Plant equipment does not usually “fail” because the drawing was wrong—it fails because real process chemistry is messier than the spec sheet. Chlorides hide under deposits, acids shift from oxidizing to reducing as impurities build up, and thermal cycles keep stressing welds. That is why reliability teams often search for an inconel alloy for chemical industry service: it can tolerate combined corrosion + heat + stress scenarios that make many stainless steels unpredictable.

Why inconel alloy for chemical industry is chosen in aggressive units
“Inconel” is a trade name widely used for several nickel‑based alloys (often specified by UNS numbers such as N06600, N06625, or N06690). For chemical processing, the value is the package of properties, not one headline feature:
-
A nickel base helps in many reducing environments and generally improves resistance to chloride stress corrosion cracking (SCC).
-
Chromium supports passivation and high‑temperature oxidation resistance.
-
In some grades, molybdenum (Mo) improves pitting/crevice resistance, while niobium (Nb) contributes to strength and weld stability.
Engineers reach for inconel alloy for chemical industry duty when the failure mode is localized and fast (pitting, crevice attack, SCC), or when oxidation/sulfidation at temperature is part of the story.
Map the actual damage mechanisms before you pick a grade
Most material “mistakes” are not about choosing the wrong alloy family—they come from missing one mechanism that dominates in the plant.
Chlorides: pitting, crevices, and deposits
If chlorides exist anywhere in the loop (brines, seawater influence, salt catalysts, cleaning chemicals, or contamination), localized corrosion can become the limiting factor. Mo‑bearing grades—especially Alloy 625—are frequently shortlisted because they resist pitting and crevice corrosion better than many stainless steels in warm chloride environments.
SCC: the crack that arrives with little warning
Austenitic stainless steels can crack by chloride SCC with very little general thinning. Nickel alloys are typically more resistant, which is why upgrading fasteners, shafts, and hot‑wet chloride piping to an inconel alloy for chemical industry retrofit is common after repeated cracking or failed inspections.
Acids: oxidizing, reducing, and mixed behavior
Nitric acid is strongly oxidizing; hydrochloric acid is reducing; real process streams can be mixed, contaminated, or aerated in ways that change corrosion behavior along the line. High‑chromium grades (often Alloy 690) are commonly evaluated for hot oxidizing sections. Mo‑bearing grades tend to be favored where chlorides and mixed chemistry are present.
Heat: oxidation and sulfidation can be the real limiter
In heaters, regeneration circuits, and hot off‑gas paths, oxidation and sulfidation control life. Alloy 600 has long service history in high‑temperature oxidation environments and remains a practical choice in many hot zones where chloride pitting is not the main risk.
Grade shortlist: inconel alloy for chemical industry options
Before finalizing a material callout, it helps to answer three “boring” questions that prevent most surprises:
-
What is the worst‑case chemistry at the metal surface? (Think deposits, concentration, oxygen gradients—not bulk analysis.)
-
What is the maximum metal temperature, not just process temperature? (Hot spots at heaters and exchanger inlets matter.)
-
Where is the tensile stress? (Cold‑worked bends, vibration zones, misalignment, and high‑constraint welds.)
Use the table below to narrow the conversation. Then validate against plant history, impurities, and (when possible) targeted testing.
| Alloy (common name) | UNS | Where it typically performs well | Typical chemical applications | Practical cautions |
|---|---|---|---|---|
| Alloy 600 (Inconel 600) | N06600 | High‑temp oxidation resistance; solid general corrosion | Furnace/heater hardware, reactor internals, hot piping | Not the first choice for severe chloride pitting/crevice attack |
| Alloy 625 (Inconel 625) | N06625 | Strong pitting/crevice resistance; robust weldability | Brines, scrubbers, seawater‑adjacent zones, acid gas components | Often the workhorse inconel alloy for chemical industry chloride service; higher upfront cost |
| Alloy 690 (Inconel 690) | N06690 | Oxidizing acids and high‑temp oxidation | Nitric acid duty, oxidizing heat‑exchange sections | Verify performance if chlorides/deposits are possible |
| Alloy 718 (Inconel 718) | N07718 | High strength after heat treatment | High‑load bolts, rotating equipment parts | Strength‑driven choice; corrosion must still be validated |
A fast (imperfect) selection shortcut
-
Warm chlorides + deposits: start with 625, then confirm.
-
Hot oxidizing acid: bring 690 into the discussion early.
-
Hot oxidation/sulfidation: consider 600 as a baseline.
Shortcuts help alignment, but plant experience should overrule rules of thumb.
Fabrication notes for inconel alloy for chemical industry components
Upgrading the alloy does not automatically fix failures. In retrofit work, the outcome is often decided by weld quality, crevice control, and surface condition.
Welding: protect the chemistry at the joint
Nickel alloys weld well, but corrosion resistance can be compromised by dilution, contamination, or poor cleaning. For Alloy 625, fabricators commonly use nickel‑based filler metals (often in the ERNiCrMo‑3 class) to preserve localized corrosion resistance. Good practice includes controlled heat input, clean tooling (avoid sulfur‑bearing lubricants), adequate root protection, and thorough post‑weld cleaning.
Design out crevices you cannot inspect
Crevices create their own aggressive chemistry: chlorides concentrate, oxygen gradients form, and pH can drop. If localized corrosion is the driver for specifying an inconel alloy for chemical industry equipment, pair the material change with design changes—seal welding where practical, drainable orientations, and fewer stagnant pockets.
