Quando gli ingegneri chiedono informazioni su Hastelloy C-276 resistenza alla corrosione in acido solforico, di solito non si tratta di una domanda teorica. Stanno cercando di evitare un guasto molto pratico: perdite nelle linee di trasferimento, perdita di piastre dello scambiatore, attacco imprevisto delle saldature o un recipiente che sembrava accettabile su una tabella di corrosione generica, ma che non è sopravvissuto alla chimica del bagno reale. La C-276 rimane una delle leghe di Ni-Cr-Mo più ampiamente specificate perché la sua chimica bilancia la capacità di ridurre gli acidi con una significativa tolleranza ai contaminanti ossidanti. Ma nel servizio con acido solforico, la risposta corretta non è mai solo “eccellente”. Dipende dalla concentrazione, dalla temperatura, dall'aerazione e da ciò che è disciolto nell'acido.
A livello metallurgico, questo equilibrio non è casuale. Haynes elenca la C-276 con un equilibrio approssimativo di nichel, cromo 16 wt.%, molibdeno 16 wt.% e tungsteno 4 wt.%, con carbonio e silicio estremamente ridotti. In pratica, questo è il motivo per cui la lega è in grado di gestire gli acidi ossidanti e non ossidanti meglio della maggior parte dei gradi inossidabili, mantenendo anche le zone saldate molto meno vulnerabili rispetto alle vecchie leghe anticorrosione. Per i sistemi di acido solforico, questa combinazione è importante perché l'acido può passare da un comportamento prevalentemente riducente a un'elettrochimica più complessa con l'aumentare della concentrazione, in particolare nell'intervallo 60-70 wt.%.
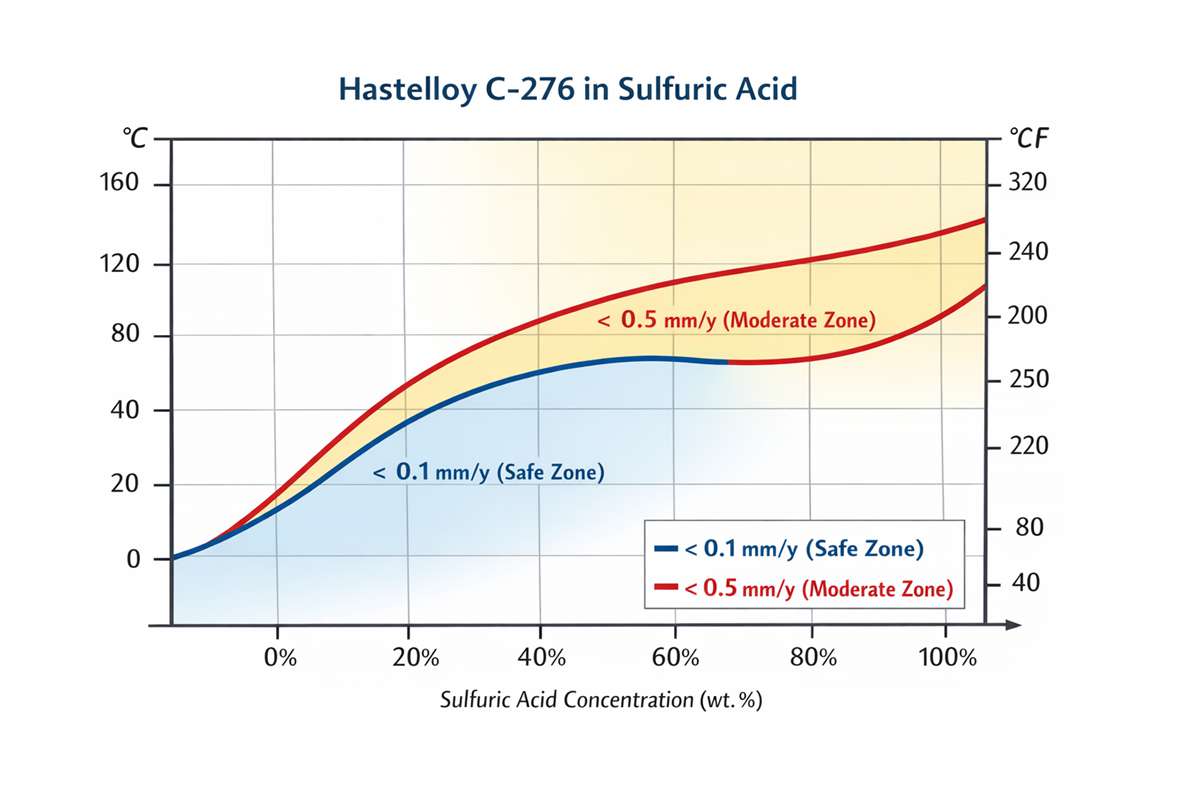
Il modo più utile per leggere Resistenza alla corrosione di Hastelloy C-276 in acido solforico è attraverso la logica dell'isocorrosione piuttosto che una singola classificazione del materiale “sì/no”. Haynes definisce la linea blu dei suoi diagrammi come 0,1 mm/anno e la linea rossa come 0,5 mm/anno. Al di sotto della linea di 0,1 mm/y, la corrosione è