When engineers ask how to choose Haynes 230 for sour gas service, the real question is rarely about brochure-level corrosion resistance. It is about design margin. Is the alloy being selected for a hot, sulfur-bearing gas stream where oxidation and sulfidation dominate, or for a wet H2S environment where sulfide stress cracking, chloride contamination, and fabrication details suddenly control the risk? Haynes 230 can be a very effective alloy in some sour gas systems, but it is not a universal answer. The right decision depends on temperature, water phase stability, sulfur chemistry, stress state, welding condition, and how closely the service envelope approaches NACE requirements.
How to Choose Haynes 230 for Sour Gas Service: Start with the Damage Mechanism
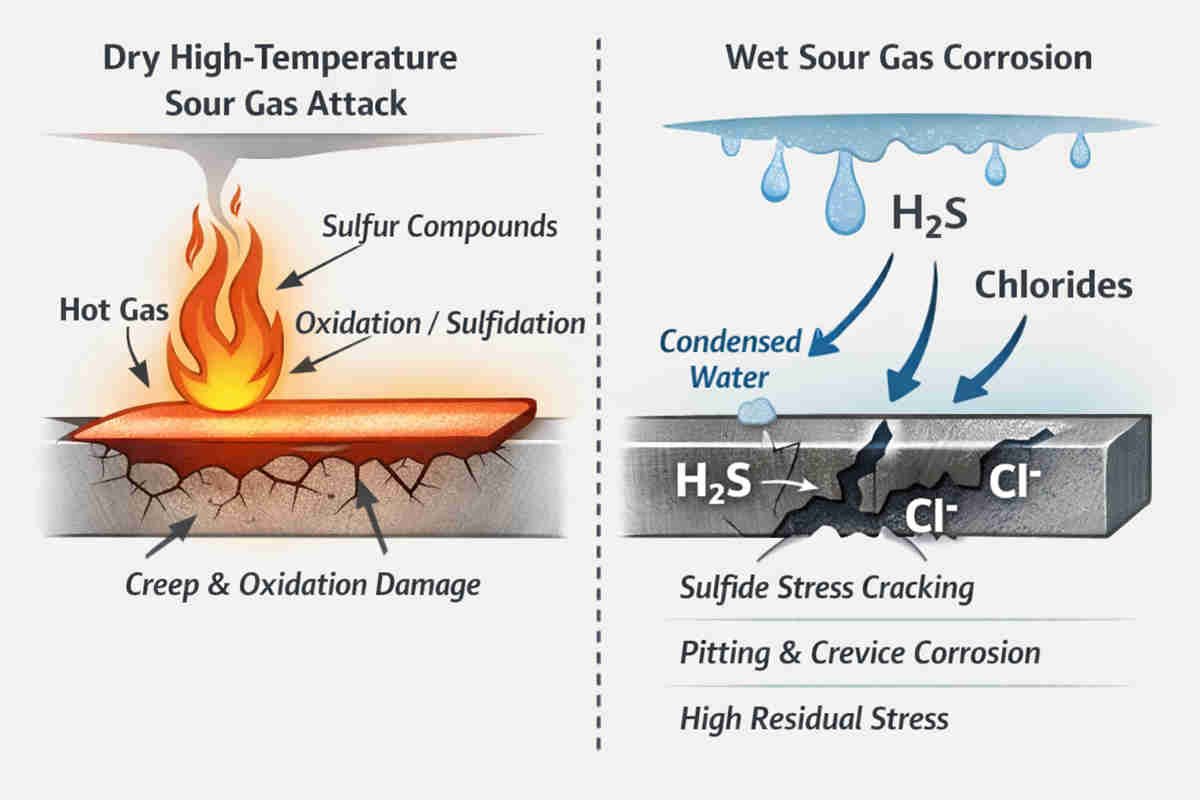
A surprising number of material selection errors happen because “sour gas” is treated as one environment. In practice, the first step in how to choose Haynes 230 for sour gas service is to separate high-temperature dry or mostly dry gas service from low-temperature wet sour service.
Haynes 230 is a Ni-Cr-W-Mo alloy known first for high-temperature strength, thermal stability, and oxidation resistance. That is why it is attractive for burner components, thermowells, hot gas ducts, valve internals, and furnace hardware exposed to sulfur-bearing atmospheres at elevated temperature. In this kind of duty, the alloy’s chromium-rich oxide stability and solid-solution strengthening are real engineering advantages, not marketing language.
