Se stai preparando un WPS per una lega di nichel indurita per precipitazione, un Inconel X-750 lista di controllo della qualità delle procedure di saldatura non è una semplice formalità burocratica. È uno strumento di controllo del processo. Nella pratica, la differenza tra una saldatura accettabile e una costosa riparazione dipende spesso da alcuni dettagli che è facile trascurare: le condizioni del metallo di base, la pulizia del giunto, la scelta del materiale d'apporto, il controllo dell'apporto termico e la logica del trattamento termico post-saldatura. Con l'Inconel X-750, questi dettagli contano più che in molte leghe a soluzione solida leghe di nichel, poiché questo tipo di materiale è progettato per mantenere la propria resistenza in presenza di calore, sollecitazioni e sollecitazioni cicliche.
L'Inconel X-750 è una lega di nichel-cromo indurita principalmente tramite indurimento per precipitazione. Questo semplice fatto cambia le carte in tavola nella saldatura. Gli ingegneri non cercano solo di evitare i classici difetti di fusione, quali mancanza di fusione, porosità o fessurazione a cratere. Stanno anche cercando di prevenire danni metallurgici che potrebbero non essere evidenti a prima vista: liquefazione della zona termicamente alterata, tendenza alla fessurazione a caldo, sovrainvecchiamento locale, concentrazione di tensioni residue e riduzione della resistenza alla rottura sotto sforzo dopo un ciclo termico non qualificato. Ecco perché un serio Lista di controllo della qualità delle procedure di saldatura per l'Inconel X-750 deve essere avviata prima dell'accensione dell'arco.
Perché è importante una lista di controllo della qualità delle procedure di saldatura dell'Inconel X-750
Un errore comune nelle fasi di approvvigionamento e fabbricazione è quello di considerare l'X-750 come “una lega di nichel come tante altre”. Ma non è così. In officina, ho visto un aspetto accettabile del cordone nascondere una finestra di processo inadeguata. La saldatura sembrava a posto, eppure l'assemblaggio in seguito non ha superato il controllo perché il pezzo era stato saldato in condizioni di materiale errate, oppure il ciclo termico non supportava la risposta di invecchiamento richiesta.
Un robusto Lista di controllo della qualità delle procedure di saldatura per l'Inconel X-750 È necessario rispondere fin dall'inizio a cinque domande tecniche. Primo: qual è lo stato iniziale del metallo di base: trattato in soluzione, invecchiato, lavorato a freddo o precedentemente riparato? Secondo: il metallo d'apporto scelto soddisfa i requisiti di servizio, le norme di riferimento e gli obiettivi di resistenza alla fessurazione? Terzo, il giunto è stato pulito secondo gli standard delle leghe di nichel, non secondo le abitudini dell'acciaio al carbonio? Quarto, il saldatore sta controllando l'energia dell'arco con una tecnica a cordone lineare piuttosto che utilizzare passaggi a zig-zag ampi e che causano surriscaldamento? Quinto, il percorso del trattamento termico post-saldatura è definito dal disegno e dall'applicazione, invece di essere copiato da un'altra famiglia di leghe?

Controlli fondamentali prima del rilascio del WPS
Il fattore più importante da verificare è lo stato del materiale di base. Se possibile, l’X-750 dovrebbe essere saldato in uno stato trattato in soluzione o comunque saldabile, per poi essere sottoposto a tempra per precipitazione in seguito, secondo le specifiche del materiale o il disegno del componente applicabili. La saldatura di materiale completamente invecchiato non è automaticamente impossibile, ma comporta maggiori difficoltà. La saldatura di riparazione su componenti invecchiati dovrebbe comportare una revisione tecnica, poiché l'escursione termica locale può ridurre le proprietà all'interno e intorno alla zona di saldatura.
