In practice, Hastelloy C-22 welding filler metal selection for valve bodies is not a routine purchasing decision. It is a metallurgical control point. If the filler is wrong, the finished valve may still pass dimensional inspection, radiography, and even hydrotest, yet fail early in chloride-bearing wet service because the weld metal and HAZ no longer match the corrosion performance expected from UNS N06022.
That is why experienced fabricators do not start with brand names. They start with service conditions, dilution, joint design, and the manufacturing route of the valve body itself. A forged C-22 body, a cast body, and a weld-repaired body do not behave exactly the same under arc heat. For severe chemical processing duty, the filler choice must preserve resistance to pitting, crevice corrosion, and attack in mixed oxidizing-reducing media. In other words, Hastelloy C-22 welding filler metal selection for valve bodies has to be treated as an engineering decision, not a consumables line item.
What drives Hastelloy C-22 welding filler metal selection for valve bodies?
When I review a valve-body welding procedure, I usually look at four variables before I look at the consumable certificate.
First is corrosion design intent. Hastelloy C-22 is valued because of its broad resistance to chlorides, ferric and cupric salts, wet chlorine, formic and acetic contamination, and many mixed-acid environments. If the valve body is specified in C-22, the weld metal should not become the weak link.
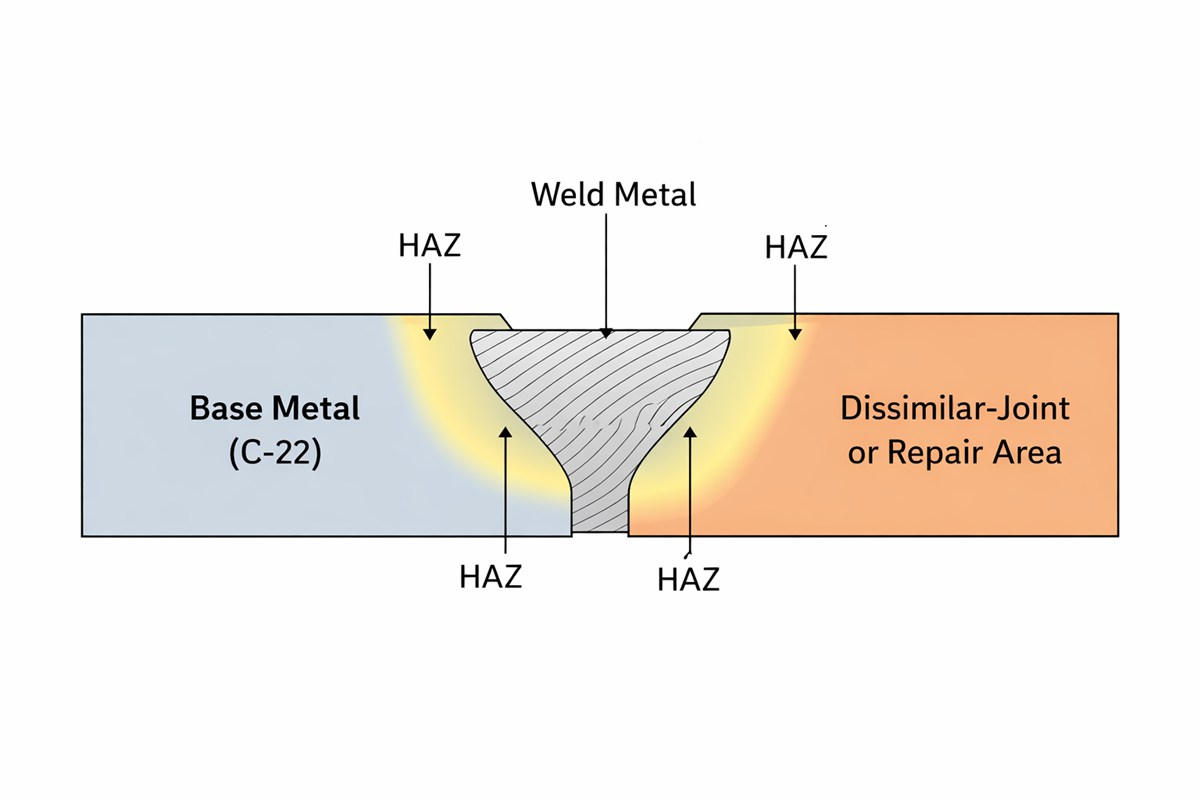
Second is dilution control. Root passes, repair welds around body cavities, and thicker-section buildup can all change weld-metal chemistry. Excessive dilution from adjacent carbon steel tooling, contamination, or dissimilar attachments can quietly reduce chromium and molybdenum balance where it matters most.
Third is fabrication method. GTAW is still preferred for critical roots and repair work on alliages de nickel because it gives better control of heat input and cleanliness. GMAW or SMAW may be acceptable in production, but only when procedure qualification has already shown that toughness, soundness, and corrosion performance remain intact.
Fourth is actual valve geometry. A globe valve body with localized mass around the seat pocket behaves differently from a thin-wall instrument valve body. Restraint, bead placement, and access all influence what filler performs best in real shop conditions.

Why ERNiCrMo-10 is usually the first choice
For most cases, the technically sound answer for Hastelloy C-22 welding filler metal selection for valve bodies is ERNiCrMo-10 for GTAW/GMAW, or ENiCrMo-10 for SMAW. This is the matching filler family for Alloy C-22. The reason is straightforward: it is designed to deliver weld metal chemistry close enough to the base alloy that corrosion resistance is not materially compromised after normal dilution.
That matters more than many people realize. In valve components, the most vulnerable zones are not always the obvious ones. Small repair areas, root regions, and partially blended transitions can trap process fluid and create local crevice conditions. Matching filler helps maintain a chemistry that is robust against that kind of attack.