Surface finish: deposits start on rough surfaces
Roughness increases deposit retention. For wet chloride duties, a smoother finish plus consistent cleaning can delay pitting initiation. Consider calling out surface condition (and acceptance criteria) in the purchase spec, not only “alloy and thickness.”
Mixed‑metal joints: galvanic effects still matter
Nickel alloys can be more noble than carbon steel in many conductive liquids. If a nickel alloy spool is attached to carbon steel in a brine environment, corrosion may accelerate on the steel side unless isolation or design allowances are included.
Sourcing checklist for inconel alloy for chemical industry projects
For critical chemical service, traceability is part of risk control. A strong procurement package typically includes:
-
Product standards by form (common references include ASTM B168 for plate/sheet; ASTM B167 for certain seamless pipe/tube; and ASTM B443/B444/B446/B564 frequently specified for Alloy 625 products depending on form).
-
Material Test Reports (MTRs) with heat/lot traceability, chemistry, and mechanical properties.
-
EN 10204 3.1 certificates when required.
-
PMI (Positive Material Identification) on receipt and after fabrication in mixed‑alloy shops.
-
Clear substitution rules and an approval path for any proposed alternative.
As a nickel‑alloy exporter, 28Nickel sees the biggest project wins when buyers treat documentation and marking control as seriously as design calculations—because the right grade on paper is useless if mix‑ups happen on the shop floor.
When the economics justify inconel alloy for chemical industry upgrades
If downtime is costly, cost per kilogram is misleading. Plants most often justify upgrades when they have:
-
Repeated exchanger leaks in chloride‑contaminated cooling or quench loops
-
Scrubber/absorber internals exposed to wet chlorides plus oxidizers
-
Acid recovery and pickling sections where stainless welds pit or crack
-
Shafts, sleeves, and fasteners cracking from SCC in warm brines
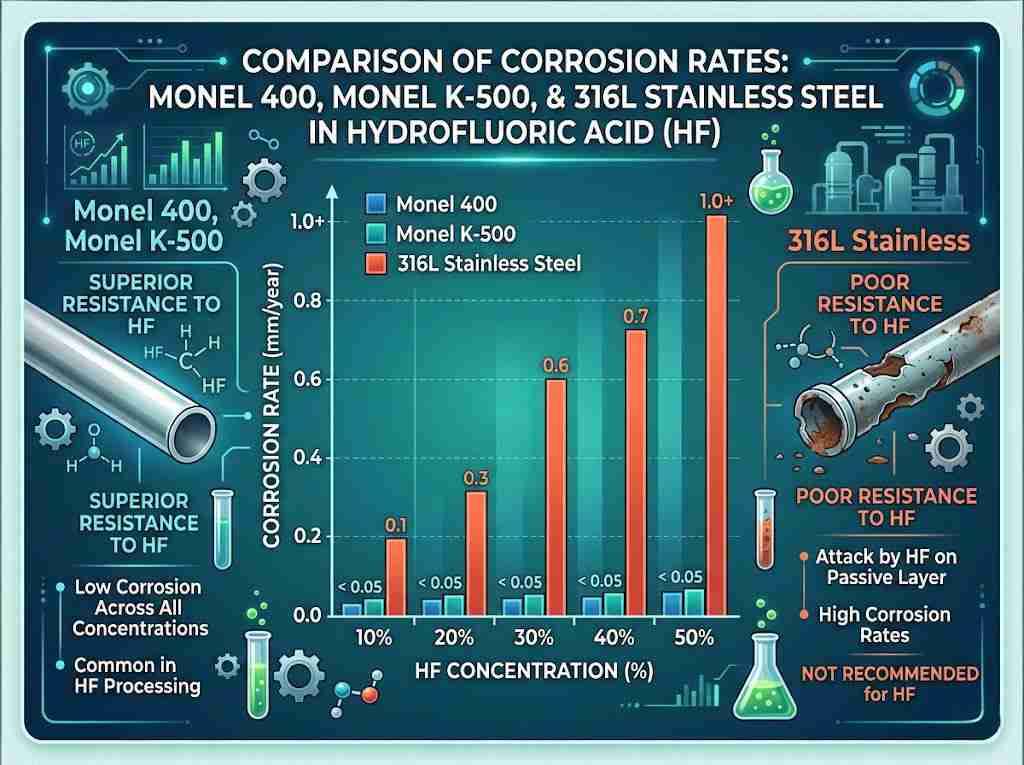
A common pattern is a scrubber or quench circuit where 316L tubing or spray headers survive in the early months, then start pitting at welds and under scale. After two or three shutdown repairs, teams switch to 625 in the highest‑risk zones and keep stainless elsewhere. That kind of targeted upgrade is often the most cost‑effective way to use inconel alloy for chemical industry performance where it matters most.
If you are already paying for frequent inspections, emergency clamps, or weld overlays, the life‑cycle case for an inconel alloy for chemical industry solution is usually stronger than it first appears.
Related Q&A
Q1: Is inconel alloy for chemical industry equipment “corrosion‑proof”?
A: No. It is more forgiving in many aggressive environments, but crevice chemistry, poor welding practice, and unexpected contaminants can still cause rapid localized attack.
Q2: Why is Alloy 625 so common in chloride service?
A: Its Mo‑bearing chemistry is widely used because it improves resistance to pitting and crevice corrosion, and it tends to keep weld performance robust—two common pain points in chemical plants.
Q3: What should I request from a supplier for imports?
A: Request the correct standard by product form, full MTRs with heat traceability, required certificates (often EN 10204 3.1), and plan PMI on receipt to prevent mix‑ups.