When engineers ask how to choose Incoloy 800H for sour gas service, the real question is rarely just “Will it corrode?” In sour environments, the better question is whether the alloy can survive the combined effect of H2S, CO2, chlorides, condensate formation, thermal cycling, welding residual stress, and the actual failure mode that matters most in the unit. Incoloy 800H is a strong alloy, but it is not a universal answer. It becomes the right choice only when high-temperature strength and oxidation or sulfidation resistance are needed, and when the sour environment is understood in enough detail to avoid wet H2S cracking risks that are better handled by other alloys.
How to Choose Incoloy 800H for Sour Gas Service Starts with the Phase
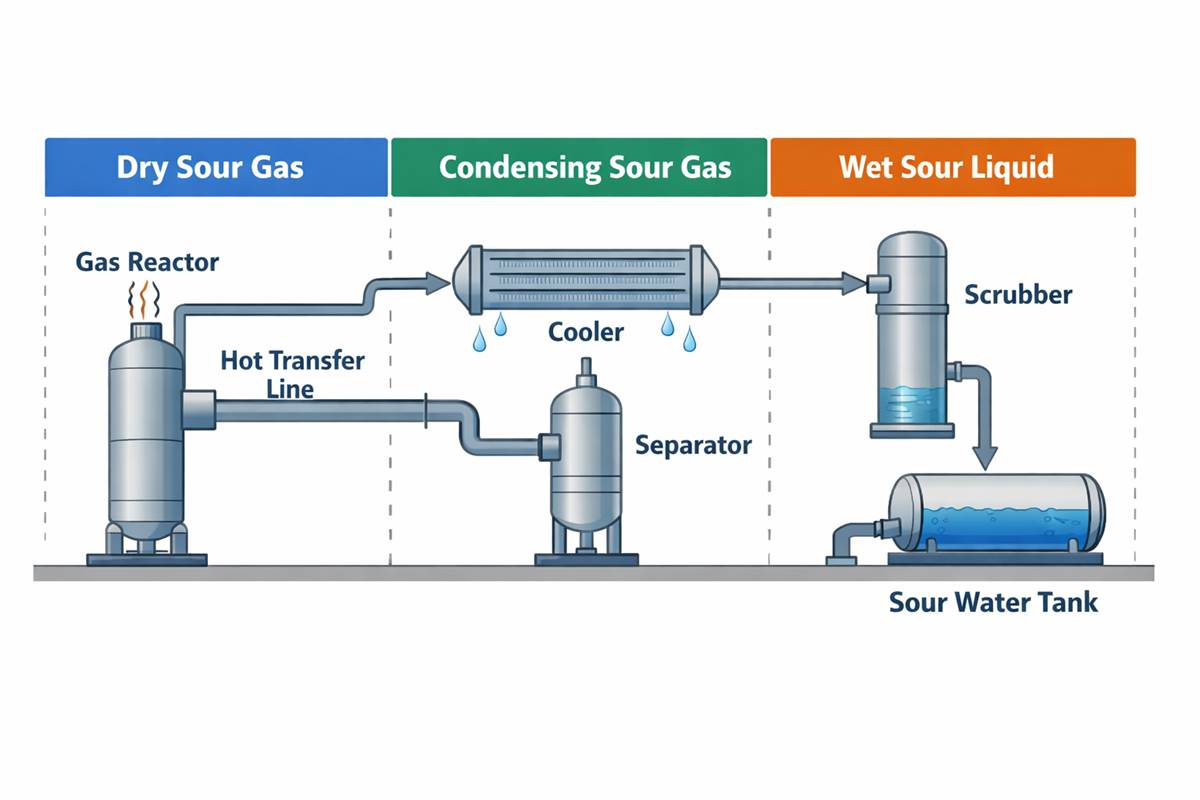
The first step in how to choose Incoloy 800H for sour gas service is to separate dry sour gas, condensing sour gas, and fully wet sour service. Too many alloy selections fail because this distinction is treated as secondary. It is not secondary. It is the whole game.
Incoloy 800H, UNS N08810, is an Fe-Ni-Cr alloy developed for elevated-temperature service. Its controlled carbon content and coarse grain size give it better creep rupture strength than standard Alloy 800, especially above about 600°F (316°C). It also offers good resistance to oxidation, carburization, and sulfidation in hot process gas streams. That makes it attractive in certain high-temperature sour gas systems such as thermal reactor internals, transfer piping, sulfur recovery equipment, and heater or waste heat recovery components where mechanical strength at temperature matters.