The problem begins when free water appears. Once water condenses and H2S enters a true wet sour regime, the selection logic changes sharply. Then the engineer must examine sulfide stress cracking resistance, localized corrosion in the presence of chlorides, crevice geometry, cold work, weld residual stress, and the actual applicability of NACE MR0175/ISO 15156. This is where many teams misunderstand how to choose Haynes 230 for sour gas service. A nickel alloy may still look impressive on paper, yet the acceptance basis must come from the real environment and product condition, not from alloy family reputation.
Process Conditions Matter More Than Alloy Name
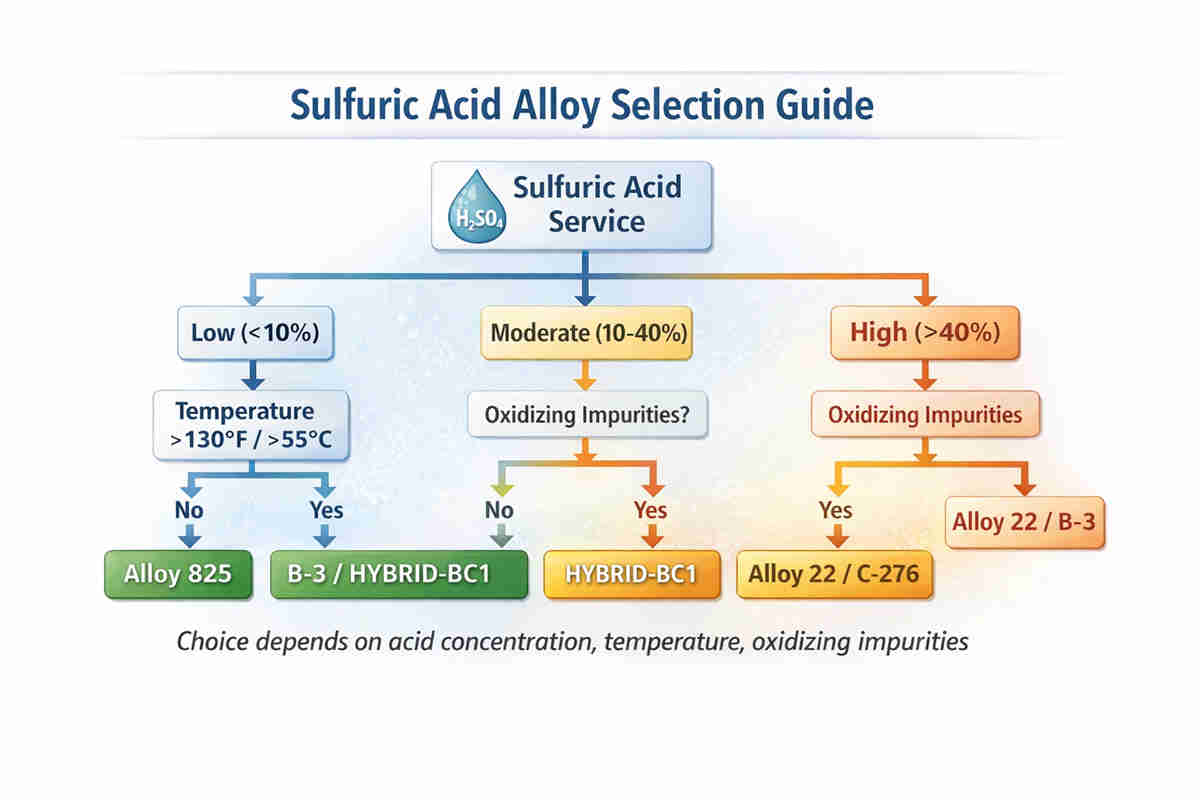
If you want a practical answer to how to choose Haynes 230 for sour gas service, screen the service in layers rather than jumping directly to alloy names.
First, define the metal temperature with discipline. Haynes 230 becomes most attractive when elevated temperature strength and oxidation or sulfidation resistance are required at the same time. In hot sections that remain above the water dew point, the alloy often earns its place because its metallurgy was built for thermal exposure, creep resistance, and structural reliability.