generalmente considerata molto sicura per le apparecchiature di lunga durata; tra 0,1 e 0,5 mm/y, la lega può essere ancora valida a seconda della tolleranza di corrosione, dell'intervallo di ispezione e della criticità del componente. Nel grafico comparativo acido-solforico, il C-276 si colloca chiaramente al di sopra del 316L, del 254SMO e della lega 625 per gran parte dell'intervallo di concentrazione, il che spiega perché viene spesso scelto per il servizio solforico aggressivo CPI quando gli acciai inossidabili diventano marginali.
Alcuni dati reali raccontano la storia meglio del linguaggio del marketing:
| Concentrazione di acido solforico (wt.%) | 66°C / 150°F (mm/a) | 79°C / 175°F (mm/a) | 93°C / 200°F (mm/a) | 107°C / 225°F (mm/a) | 121°C / 250°F (mm/a) | Ebollizione (mm/a) |
|---|---|---|---|---|---|---|
| 10 | — | 0.03 | 0.14 | — | — | 0.18 |
| 20 | — | 0.05 | 0.40 | — | — | 0.49 |
| 50 | 0.02 | 0.26 | 0.62 | 1.13 | 2.33 | 3.64 |
| 70 | 0.05 | 0.16 | 0.50 | 1.06 | 13.68 | — |
| 90 | 0.03 | 0.05 | 0.46 | 1.64 | 4.79 | — |
| 96 | — | 0.04 | 0.18 | 0.95 | — | — |
Nota sulla fonte: acido solforico di grado reagente, condizioni di laboratorio; Haynes raccomanda esplicitamente di effettuare test sul campo prima dell'uso industriale.
Ciò che salta all'occhio è che Resistenza alla corrosione di Hastelloy C-276 in acido solforico non è controllata dalla sola concentrazione. Con acido 70 wt.%, la lega mostra ancora solo 0,16 mm/a a 79°C e 0,50 mm/a a 93°C, ma sale bruscamente a 13,68 mm/a a 121°C. Con l'acido 90 wt.%, la stessa lega appare sorprendentemente confortevole a 79°C, per poi passare a un regime conservativo di lunga durata all'aumentare della temperatura. In altre parole, la temperatura è di solito la prima variabile da individuare, non l'ultima. Questo è esattamente il motivo per cui gli ingegneri si mettono nei guai quando gli appalti chiedono solo la “concentrazione di acido solforico” e ignorano il reale inviluppo termico.