But once free water is present, the selection logic changes. In wet H2S service, sulfide stress cracking, localized corrosion under deposits, chloride-assisted attack, and weld-zone vulnerability can dominate the life of the component. In that zone, 800H should never be selected on the basis of “nickel alloy equals safe.” That shortcut is expensive.
How to Choose Incoloy 800H for Sour Gas Service by Temperature and Chemistry
A sound answer to how to choose Incoloy 800H for sour gas service begins with five data points: operating metal temperature, upset temperature, water dew point, chloride level in any condensed phase, and H2S partial pressure. Without those, the alloy decision is only guesswork with a datasheet attached.
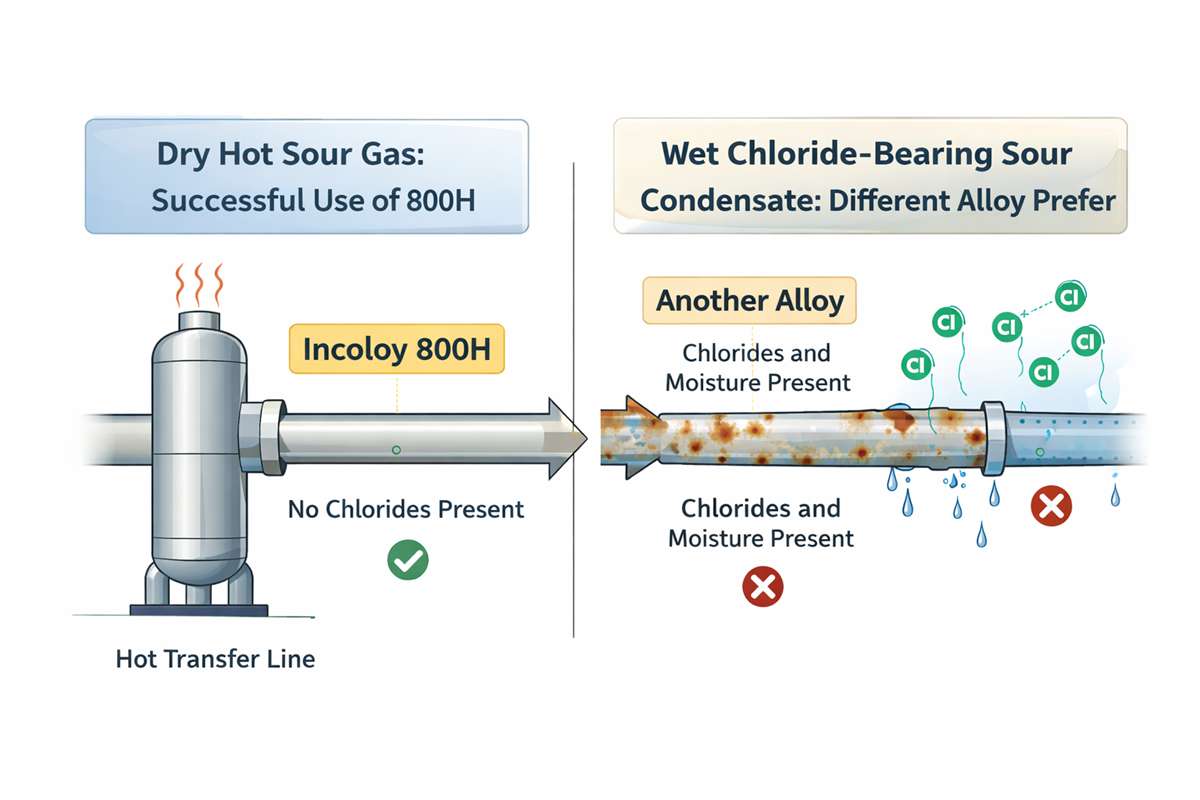
At elevated temperatures, 800H earns its place because it keeps strength where common stainless steels lose margin. It also performs better than many lower-alloy materials in oxidizing, carburizing, and sulfur-bearing atmospheres. That is why it is often evaluated for hot sour gas equipment rather than cold wet separators. If the gas stays dry throughout normal and upset operation, 800H can be a technically defensible choice.
The problem appears in the transition zone. Condensation is where otherwise reasonable material selections begin to fail. A line that is “dry on paper” may see shutdown condensation, cold-spot wetting, startup carryover, or trace salt deposition that creates an aggressive micro-environment. In those cases, how to choose Incoloy 800H for sour gas service is no longer about bulk gas chemistry. It becomes a question of local wetting, salt concentration, and stress state.