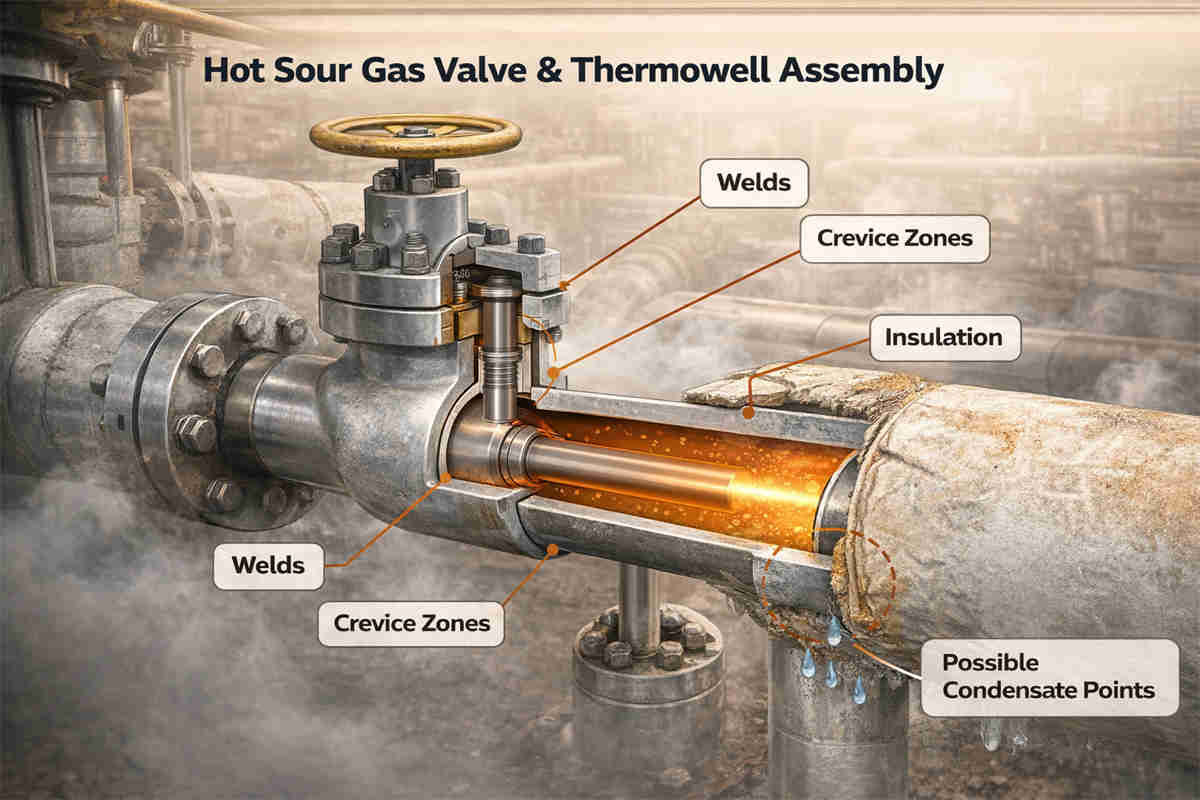
Second, determine whether liquid water can form during startup, shutdown, upset, or dead-leg conditions. A line that is “normally dry” but intermittently wet should not be treated as dry sour gas. That single mistake has caused many optimistic material selections to fail in service. In real projects, intermittent condensation often matters more than nominal steady-state chemistry.
Third, quantify chloride carryover, sulfur species, and deposits. A nickel alloy that behaves acceptably in clean hot gas may lose margin if deposits create localized chemistry. Under-deposit corrosion, crevice concentration, and mixed contaminants can turn a seemingly conservative alloy choice into a narrow operating window.
Fourth, review stress honestly. Haynes 230 base metal in a proper solution-annealed condition is one thing; a cold-formed spool piece, a hard-restrained weldment, or a repaired heat-affected zone is another. In sour service, stress state is not an afterthought. It is part of the material selection basis.
Fifth, confirm client and code acceptance before procurement moves too far. Many operators and EPCs require an explicit documented basis against NACE MR0175/ISO 15156 or project-specific sour service criteria. A technically good alloy can still become a commercial problem if qualification paperwork is weak or incomplete.
