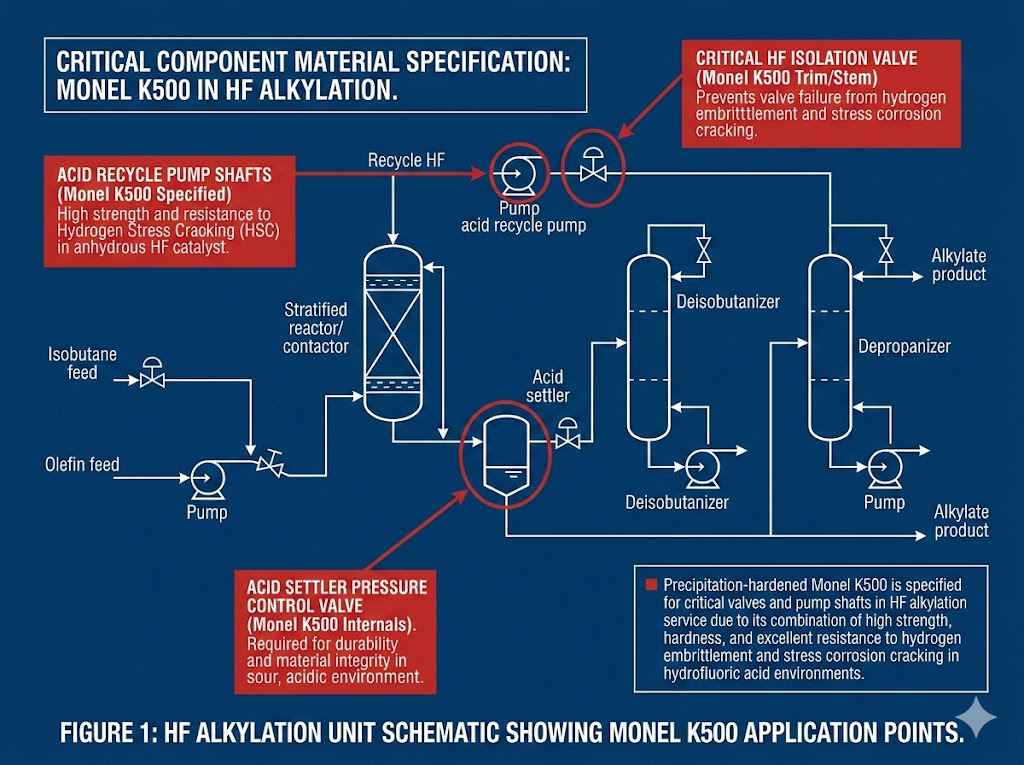
Selecting the right monel alloy supplier is often the difference between a decade of reliable service and a catastrophic failure in highly corrosive environments. For engineers managing hydrofluoric (HF) acid alkylation or deep-sea oil extraction, Monel 400 (UNS N04400) and Monel K-500 (UNS N05500) are non-negotiable standards. However, the performance of these nickel-copper alloys isn’t just about the name on the spec sheet; it depends on the precise control of the microstructure and the removal of deleterious trace elements during the melting process.