Il prossimo aspetto da considerare è la scelta del metallo d'apporto. Non esiste una soluzione universale adatta a tutti i gruppi X-750. Molti saldatori preferiscono utilizzare metalli d'apporto in nichel-cromo resistenti alle cricche per la saldatura in serie, ma la scelta finale deve basarsi sulla resistenza richiesta, sulla temperatura di esercizio, sull'ambiente corrosivo, sui requisiti normativi e su eventuali interfacce tra metalli dissimili. Una buona Lista di controllo della qualità delle procedure di saldatura per l'Inconel X-750 non si limita quindi a elencare un marchio di riempitivo, ma ne descrive le basi tecniche.
La pulizia è un altro ambito in cui una scarsa disciplina compromette procedure altrimenti valide. Zolfo, olio, residui di vernice, sporco da officina, contaminazione da zinco, trasferimento di rame e composti di marcatura contenenti piombo sono tutti elementi inaccettabili. Le facce dei giunti, le superfici di appoggio, il filo di apporto, i guanti, le spazzole metalliche e gli utensili di molatura devono essere controllati. Se lo stesso abrasivo è stato precedentemente utilizzato su acciaio al carbonio, non deve entrare in contatto con l'X-750.
Anche l'apporto termico e la temperatura tra i passaggi devono essere tenuti sotto controllo. Per la saldatura GTAW o GMAW, in genere preferisco un profilo del cordone stabile e stretto e un apporto termico da basso a moderato, specialmente nei giunti vincolati. Un'oscillazione eccessiva, una lunghezza dell'arco troppo estesa e un riempimento insufficiente del cratere sono cause classiche di fessurazione nelle leghe di nichel. Anche la purezza del gas di protezione è importante. Se la stabilità dell'arco o la bagnabilità del cordone cambiano improvvisamente, è opportuno controllare l'impianto del gas prima di attribuire la colpa al saldatore.
Tabella di controllo della qualità delle procedure di saldatura dell'Inconel X-750
| Punto di controllo | Cosa verificare | Attenzione alla qualità raccomandata | Rischio in caso di mancata esecuzione |
|---|---|---|---|
| Identificazione del materiale | Numero di serie, MTC, tipo di lega, condizioni di consegna | Verificare lo stato effettivo dell'X-750 prima di procedere alla saldatura | Risposta termica errata, proprietà finali non conformi |
| Condizioni dei metalli comuni | Trattato con una soluzione, invecchiato, lavorato a freddo, riparato | Se possibile, preferire lo stato saldabile prima dell'invecchiamento finale | Duttilità ridotta, complessità della riparazione |