C'è un altro aspetto pratico. I dati sull'acido solforico puro sono utili, ma l'acido delle piante spesso non è puro. Haynes osserva che le leghe Ni-Cr-Mo, come il C-276, mantengono un'elevata resistenza all'acido solforico puro, mentre il cromo offre anche una certa protezione contro le specie ossidanti presenti nelle soluzioni industriali. Allo stesso tempo, queste stesse soluzioni industriali possono diventare molto meno indulgenti rispetto all'acido reagente. Nell'acido solforico industriale altamente concentrato, in particolare quello “super-ossidante” da 92 a 99 wt.% dei gas di scarico delle fonderie, le leghe di nichel-cromo-molibdeno possono ancora essere utilizzate fino a circa 95°C, ma al di sopra di questa temperatura possono essere necessari altri materiali che formano film protettivi alternativi. Questo limite è il punto in cui una generica tabella di corrosione non è più sufficiente.
Per i fabbricanti, il punto di saldatura è altrettanto importante. Uno dei motivi per cui gli acquirenti continuano a specificare il C-276 per recipienti e ugelli, Riduttori, e di bobine è che il carbonio e il silicio molto bassi contribuiscono a preservare la resistenza alla corrosione dopo la saldatura. I dati di Haynes sulla corrosione delle saldature in acido solforico a 66°C mostrano tassi di corrosione di tutto il metallo saldato pari a 0,03 mm/anno in acido a 30 e 50 wt.%, 0,13 mm/anno a 70 wt.% e 0,11 mm/anno a 90 wt.%; i corrispondenti valori del metallo base sono ancora più bassi. Questo non autorizza a ignorare la qualificazione delle procedure, il decapaggio o il controllo della colorazione a caldo, ma è un motivo valido per cui il C-276 rimane una lega affidabile per le unità solforiche.
Quindi, è Resistenza alla corrosione di Hastelloy C-276 in acido solforico abbastanza buono per il vostro servizio? Molto spesso sì, ma solo dopo aver definito correttamente il servizio. Prima di rilasciare il materiale, chiedete cinque variabili: la concentrazione di acido, la temperatura di esercizio e di intervento, i contaminanti ossidanti, gli alogenuri e i cloruri, e se il componente è stato lavorato o saldato pesantemente. Se si è in grado di fornire questi dati, la selezione del materiale diventa un'operazione ingegneristica anziché una congettura. Nel caso di applicazioni serie con acido solforico, questa differenza è di solito ciò che separa un'attività di 10 anni da un costoso arresto.

Conclusione
Nell'acido solforico, il C-276 è da considerarsi una lega tecnica ad alto margine, non una risposta universale. La sua chimica Ni-Cr-Mo-W le conferisce un'ampia finestra, soprattutto laddove gli acciai inossidabili non riescono ad emergere, e le sue prestazioni in saldatura sono uno dei motivi per cui è ancora molto apprezzata. Ma la decisione diventa veramente affidabile solo quando la concentrazione, la temperatura e il profilo delle impurità vengono esaminati insieme alle reali condizioni di processo.
Domande e risposte correlate
Q1: Hastelloy C-276 è migliore di 316L in acido solforico?
In molte condizioni di acido solforico, sì. I grafici Haynes comparativi collocano il C-276 ben al di sopra del 316L per quanto riguarda la temperatura ammissibile in gran parte dell'intervallo di concentrazione, motivo per cui il 316L diventa spesso marginale molto prima del C-276.
D2: L'Hastelloy C-276 saldato può essere utilizzato nel servizio con acido solforico?
Di solito sì, a condizione che la fabbricazione sia controllata. I dati di Haynes mostrano bassi tassi di corrosione per il metallo saldato C-276 in acido solforico da 30 a 90 wt.% a 66°C, anche se la qualità della saldatura, le condizioni della superficie e i contaminanti presenti nel flusso reale sono ancora importanti.
D3: Qual è l'errore più grande nella scelta del C-276 per l'acido solforico?
Trattare l'acido solforico come un unico mezzo. La temperatura, le specie ossidanti, gli alogenuri e le impurità dell'impianto possono modificare drasticamente il comportamento della corrosione, pertanto la scelta deve basarsi sulla chimica dell'intero bagno e non sulla sola concentrazione nominale di H2SO4.


