When engineers search for an Inconel 718 welding procedure quality checklist, they are rarely looking for generic welding advice. They are usually dealing with one of three problems: inconsistent weld integrity, rejection during QA review, or unexpected cracking after fabrication or repair. Inconel 718 is not especially difficult to weld compared with some precipitation-hardened leghe di nichel, but it is unforgiving when process control is loose. A good Inconel 718 welding procedure quality checklist is therefore not just a document for compliance. It is a practical control tool for reducing rework, protecting mechanical properties, and keeping downstream heat treatment predictable.
The first thing worth stating plainly is this: weld quality on Inconel 718 is determined long before the arc is struck. Base metal condition, joint cleanliness, filler selection, heat input discipline, and interpass temperature control all influence whether the finished weld will remain sound after stress relief, aging, machining, or service exposure. Shops that treat the Inconel 718 welding procedure quality checklist as a final inspection sheet usually discover problems too late.
Why an Inconel 718 Welding Procedure Quality Checklist Matters
Inconel 718 is a Ni-Cr-Fe alloy strengthened mainly by gamma double-prime and gamma-prime precipitation. That strengthening mechanism is precisely why welding procedure control matters. During welding, localized thermal cycles can alter segregation behavior, promote Laves phase formation in the weld metal, and create microstructural conditions that reduce ductility or toughness if the procedure is poorly managed. In practical terms, an incomplete Inconel 718 welding procedure quality checklist often leads to hot cracking concerns, lack of fusion, excessive oxide contamination, or unacceptable hardness variation after post-weld heat treatment.
For aerospace, oil and gas, power generation, and high-temperature fastener or component repair, the checklist must cover more than visual weld appearance. It should connect procedure qualification, operator discipline, consumable control, and inspection acceptance criteria into one coherent workflow.

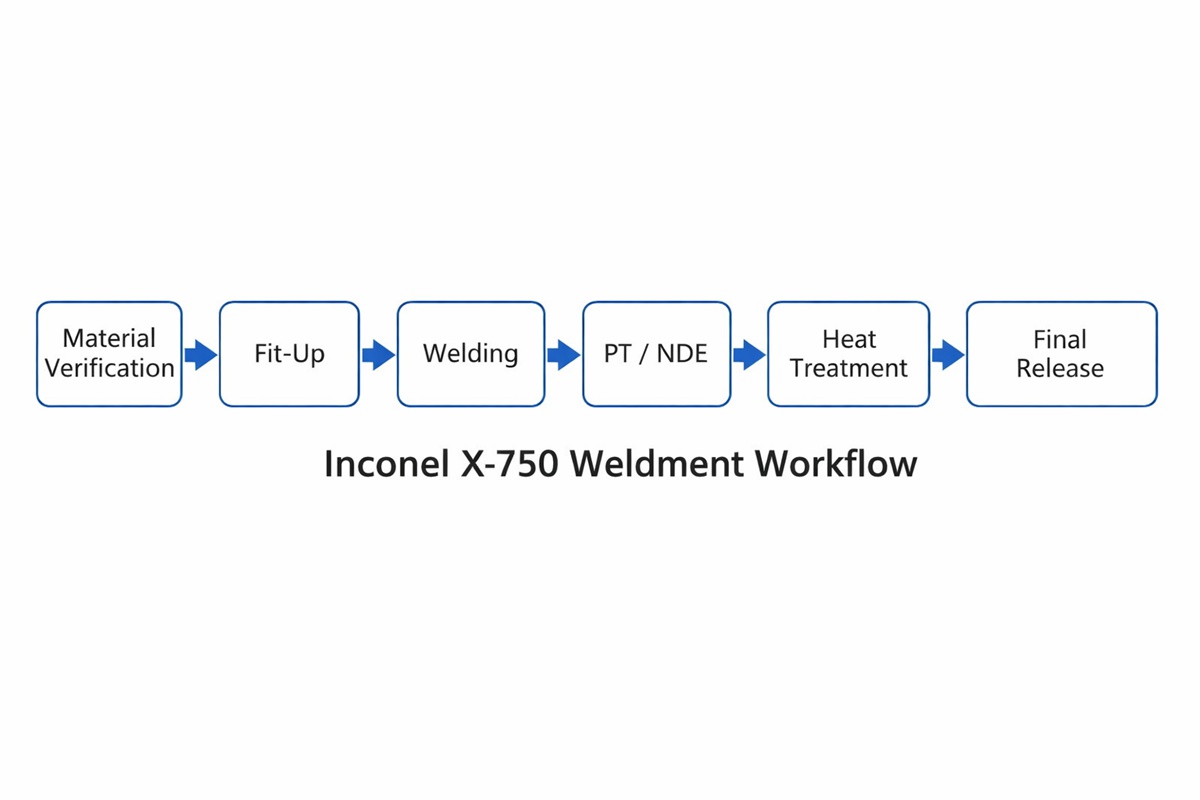
Pre-Weld Controls in the Inconel 718 Welding Procedure Quality Checklist
A serious Inconel 718 welding procedure quality checklist starts with material verification. Confirm heat number, product form, delivery condition, and applicable specification before fit-up. In mixed-material shops, this is not a paperwork formality; it is basic risk control. Nickel alloy cross-mixing with stainless or other superalloys still happens more often than many people admit.