| Progettazione dei giunti | Apertura della radice, angolo di smussatura, livello di contenimento, accesso | Evitare un fissaggio eccessivo e un accesso inadeguato alla torcia | Mancata fusione, fessurazioni, rilavorazione |
| Preparazione della superficie | Sgrassaggio, rimozione dell'ossido, controllo della contaminazione | Utilizzare strumenti di pulizia specifici in lega di nichel | Porosità, inclusioni, fessurazione a caldo |
| Metallo di riempimento | Tipo di lega, diametro, tracciabilità del lotto | Adattare il riempitivo al servizio e alla procedura prevista | Squilibrio di resistenza, fessurazioni, problemi di corrosione |
| Parametri del processo di saldatura | Corrente, tensione, velocità di marcia, apporto di calore | Privilegiare perline stabili per i bordi e il controllo dei crateri | Danni eccessivi alla zona termicamente alterata (HAZ), deformazione |
| Controllo Interpass | Temperatura misurata tra una passata e l'altra, sequenza delle passate | Mantenere la temperatura tra i passaggi sotto controllo e registrarla | Ingrossamento dei grani, perdita di proprietà |
| Schermatura e spurgo | Purezza del gas, stabilità del flusso, configurazione della torcia, qualità dello spurgo | Prevenire l'ossidazione e il comportamento irregolare dell'arco | Strati di ossido, scarsa qualità dei cordoli |
| Qualificazione dei saldatori e delle procedure | WPS, PQR, gamma di qualificazione dei saldatori | Verificare lo spessore effettivo, i giunti e la copertura del processo | Mancato rispetto delle norme, esito negativo dell'audit |
| NDE e trattamento termico finale | VT, PT, RT/UT se necessario, percorso PWHT | Ispezionare prima e dopo il trattamento termico, se necessario | Difetti nascosti, pezzi scartati nella versione finale |
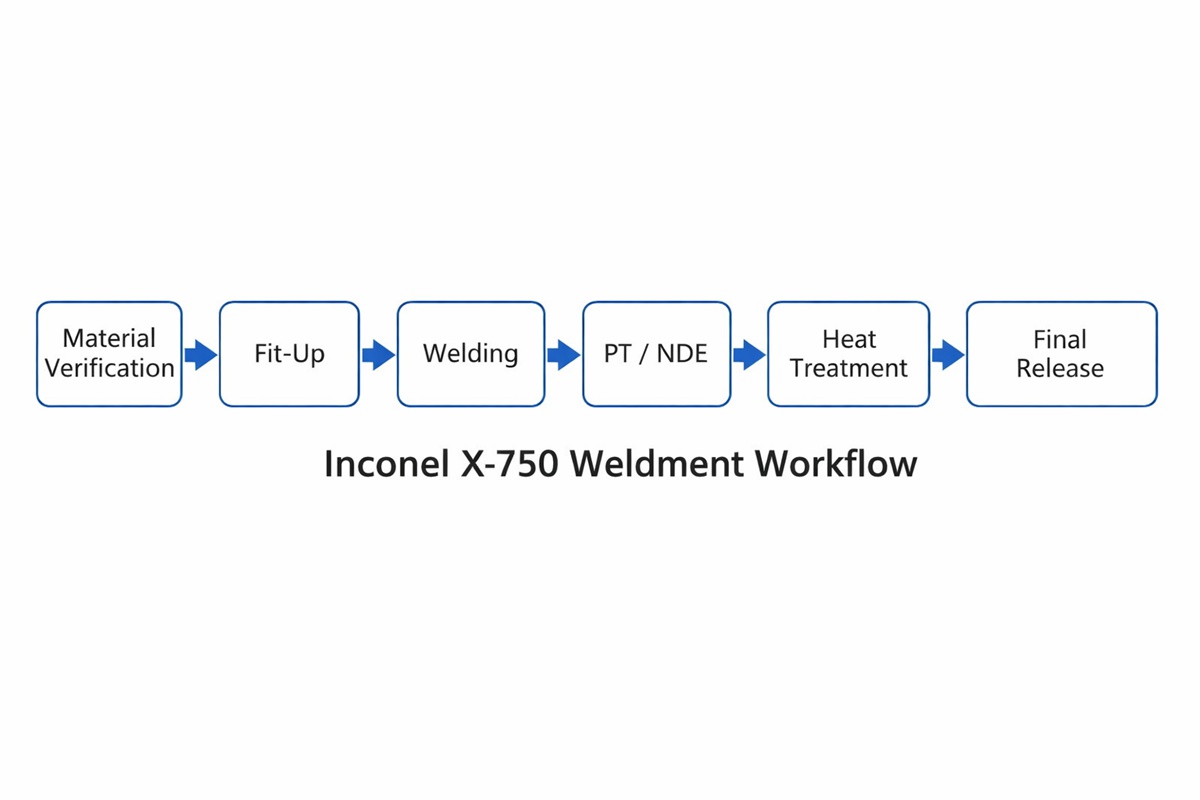
Come applicare la lista di controllo della qualità della procedura di saldatura dell'Inconel X-750 in officina
Il migliore Lista di controllo della qualità delle procedure di saldatura per l'Inconel X-750 può essere utilizzato contemporaneamente dai reparti di produzione, controllo qualità e progettazione. Il processo dovrebbe iniziare già in fase di controllo in entrata, non alla postazione di saldatura. Verificare la certificazione dei materiali, confermare le condizioni di consegna e mettere in quarantena qualsiasi partita il cui storico di trattamento termico precedente non sia chiaro. Una volta che il lavoro entra in fase di fabbricazione, controllare la qualità dell’assemblaggio e il fissaggio. Una forza eccessiva durante l'assemblaggio spesso indica che la saldatura trasporterà tensioni residue non necessarie.