You should also keep the comparison set honest. If the service is mainly wet sour and moderate in temperature, Alloy 825 is often the more natural benchmark. If chloride-rich wet sour conditions are severe, or if failure consequences are high, engineers may move the comparison toward alloys such as 625 or C-276 depending on the full chemistry and design basis. 800H is strongest when the duty is hot and the corrosion threat is more tied to sulfidation or oxidation than to persistent aqueous H2S attack.
For engineers asking how to choose Incoloy 800H for sour gas service, the screening questions below are usually more useful than a generic “yes or no.”
| Selection Question | Why It Matters | What It Means for 800H | Engineering Action |
|---|---|---|---|
| Will the service remain dry above the water dew point in normal and upset conditions? | Wet H2S changes the dominant failure mode. | Strong positive for 800H if truly dry. | Verify with process simulation, shutdown cases, and cold-spot review. |
| Is metal temperature high enough that creep strength is part of the design basis? | 800H is chosen for elevated-temperature strength, not just corrosion. | Positive if long-term strength above ~316°C is required. | Check allowable stress, creep life, and code design margins. |
| Are chlorides present in any condensate, carryover, or deposits? | Chlorides can sharply increase localized attack risk. | Negative if wet chloride contamination is credible. | Review upstream contamination, insulation leaks, wash water, and deposits. |
| Is the service continuous wet sour liquid or sour condensate? | Aqueous H2S often favors different alloy families. | Usually a caution or rejection for 800H. | Benchmark against 825, 625, or other qualified materials. |
| Are welds highly restrained or difficult to heat treat? | Weld metal and HAZ behavior often control field performance. | Neutral to negative unless procedures are tightly controlled. | Qualify WPS/PQR carefully and control filler, heat input, and hardness. |
| Is sulfur-bearing high-temperature gas the main issue? | Sulfidation resistance can matter more than wet cracking. | This is where 800H is often technically attractive. | Check sulfur species, velocity, deposit formation, and metal temperature. |
Where How to Choose Incoloy 800H for Sour Gas Service Usually Goes Wrong
The biggest mistake in how to choose Incoloy 800H for sour gas service is treating the alloy as a corrosion-only solution. It is not. It is a high-temperature engineering alloy. If the application does not need elevated-temperature strength, 800H may not be the most efficient or most reliable answer.
The second mistake is ignoring fabrication. Base-metal properties do not guarantee fabricated-equipment performance. Weld filler selection, heat input, grain coarsening, residual stress, and surface contamination all matter. In practice, good alloy selection is inseparable from good welding procedure qualification. For critical sour gas hardware, I would also want the design team to review hardness control, final surface condition, pickling or cleaning practice, and whether dissimilar-metal welds introduce galvanic or differential expansion issues.
The third mistake is failing to define the governing standard early. If the component falls under sour service requirements tied to NACE MR0175 / ISO 15156 or owner-specific restrictions, you need that compliance path established before procurement. Do not wait until after the datasheet is approved to ask whether the selected product form, weld procedure, or hardness profile will pass the project requirement.
In practical terms, how to choose Incoloy 800H for sour gas service comes down to one disciplined judgment: choose it when the service is primarily hot, strength-driven, and truly dry or near-dry; hesitate when condensation, wet H2S, or chloride-bearing aqueous phases are credible; and reject shortcuts that ignore welding and standards compliance. That is the difference between buying alloy and buying reliability.
If you are screening a real project, the fastest way to reach a defensible decision is to review a small set of actual process data: H2S and CO2 partial pressures, chloride level, water content, dew point, design and upset temperature, pressure, expected deposits, and the intended welding route. At 28Nickel, that is exactly the kind of discussion that turns a material quote into a workable engineering recommendation.
Related Q&A
1. Is Incoloy 800H suitable for wet sour gas service?
Not as a default choice. Incoloy 800H can be considered only after the wet phase chemistry, chlorides, stress level, and applicable sour service requirements are checked carefully. For continuous wet H2S environments, engineers often benchmark it against alloys with a stronger track record in aqueous sour exposure.
2. What is the main advantage of Incoloy 800H in sour gas service?
Its main advantage is high-temperature strength combined with good oxidation, carburization, and sulfidation resistance. That makes it most attractive in hot sour gas equipment where the gas remains dry and creep performance matters.
3. What data should be reviewed before choosing Incoloy 800H for sour gas service?
At minimum: H2S partial pressure, CO2 level, water dew point, chloride concentration in any condensed phase, operating and upset metal temperature, pressure, sulfur species, deposits, and welding details. Without that package, how to choose Incoloy 800H for sour gas service cannot be answered reliably.