In pratica, Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola non è una decisione di acquisto di routine. È un punto di controllo metallurgico. Se il riempimento è sbagliato, la valvola finita può ancora superare l'ispezione dimensionale, la radiografia e persino l'hydrotest, ma fallire precocemente nel servizio a umido in presenza di cloruri, perché il metallo saldato e la ZTA non corrispondono più alle prestazioni di corrosione previste da UNS N06022.
Ecco perché i costruttori esperti non partono dai marchi. Si parte dalle condizioni di servizio, dalla diluizione, dalla progettazione dei giunti e dal processo di produzione del corpo valvola stesso. Un corpo C-22 forgiato, un corpo fuso e un corpo riparato per saldatura non si comportano esattamente allo stesso modo sotto il calore dell'arco. Per le lavorazioni chimiche più severe, la scelta del riempitivo deve preservare la resistenza alla vaiolatura, alla corrosione interstiziale e all'attacco in mezzi misti ossidanti-riduttori. In altre parole, Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola deve essere trattata come una decisione ingegneristica, non come una voce dei materiali di consumo.
Cosa spinge la scelta del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola?
Quando esamino una procedura di saldatura del corpo valvola, di solito considero quattro variabili prima di esaminare il certificato del materiale di consumo.
Il primo è intento progettuale della corrosione. L'Hastelloy C-22 è apprezzato per la sua ampia resistenza ai cloruri, ai sali ferrici e cuprici, al cloro umido, alla contaminazione formica e acetica e a molti ambienti acidi misti. Se il corpo della valvola è specificato in C-22, il metallo saldato non deve diventare l'anello debole.
Il secondo è controllo della diluizione. Le passate di radice, le saldature di riparazione intorno alle cavità della carrozzeria e l'accumulo di sezioni più spesse possono modificare la chimica del metallo saldato. Un'eccessiva diluizione dovuta a utensili adiacenti in acciaio al carbonio, a contaminazione o ad attacchi dissimili può ridurre silenziosamente l'equilibrio di cromo e molibdeno nei punti più importanti.
Il terzo è metodo di fabbricazione. Il GTAW è ancora preferito per i lavori di riparazione e di radicamento critici su leghe di nichel perché consente un migliore controllo dell'apporto di calore e della pulizia. GMAW o SMAW possono essere accettabili in produzione, ma solo quando la qualificazione della procedura ha già dimostrato che la tenacità, la solidità e le prestazioni di corrosione rimangono intatte.
Il quarto è geometria effettiva della valvola. Un corpo valvola a globo con massa localizzata intorno alla tasca della sede si comporta in modo diverso da un corpo valvola a parete sottile. Il vincolo, il posizionamento del tallone e l'accesso influenzano il tipo di stucco che si comporta meglio nelle condizioni reali di lavoro.

Perché l'ERNiCrMo-10 è di solito la prima scelta
Per la maggior parte dei casi, la risposta tecnicamente valida per Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola è ERNiCrMo-10 per GTAW/GMAW, o ENiCrMo-10 per SMAW. Questa è la famiglia di materiali d'apporto adatta alla Lega C-22. Il motivo è semplice: è progettata per fornire una chimica del metallo saldato sufficientemente vicina a quella della lega di base, in modo che la resistenza alla corrosione non sia materialmente compromessa dopo la normale diluizione.
Questo aspetto è più importante di quanto si pensi. Nei componenti delle valvole, le zone più vulnerabili non sono sempre quelle più ovvie. Piccole aree di riparazione, zone di radice e transizioni parzialmente miscelate possono intrappolare il fluido di processo e creare condizioni di fessura locali. L'abbinamento dei riempitivi aiuta a mantenere una chimica robusta contro questo tipo di attacchi.
Un altro vantaggio dell'ERNiCrMo-10 è che supporta la qualificazione di procedure prevedibili. Se il materiale di base è C-22 e il riempitivo è anch'esso di chimica C-22, il saldatore e l'ingegnere non devono lottare contro inutili variabili metallurgiche. Ciò semplifica la risoluzione dei problemi quando compaiono porosità, mancanza di fusione o problemi di cricche a caldo.
Tuttavia, “compatibile” non significa “indulgente”. Le leghe di nichel-cromo-molibdeno sono molto sensibili alla pulizia dell'officina. I coloranti di layout contenenti zolfo, i residui d'olio, il ferro incastrato e le cattive pratiche di schermatura possono causare più danni di una piccola variazione della velocità di avanzamento. Quindi, mentre Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola spesso punta sull'ERNiCrMo-10, il riempimento da solo non garantisce un buon risultato.