Decision Table for Choosing Haynes 230
| Selection factor | Why it matters in sour gas service | What to check for Haynes 230 | Engineering judgment |
|---|---|---|---|
| Service phase | Dry hot gas and wet sour environments fail by different mechanisms | Confirm normal, transient, and upset conditions relative to dew point | Favor Haynes 230 mainly in hot, predominantly dry sulfur-bearing gas |
| Temperature | Haynes 230 is strongest where thermal stability is required | Continuous metal temperature and thermal cycling | Strong candidate at elevated temperature; less automatic in low-temp wet sour service |
| H2S severity | Governs sour cracking risk and standards applicability | H2S partial pressure and exposure duration | Use project/NACE criteria, not generic alloy claims |
| Water presence | Condensed water activates wet sour corrosion mechanisms | Startup, shutdown, stagnant pockets, insulation traps | Reassess immediately if intermittent wetting is credible |
| Chlorides and deposits | Promote localized attack and chemistry shifts | Chloride carryover, solids, fouling, dead legs | Reduce confidence where crevices and contamination coexist |
| Stress condition | SSC/SCC risk rises with cold work and residual stress | Forming history, hardness, weld restraint | Prefer solution-annealed condition and controlled fabrication |
| Welding practice | Weld metal and HAZ can govern actual performance | Filler compatibility, heat input, repair frequency, hardness checks | Qualify procedure and manage residual stress carefully |
| Standards compliance | Procurement often fails on documentation rather than metallurgy | NACE MR0175/ISO 15156 review, client specifications | Require a documented basis before final release |
Where Haynes 230 Usually Makes Sense
In practice, how to choose Haynes 230 for sour gas service becomes easier once you stop asking whether the alloy is “good” and start asking whether the component actually needs what Haynes 230 was designed to deliver. It is usually a rational choice for hot gas hardware exposed to sulfur-bearing combustion products or process gas where creep strength, thermal fatigue resistance, oxidation resistance, and reasonable sulfidation resistance are all required together.
Typical examples include burner nozzles, high-temperature thermowells, valve trim in hot gas sections, fabricated ducting, and furnace-adjacent components near sulfur-handling equipment where the stream remains predominantly gaseous. In these cases, how to choose Haynes 230 for sour gas service is really a balance between corrosion margin and high-temperature mechanical reliability. Many corrosion-resistant alloys can survive certain chemicals, but fewer retain comparable strength and dimensional stability once temperature becomes a primary design driver.
Where Caution Is Required
The difficult cases are wet sour separators, low-temperature piping, stagnant pockets, chloride-contaminated condensate, and highly stressed welded assemblies. Here, how to choose Haynes 230 for sour gas service should trigger a formal challenge process. Ask a hard question: is a heat-resistant nickel alloy being pushed into an environment dominated by aqueous sour corrosion and cracking criteria? If yes, comparison with other alloys that have a stronger track record in wet sour environments may be necessary.
It is also important to remember that fabrication can erase laboratory optimism. Surface contamination from chlorides, embedded iron from shop handling, excessive cold work, or poorly controlled weld repair can narrow the true operating window. For that reason, how to choose Haynes 230 for sour gas service is never just a chemistry question. It is a metallurgy-plus-fabrication question.
Final Engineering Takeaway
So, how to choose Haynes 230 for sour gas service? Choose it when the duty is genuinely high temperature, predominantly dry, sulfur-bearing, and mechanically demanding. Be much more conservative when the environment can become wet, chloride-bearing, stagnant, or highly stressed. Review dew point excursions, contaminant chemistry, weld condition, hardness control, and qualification documents before release.
For project engineers and buyers, that is the real value test. Haynes 230 can be an excellent alloy in the right sour gas window, but it should be selected because the damage mechanism aligns with the alloy’s strengths, not because “nickel alloy” sounds automatically safe. If you are evaluating a nozzle, thermowell, hot gas valve trim, or fabricated component for sour gas duty, the fastest way to reduce risk is to review the service envelope before procurement locks the specification. That is exactly the kind of technical discussion 28Nickel should be having with serious customers.
Related Q&A
1. Is Haynes 230 compliant with NACE MR0175 for all sour gas service?
No. Sour gas service is not a single condition, and NACE acceptance depends on environment, hardness, metallurgical condition, product form, and project-specific limits. It must be verified case by case.
2. Is Haynes 230 better than Alloy 625 in sour gas service?
Not universally. Haynes 230 is often stronger when high-temperature mechanical stability is critical, while Alloy 625 is more often reviewed where wet corrosion resistance is the main concern. The correct choice depends on the actual failure mechanism.
3. What is the biggest mistake when choosing Haynes 230 for sour gas service?
Treating intermittent condensation as if the service were dry. Many sour service failures begin when startup, shutdown, or dead-leg wetting is ignored during material selection.