Durante la saldatura, la lista di controllo dovrebbe stimolare un'osservazione attenta, non limitarsi a spuntare delle caselle. Il saldatore mantiene una lunghezza dell'arco ridotta? I punti di saldatura vengono puliti prima dell'integrazione? I punti di inizio e fine sono posizionati lontano dalla zona di massima sollecitazione? La molatura tra i passaggi è controllata per evitare di spalmare contaminanti nel giunto? Si tratta di piccoli dettagli, ma l'X-750 non perdona le abitudini approssimative.
Dopo la saldatura, non si deve dare per scontato che una superficie visivamente pulita significhi che il pezzo sia pronto per la spedizione. Il controllo con liquidi penetranti è solitamente utile per le saldature di leghe di nichel, specialmente su componenti critici. A seconda delle dimensioni della sezione e delle norme di riferimento, potrebbero essere necessari anche esami radiografici o a ultrasuoni. Segue poi il ciclo termico finale. È qui che molte procedure falliscono. Il trattamento termico post-saldatura per l'X-750 deve garantire la microstruttura e le proprietà meccaniche richieste del pezzo finito. Un generico trattamento di distensione mutuato dalla pratica dell'acciaio inossidabile non è una scorciatoia accettabile.
Un disciplinato Lista di controllo della qualità delle procedure di saldatura per l'Inconel X-750 include anche le norme relative alle riparazioni. Quante riparazioni sono consentite? Qual è il metodo di scavo? È consentita la miscelazione locale? Ogni riparazione richiede una nuova prova PT prima del re-invecchiamento? Se l'intervento riguarda componenti di turbine, molle, apparecchiature nucleari, sistemi di trattamento dei gas caldi o altre applicazioni ad alto rischio, tali risposte devono essere messe per iscritto, non date per scontate.
Conclusione
Per la lavorazione di leghe di nichel particolarmente complesse, un robusto Lista di controllo della qualità delle procedure di saldatura per l'Inconel X-750 è uno dei modi più rapidi per ridurre gli scarti, superare con successo gli audit di qualità e garantire prestazioni di servizio a lungo termine. Il valore non sta nell'aumentare il carico di lavoro amministrativo, ma nel costringere il team a verificare le poche variabili che effettivamente determinano la qualità metallurgica. Se il vostro progetto riguarda le molle, elementi di fissaggio, anelli, flange, componenti per forni o altri elementi del sistema X-750 in cui sia l'integrità della saldatura che il trattamento termico finale sono fondamentali, 28Nickel può fornire assistenza nella verifica delle condizioni del materiale, della scelta del materiale di apporto e della struttura della lista di controllo prima dell'avvio della produzione.
Domande e risposte correlate
1. È possibile saldare l'Inconel X-750 allo stato invecchiato?
Sì, ma va considerata una condizione a rischio elevato. Si raccomanda una verifica tecnica, poiché il calore generato dalla saldatura in loco può alterare la struttura indurita per precipitazione e ridurre le prestazioni meccaniche nell'area circostante la zona di riparazione.
2. Qual è il rischio maggiore in termini di qualità nella saldatura dell'Inconel X-750?
In pratica, il rischio maggiore non risiede solo nei difetti visibili delle saldature, ma anche nella perdita dell'equilibrio previsto delle proprietà finali a causa di uno scarso controllo delle condizioni del materiale, della contaminazione, dell'apporto termico e del trattamento termico post-saldatura.
3. È opportuno utilizzare la stessa lista di controllo per la saldatura GTAW e GMAW sull'X-750?
I controlli metallurgici fondamentali sono simili, ma la lista di controllo deve essere specifica per ogni processo. Gli intervalli dei parametri, il comportamento del gas di protezione, il controllo del profilo del cordone e la tecnica dell'operatore presentano differenze tali che una lista di controllo generica risulta solitamente troppo generica per lavori critici.