Confronto tra le cariche per la saldatura del corpo valvola in Hastelloy C-22
Nei progetti reali, gli ingegneri prendono talvolta in considerazione materiali di consumo alternativi. La tabella seguente fornisce un confronto pratico.
| Metallo di riempimento | Utilizzo tipico nei corpi valvola | Vantaggio principale | Attenzione principale |
|---|---|---|---|
| ERNiCrMo-10 / ENiCrMo-10 | Giunti da C-22 a C-22, passate di radice, saldature di riparazione, aree critiche per la corrosione | Migliore corrispondenza chimica per la Lega C-22; prestazioni di corrosione bilanciate dopo la diluizione | Richiede comunque una pulizia rigorosa e un apporto di calore controllato |
| ERNiCrMo-14 | Servizio selezionato di corrosione severa, alcuni giunti dissimili, margine aggiunto contro gli attacchi localizzati | Resistenza alla corrosione molto forte in ambienti aggressivi | Costo più elevato; la mancata corrispondenza chimica può richiedere una revisione supplementare nelle procedure qualificate. |
| ERNiCrMo-4 | Più spesso associato alla famiglia C-276 o alla fabbricazione di leghe miste di nichel. | Buona resistenza generale alla corrosione e ampia disponibilità | Non è la prima scelta di abbinamento per i corpi valvola C-22 |
| Tipo ERNiCrFe-7 / Lega 625 | Attacchi non critici, alcune transizioni dissimili dove la progettazione lo consente | Prontamente disponibile e saldabile | Solitamente inferiore ai riempitivi C-22 per le zone di saldatura umide critiche per la corrosione. |
Dettagli della procedura che contano più del numero di catalogo
Una volta scelto il riempitivo, l'esecuzione determina se la metallurgia teorica sopravvive alla fabbricazione. È qui che molte procedure, che sulla carta sembrano accettabili, in servizio non sono all'altezza.
Per Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola, Preferisco fortemente un apporto di calore basso e controllato e una temperatura di interpass relativamente bassa. Molti negozi mantengono l'interpass al di sotto di circa 150°C, e nella lavorazione delle valvole di precisione spesso è utile una pratica ancora più ridotta. I cordoli sono generalmente più sicuri delle trame larghe perché riducono il rischio di segregazione e facilitano la pulizia tra le passate.
La preparazione della superficie deve essere trattata quasi come un lavoro di laboratorio. Inossidabili o solo nichel filo spazzole, abrasivi puliti, pulizia con acetone e rimozione di ogni traccia di ossido non sono dettagli opzionali. Fanno parte della metallurgia. Se la contaminazione da ferro è presente prima della saldatura, la storia di corrosione della valvola finita potrebbe essere già compromessa.
Anche la qualità della schermatura merita attenzione. L'argon ad alta purezza è comune per il TIG e la schermatura delle radici deve essere mantenuta ogniqualvolta l'ossidazione sul retro può influire sul servizio di corrosione. Una radice scura, zuccherina o fortemente ossidata su una lega di nichel non è solo una brutta lavorazione, ma può diventare un sito di innesco della corrosione.
Per la saldatura di riparazione del corpo valvola, il posizionamento del cordone è altrettanto importante. Il riscaldamento ripetuto in una piccola area intorno alla tasca della sede o al collo del cofano può causare distorsioni evitabili e complicare l'interpretazione dell'NDE. In questi casi, la risposta “migliore” a Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola a volte è una combinazione di un giusto riempimento e di una sequenza di saldatura più disciplinata.