The Metallurgical Foundation of Nickel-Copper Systems
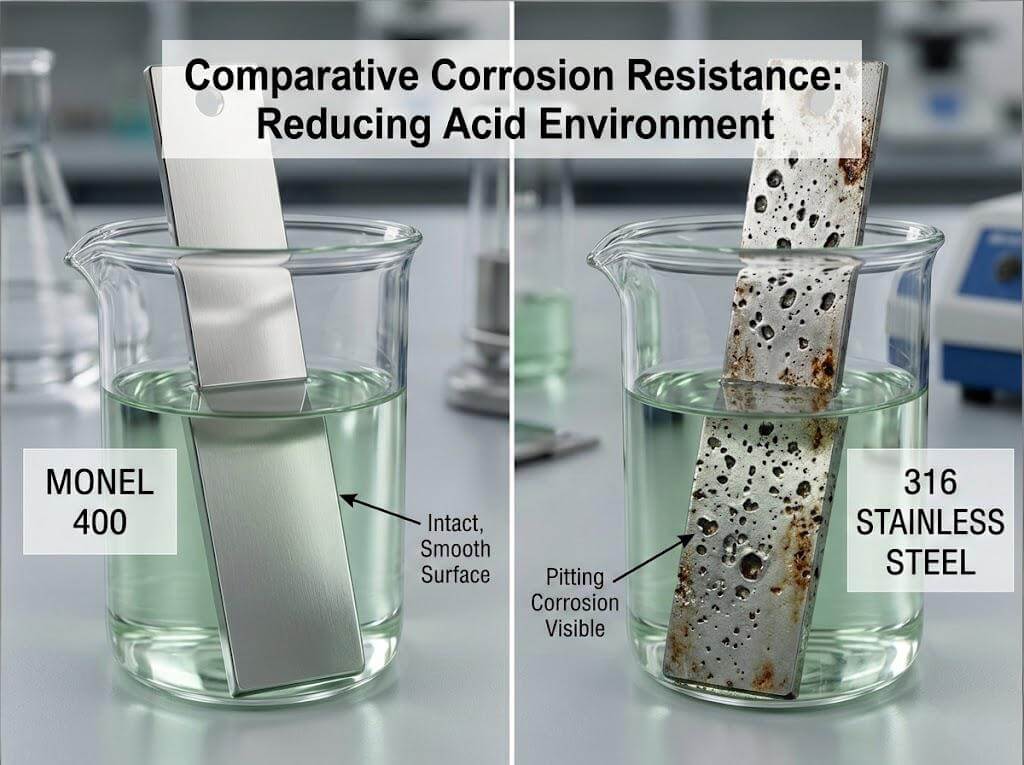
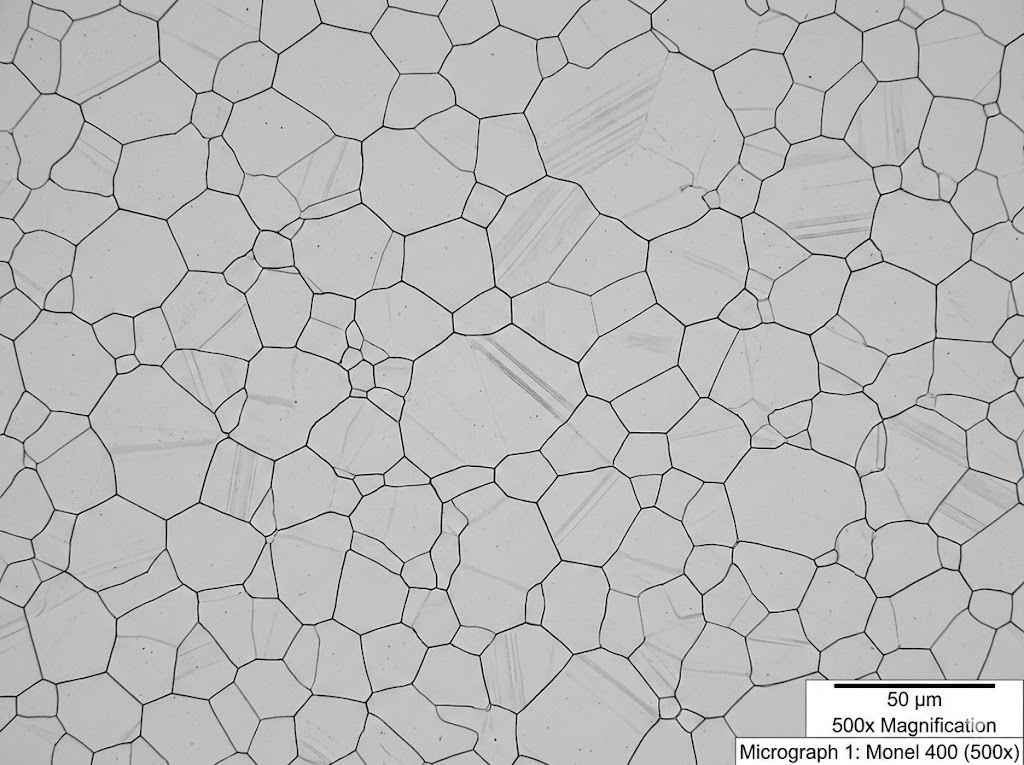
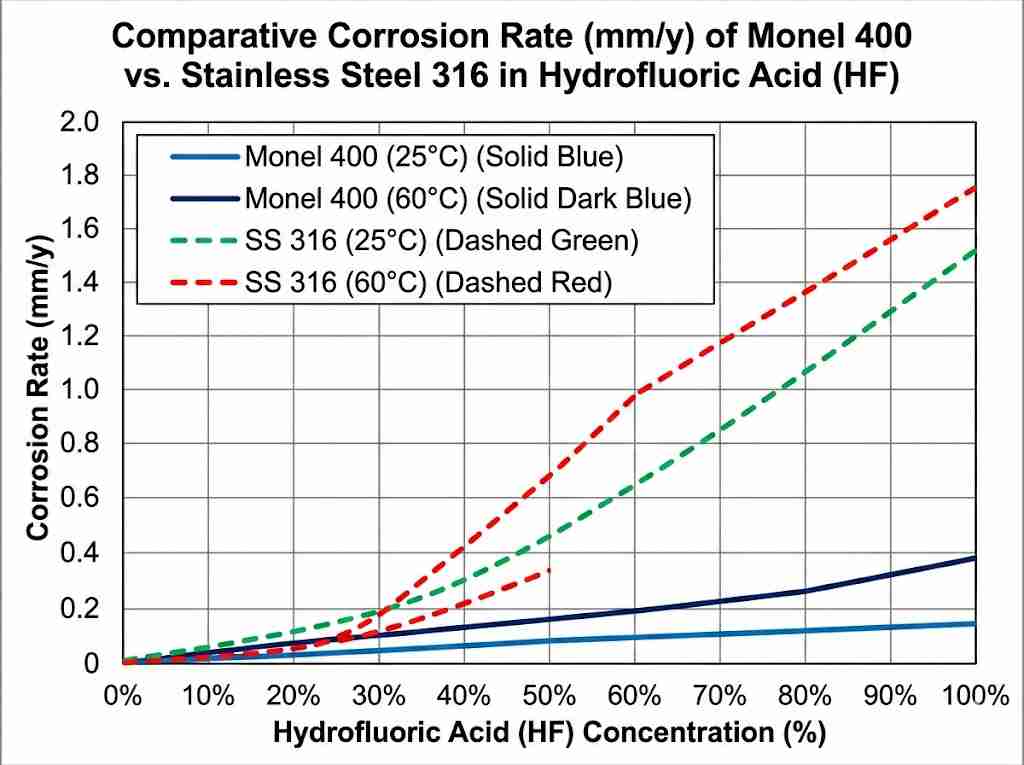
Monel 400 is a solid-solution alloy that remains single-phase across a wide temperature range. Its primary strength comes from the synergistic relationship between Nickel (approx. 63%) and Copper (approx. 30%). In oxygen-free reducing environments, such as non-aerated hydrofluoric acid, Monel 400 develops a thin, tenacious protective film.