Another advantage of ERNiCrMo-10 is that it supports predictable procedure qualification. If the base material is C-22 and the filler is also C-22 chemistry, the welder and engineer are not fighting unnecessary metallurgical variables. That simplifies troubleshooting when porosity, lack of fusion, or hot cracking concerns appear.
Still, “matching” does not mean “forgiving.” Nickel-chromium-molybdenum alloys are very sensitive to shop cleanliness. Sulfur-bearing layout dyes, oil residue, embedded iron, and poor shielding practice can do more damage than a minor change in travel speed. So while Hastelloy C-22 welding filler metal selection for valve bodies often points to ERNiCrMo-10, the filler alone does not guarantee a sound result.
Filler comparison for Hastelloy C-22 valve-body welding
In real projects, engineers sometimes consider alternative consumables. The table below gives a practical comparison.
| Filler metal | Typical use in valve bodies | Principal avantage | Principale mise en garde |
|---|---|---|---|
| ERNiCrMo-10 / ENiCrMo-10 | C-22 to C-22 joints, root passes, repair welds, corrosion-critical areas | Best chemistry match for Alloy C-22; balanced corrosion performance after dilution | Still requires strict cleanliness and controlled heat input |
| ERNiCrMo-14 | Selected severe-corrosion service, some dissimilar joints, added margin against localized attack | Very strong corrosion resistance in aggressive environments | Higher cost; chemistry mismatch may need extra review in qualified procedures |
| ERNiCrMo-4 | More often associated with C-276 family or mixed nickel-alloy fabrication | Good general corrosion resistance and broad availability | Not the first matching choice for C-22 valve bodies |
| ERNiCrFe-7 / Alloy 625 type | Non-critical attachments, some dissimilar transitions where design allows | Readily available and weldable | Usually inferior to C-22-matching fillers for corrosion-critical wetted weld zones |
Procedure details that matter more than the catalog number
Once the filler has been chosen, execution determines whether the theoretical metallurgy survives fabrication. This is where many procedures look acceptable on paper and underperform in service.
Pour Hastelloy C-22 welding filler metal selection for valve bodies, I strongly prefer low, controlled heat input and relatively low interpass temperature. Many shops keep interpass below about 150°C, and in precision valve work even lower practice is often beneficial. Stringer beads are generally safer than wide weaves because they reduce segregation risk and make cleanup between passes easier.
Surface preparation should be treated almost like laboratory work. Dedicated stainless or nickel-only fil de fer brushes, clean abrasives, acetone wipe-down, and removal of every trace of oxide tint are not optional details. They are part of the metallurgy. If iron contamination is embedded before welding, the corrosion story of the finished valve may already be compromised.
Shielding quality also deserves attention. High-purity argon is common for GTAW, and root shielding should be maintained wherever oxidation on the backside could affect corrosion service. A dark, sugary, or heavily oxidized root on a nickel alloy is not just ugly workmanship; it can become a corrosion initiation site.
For valve-body repair welding, bead placement is equally important. Repeated reheating in a small area around the seat pocket or bonnet neck can cause avoidable distortion and can complicate NDE interpretation. In these cases, the “best” answer to Hastelloy C-22 welding filler metal selection for valve bodies is sometimes a combination of the right filler and a more disciplined weld sequence.
Special case: dissimilar joints and buttering
Valve assemblies are not always fully C-22 from end to end. There may be adapters, overlays, nozzles, hardfacing transitions, or temporary attachments introduced during manufacturing. In such cases, Hastelloy C-22 welding filler metal selection for valve bodies should be evaluated together with dilution from the second material.
If the joint is between C-22 and another high-performance nickel alloy, ERNiCrMo-10 often remains a strong candidate. If the service is extremely aggressive and the procedure has been qualified accordingly, some engineers consider ERNiCrMo-14 to add corrosion margin. For transitions to stainless steel, however, the discussion must include not only weldability but also final wetted-zone chemistry after dilution. That point is often overlooked.
A good rule is simple: do not choose filler merely because it is available in the shop. Choose it because the final deposited weld metal, after realistic dilution, still supports the valve’s corrosion design basis.
Final takeaway
If you want a one-line answer, here it is: for most corrosion-critical welds on C-22 valve bodies, ERNiCrMo-10 is the default and usually the correct answer. But serious engineers know that filler selection cannot be separated from dilution, joint geometry, cleanliness, heat input, and actual media exposure.
That is the real logic behind Hastelloy C-22 welding filler metal selection for valve bodies. The consumable must support the alloy design intent after welding, not just before welding.
If your team is qualifying a new WPS, reviewing a repair procedure, or selecting welding wire for a corrosive valve application, send 28Nickel the valve medium, base-material form, and joint details. A short technical review up front is far cheaper than a failed valve in service.
Questions et réponses connexes
1. Is ERNiCrMo-10 always the best filler for Hastelloy C-22 valve bodies?
Not always, but it is usually the first and most technically appropriate choice for C-22-to-C-22 welds. If the joint is dissimilar or the service is exceptionally aggressive, an over-alloyed alternative may be evaluated through procedure qualification and corrosion requirements.
2. Can Alloy 625 filler be used on a Hastelloy C-22 valve body?
It can be used in some non-critical or dissimilar applications, but it is generally not the preferred option for corrosion-critical wetted weld zones. For valve bodies exposed to demanding chemical service, matching or near-matching C-22 filler is usually the safer engineering choice.
3. What is the biggest welding risk besides choosing the wrong filler?
Contamination. Iron pickup, sulfur-bearing marking compounds, poor interpass cleaning, and inadequate shielding can degrade the weld area even when the filler classification itself is correct.