Surface preparation is equally critical. Joint faces and adjacent surfaces should be free of oil, sulfur-bearing marking compounds, shop dirt, cutting fluid, moisture, and embedded iron contamination. Mechanical cleaning tools should be dedicated to nickel alloys. If grinding is used, the abrasive must be clean and suitable for high-alloy work. Many weld discontinuities blamed on parameters are in fact cleanliness failures.
Fit-up should be checked for root opening, land, alignment, tack weld soundness, and accessibility for shielding coverage. For GTAW and PAW applications especially, shielding effectiveness around tack weld areas deserves attention. A robust Inconel 718 welding procedure quality checklist also confirms filler wire condition, storage, diameter, and traceability. ERNiFeCr-2 or specification-driven alternatives should match the qualified procedure and service requirement rather than operator habit.
In-Process Welding Checks That Prevent Rework
During welding, heat input discipline matters more than many teams expect. Inconel 718 generally benefits from controlled, moderate heat input and strict interpass temperature limits. Excessive heat can increase dilution effects, coarsen the weld thermal profile, and aggravate segregation-related microconstituents. Too little fusion, on the other hand, creates planar defects that no final cosmetic pass can hide.
Shielding gas purity and coverage should be verified, not assumed. GTAW welding typically relies on high-purity argon, sometimes with carefully justified variations depending on the process and code framework. Torch angle, gas lens condition, draft exposure, and trailing or backing protection can materially influence weld surface integrity. Any Inconel 718 welding procedure quality checklist that ignores oxidation color standards is incomplete. A bright or lightly tinted weld surface usually indicates better atmospheric protection than dark oxide-heavy discoloration.
Welders should also monitor crater fill, bead sequencing, arc restarts, and cleaning between passes. Interpass grinding must remove defects without introducing contamination or excessive local overheating. For thicker sections, sequencing should aim to control restraint and residual stress. This becomes especially important in repair welding, where local geometry and prior service exposure complicate the thermal response.
Practical Inconel 718 Welding Procedure Quality Checklist
| Checklist Item | What to Verify | Perché è importante |
|---|---|---|
| Material identification | Heat number, alloy grade, product condition | Prevents alloy mix-up and wrong procedure use |
| Joint preparation | Bevel angle, root face, root gap, edge condition | Supports fusion and penetration consistency |
| Surface cleanliness | No oil, grease, oxides, paint, sulfur marks, embedded iron | Reduces porosity, inclusions, contamination |
| Filler metal control | Correct wire classification, diameter, batch traceability | Maintains chemistry and weld integrity |
| Welding process compliance | GTAW/PAW/SMAW process matches WPS/PQR | Ensures qualified essential variables |
| Parameter control | Current, voltage, travel speed, heat input | Limits segregation and lack of fusion risk |
| Interpass temperature | Within specified limit | Controls microstructural instability |
| Shielding quality | Gas purity, flow, coverage, backing/trailing protection | Minimizes oxidation and surface degradation |
| Pass cleaning | Clean between passes with dedicated tools | Prevents slag/oxide entrapment |
| Weld sequence | Balanced sequence and crater management | Lowers distortion and crack susceptibility |
| NDE hold points | VT, PT, RT/UT as required | Detects surface and internal discontinuities |
| PWHT / aging route | Per specification and procedure | Protects final mechanical properties |
Final Inspection and Documentation Requirements
The last section of the Inconel 718 welding procedure quality checklist should tie welding execution to acceptance evidence. Visual inspection should examine profile, toe blending, undercut, overlap, arc strikes, and oxidation condition. Penetrant testing is commonly used because fine surface-connected indications can be missed by visual inspection alone. Depending on thickness, geometry, and code requirement, radiographic or ultrasonic examination may also be required.
Documentation should never be treated as clerical overhead. Record actual parameters, welder ID, filler lot, purge gas details when relevant, interpass temperatures, repair history, and NDE results. When customers ask for technical support, these records often explain why one weld lot performs well and another becomes a warranty case. That is why an effective Inconel 718 welding procedure quality checklist is both a quality tool and a commercial safeguard.
If your team is qualifying a new procedure, troubleshooting repair weld cracking, or comparing filler options for a demanding service environment, the checklist should be customized to the actual product form, section thickness, restraint level, and heat treatment route. That is where many generic templates fail. At 28Nickel, we regularly support buyers, fabricators, and engineering teams that need alloy-specific guidance rather than broad nickel alloy language. If you need help reviewing your WPS logic, filler selection, or base material supply for welded Inconel 718 parts, technical discussion early in the project usually saves far more than post-failure investigation.
Domande e risposte correlate
1. What filler metal is commonly used for Inconel 718 welding?
ERNiFeCr-2 is widely used for many Inconel 718 welding applications, but the final choice should follow code, mechanical property targets, and post-weld heat treatment requirements.
2. Is preheating required for Inconel 718 welding?
In most standard applications, significant preheat is not typically required. Cleanliness, controlled heat input, and interpass temperature discipline are usually more important than high preheat.
3. Why does Inconel 718 weld quality fail after heat treatment?
Common causes include poor parameter control, excessive segregation, contamination, unsuitable repair technique, or a mismatch between materiali di consumo per la saldatura and the final aging route.