Caso speciale: giunti dissimili e imbutitura
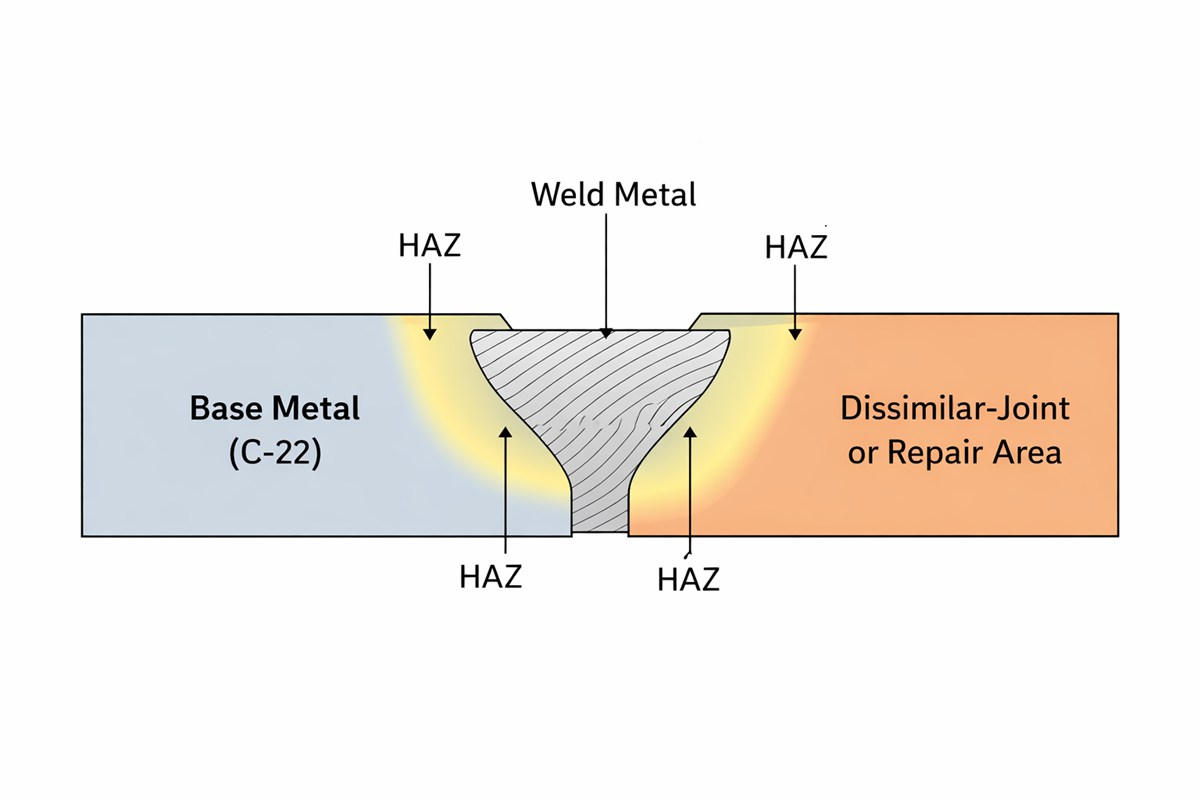
I gruppi di valvole non sono sempre completamente C-22 da un'estremità all'altra. È possibile che durante la produzione siano presenti adattatori, sovrapposizioni, ugelli, transizioni di rivestimento o attacchi temporanei. In questi casi, Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola deve essere valutato insieme alla diluizione del secondo materiale.
Se la giunzione è tra il C-22 e un'altra lega di nichel ad alte prestazioni, l'ERNiCrMo-10 rimane spesso un candidato forte. Se il servizio è estremamente aggressivo e la procedura è stata qualificata di conseguenza, alcuni ingegneri considerano l'ERNiCrMo-14 per aggiungere margine di corrosione. Per le transizioni all'acciaio inossidabile, tuttavia, la discussione deve includere non solo la saldabilità, ma anche la chimica finale della zona bagnata dopo la diluizione. Questo punto è spesso trascurato.
Una buona regola è semplice: non scegliere l'apporto solo perché è disponibile in officina. Sceglietelo perché il metallo saldato finale depositato, dopo una diluizione realistica, supporta ancora la base di progettazione della corrosione della valvola.
Considerazioni finali
Se volete una risposta in un'unica riga, eccola: per la maggior parte delle saldature critiche per la corrosione sui corpi valvola C-22, ERNiCrMo-10 è la risposta predefinita e solitamente corretta. Ma gli ingegneri più seri sanno che la scelta del riempitivo non può essere separata dalla diluizione, dalla geometria del giunto, dalla pulizia, dall'apporto di calore e dall'esposizione effettiva ai fluidi.
Questa è la vera logica che sta alla base Selezione del metallo d'apporto per la saldatura di Hastelloy C-22 per i corpi valvola. Il consumabile deve supportare l'intento progettuale della lega anche dopo la saldatura, non solo prima.
Se il vostro team sta qualificando un nuovo WPS, rivedendo una procedura di riparazione o selezionando un nuovo WPS, non potete fare a meno di notare che il vostro team è in grado di gestire il vostro WPS. filo di saldatura per un'applicazione di valvole corrosive, inviate a 28Nickel il fluido della valvola, la forma del materiale di base e i dettagli del giunto. Una breve revisione tecnica in anticipo è molto più economica di una valvola guasta in servizio.
Domande e risposte correlate
1. L'ERNiCrMo-10 è sempre il miglior riempitivo per i corpi valvola in Hastelloy C-22?
Non sempre, ma di solito è la prima scelta e la più appropriata dal punto di vista tecnico per le saldature C-22-to-C-22. Se il giunto è dissimile o il servizio è eccezionalmente aggressivo, si può valutare un'alternativa sovra-legata attraverso la qualificazione della procedura e i requisiti di corrosione.
2. È possibile utilizzare un riempimento in lega 625 su un corpo valvola in Hastelloy C-22?
Può essere utilizzato in alcune applicazioni non critiche o dissimili, ma in genere non è l'opzione preferita per le zone di saldatura bagnate critiche per la corrosione. Per i corpi valvola esposti a servizi chimici impegnativi, l'apporto di C-22 corrispondente o quasi corrispondente è di solito la scelta ingegneristica più sicura.
3. Qual è il rischio maggiore della saldatura, oltre alla scelta di un riempitivo sbagliato?
Contaminazione. Il prelievo di ferro, i composti di marcatura contenenti zolfo, la scarsa pulizia interpass e la schermatura inadeguata possono degradare l'area di saldatura anche quando la classificazione dell'apporto è corretta.


