent.
Cependant, “correspondre” ne signifie pas “pardonner”. Les alliages nickel-chrome-molybdène sont très sensibles à la propreté de l'atelier. Les colorants de mise en page contenant du soufre, les résidus d'huile, le fer incrusté et les mauvaises pratiques de blindage peuvent causer plus de dégâts qu'une modification mineure de la vitesse de déplacement. C'est pourquoi, pendant que les alliages de molybdène et de molybdène Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne pointe souvent vers l'ERNiCrMo-10, la charge seule ne garantit pas un bon résultat.
Comparaison des produits d'apport pour le soudage des corps de vanne en Hastelloy C-22
Dans les projets réels, les ingénieurs envisagent parfois des consommables alternatifs. Le tableau ci-dessous présente une comparaison pratique.
| Métal d'apport | Utilisation typique dans les corps de vanne | Principal avantage | Principale mise en garde |
|---|---|---|---|
| ERNiCrMo-10 / ENiCrMo-10 | Joints C-22 à C-22, passes de racine, soudures de réparation, zones critiques pour la corrosion | Meilleure adéquation chimique avec l'alliage C-22 ; performance équilibrée en matière de corrosion après dilution | Elle nécessite toujours une propreté rigoureuse et un apport de chaleur contrôlé. |
| ERNiCrMo-14 | Service sélectionné de corrosion sévère, certains joints dissemblables, marge supplémentaire contre les attaques localisées | Très forte résistance à la corrosion dans les environnements agressifs | Coût plus élevé ; l'incompatibilité chimique peut nécessiter un examen supplémentaire dans le cadre des procédures qualifiées. |
| ERNiCrMo-4 | Plus souvent associée à la famille C-276 ou à la fabrication de nickel-alliage mixte | Bonne résistance générale à la corrosion et large disponibilité | Pas le premier choix pour les corps de vanne C-22 |
| ERNiCrFe-7 / Type d'alliage 625 | Fixations non critiques, certaines transitions dissemblables lorsque la conception le permet | Facilement disponible et soudable | Généralement inférieur aux produits de remplissage compatibles avec le C-22 pour les zones de soudure mouillées critiques pour la corrosion |
Les détails de la procédure qui comptent plus que le numéro de catalogue
Une fois le produit d'apport choisi, l'exécution détermine si la métallurgie théorique survit à la fabrication. C'est à ce stade que de nombreuses procédures semblent acceptables sur le papier, mais ne donnent pas les résultats escomptés en service.
Pour Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne, Je préfère de loin un apport de chaleur faible et contrôlé et une température d'interpasse relativement basse. De nombreux ateliers maintiennent la température d'interpasse en dessous d'environ 150°C, Dans les travaux de robinetterie de précision, une pratique encore plus basse est souvent bénéfique. Les cordons sont généralement plus sûrs que les tissages larges, car ils réduisent le risque de ségrégation et facilitent le nettoyage entre les passes.
La préparation de la surface doit être traitée comme un travail de laboratoire. Les pièces en acier inoxydable ou en nickel seulement fil de fer Les brosses, les abrasifs propres, le nettoyage à l'acétone et l'élimination de toute trace d'oxyde ne sont pas des détails facultatifs. Ils font partie de la métallurgie. Si une contamination ferreuse est incrustée avant le soudage, l'histoire de la corrosion de la vanne finie peut déjà être compromise.
La qualité du blindage mérite également une attention particulière. L'argon de haute pureté est courant pour le GTAW, et le blindage de la racine doit être maintenu partout où l'oxydation de la face arrière pourrait affecter le service de corrosion. Une racine sombre, sucrée ou fortement oxydée sur un alliage de nickel n'est pas seulement un travail ingrat ; elle peut devenir un site d'initiation de la corrosion.
Pour le soudage de réparation de corps de valve, le placement du cordon est tout aussi important. Un réchauffage répété dans une petite zone autour de la poche de siège ou du col du chapeau peut provoquer une distorsion évitable et compliquer l'interprétation de l'essai non destructif. Dans ces cas, la “meilleure” réponse à la question du Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne est parfois une combinaison du bon produit d'apport et d'une séquence de soudage plus disciplinée.
Cas particulier : joints dissemblables et beurrage
Les assemblages de vannes ne sont pas toujours entièrement en C-22 d'un bout à l'autre. Il peut y avoir des adaptateurs, des recouvrements, des buses, des transitions de rechargement ou des fixations temporaires introduites au cours de la fabrication. Dans de tels cas, Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne doit être évaluée en même temps que la dilution du second matériau.
Si le joint est entre le C-22 et un autre alliage de nickel à haute performance, ERNiCrMo-10 reste souvent un bon candidat. Si le service est extrêmement agressif et que la procédure a été qualifiée en conséquence, certains ingénieurs envisagent ERNiCrMo-14 pour ajouter une marge de corrosion. Pour les transitions vers l'acier inoxydable, cependant, la discussion doit porter non seulement sur la soudabilité, mais aussi sur la chimie finale de la zone mouillée après dilution. Ce point est souvent négligé.
Une bonne règle est simple : ne choisissez pas un produit d'apport simplement parce qu'il est disponible dans l'atelier. Choisissez-le parce que le métal d'apport final, après une dilution réaliste, est toujours compatible avec la base de conception de la corrosion de la vanne.
Dernier point à retenir
Si vous voulez une réponse en une ligne, la voici : pour la plupart des soudures critiques pour la corrosion sur les corps de vanne C-22, ERNiCrMo-10 est la réponse par défaut et généralement la bonne. Mais les ingénieurs sérieux savent que la sélection des charges ne peut être séparée de la dilution, de la géométrie des joints, de la propreté, de l'apport de chaleur et de l'exposition réelle aux fluides.
C'est la véritable logique qui sous-tend Sélection du métal d'apport de soudage Hastelloy C-22 pour les corps de vanne. Le produit consommable doit répondre à l'intention de conception de l'alliage après le soudage, et pas seulement avant le soudage.
Si votre équipe est en train de qualifier un nouveau WPS, d'examiner une procédure de réparation ou de sélectionner des fil de soudure pour une application de vanne corrosive, envoyez à 28Nickel le fluide de la vanne, la forme du matériau de base et les détails du joint. Un bref examen technique préalable est bien moins coûteux qu'une vanne défaillante en service.
Questions et réponses connexes
1. ERNiCrMo-10 est-il toujours le meilleur produit d'apport pour les corps de vanne en Hastelloy C-22 ?
Ce n'est pas toujours le cas, mais c'est généralement le premier choix et le plus approprié d'un point de vue technique pour les soudures C-22 à C-22. Si le joint est dissemblable ou si le service est exceptionnellement agressif, une alternative de suralliage peut être évaluée à travers la qualification de la procédure et les exigences en matière de corrosion.
2. Peut-on utiliser un produit d'apport en alliage 625 sur un corps de vanne en Hastelloy C-22 ?
Il peut être utilisé dans certaines applications non critiques ou dissemblables, mais il n'est généralement pas l'option préférée pour les zones de soudure mouillées critiques pour la corrosion. Pour les corps de vanne exposés à un service chimique exigeant, un produit d'apport C-22 assorti ou presque assorti est généralement le choix technique le plus sûr.
3. Quel est le plus grand risque en matière de soudage, outre le choix d'un produit d'apport inadapté ?
Contamination. L'accumulation de fer, les composés de marquage contenant du soufre, un mauvais nettoyage entre les passes et un blindage inadéquat peuvent dégrader la zone de soudure même si la classification de l'agent d'apport est correcte.