A technical monel alloy supplier must understand that even minor deviations in Iron (Fe) or Manganese (Mn) content can shift the alloy’s resistance to Flow-Accelerated Corrosion (FAC). For instance, while ASTM B127 allows up to 2.5% Iron, high-performance applications often require tighter controls to prevent localized pitting in marine splash zones.
Comparative Material Performance Data
When evaluating technical specifications, the distinction between the “ductile” 400 series and the “high-strength” K-500 series is critical. K-500 introduces Aluminum (Al) and Titanium (Ti) to facilitate precipitation hardening (age-hardening), forming sub-microscopic precipitates () throughout the matrix.
| Property | Monel 400 (UNS N04400) | Monel K-500 (UNS N05500) |
| Ni + Co (%) | 63.0 min | 63.0 min |
| Cu (%) | 28.0 – 34.0 | 27.0 – 33.0 |
| Al (%) | – | 2.30 – 3.15 |
| Ti (%) | – | 0.35 – 0.85 |
| Yield Strength (0.2% Offset, MPa) | 170 – 345 | 550 – 1030 |
| Tensile Strength (MPa) | 480 – 550 | 900 – 1200 |
| Elongation (%) | 35 – 50 | 15 – 30 |
Managing Stress Corrosion Cracking (SCC) Risks
While Monel alloys are famously resistant to chloride-induced SCC that plagues 300-series stainless steels, they are not invincible. In the presence of moist mercury vapor or aerated hydrofluoric acid, Monel K-500 can succumb to intergranular stress corrosion cracking, especially if the material is in the heavily cold-worked and aged condition.
A sophisticated monel alloy supplier will emphasize the importance of thermal processing. For K-500, the aging cycle (typically 1100°F/593°C for 16 hours followed by controlled cooling) must be executed with precision to ensure that hardness levels (typically 28–35 HRC) do not compromise the fracture toughness required for downhole drilling tools. Over-aging or improper solution annealing can result in a “sensitized” grain boundary, making the component a liability in sour gas () environments.
Engineering Conclusion
Material reliability starts with the chemistry but ends with the processing history. Whether you are specifying fasteners for naval applications or heat exchanger tubes for chemical refineries, your monel alloy supplier must provide more than just a MTR (Material Test Report). They must provide the metallurgical assurance that the alloy’s phase stability and precipitation kinetics are optimized for your specific thermal and chemical stressors.
Related Q&A:
1. Why does Monel 400 perform poorly in aerated hydrofluoric acid?
The corrosion resistance of Monel 400 in HF acid relies on a protective fluoride film. In the presence of oxygen (aeration), this film becomes unstable, leading to significantly higher corrosion rates and potential pitting. For applications involving aeration, engineers typically consider high-chromium alloys or ensure the system remains de-aerated.
2. How does the “Age-Hardening” process affect the magnetic permeability of Monel K-500?
Unlike many high-strength alloys, Monel K-500 remains essentially non-magnetic even at very low temperatures. However, during the age-hardening process, a very thin magnetic layer can form on the surface due to the selective oxidation of Aluminum and Copper. This layer is usually removed by pickling or grinding if non-magnetic properties are critical for electronic housing applications.
3. What is the critical difference in welding Monel 400 vs. Monel K-500?
Monel 400 is highly weldable using ERNiCu-7 filler metal. However, welding Monel K-500 is more complex due to the risk of strain-age cracking. K-500 should ideally be welded in the solution-annealed state and then age-hardened. Using Monel 400 filler metal on K-500 base material is common, but the weld zone will not achieve the same high strength as the base metal.