で バルブボディ用合金20溶接溶加材の選択, 最初の間違いは、「化学的性質が合う」だ けで問題が解決すると考えることである。合金20(UNS N08020)が使用されるのは、 硫酸をよく処理し、塩化物、硝酸、リン酸環境 で有用な耐性を示し、溶接後の熱処理なしに 溶接状態で加工できるからである。簡単そうに聞こえるかもしれない。しかし、実際にはそうではない。適切な充填材は、接合部 材が合金20から合金20へ、合金20から他 の合金へ、または希釈によって溶接金属間の 化学的性質が意図した腐食プロファイルからず れる肉盛/補修部位かどうかによって異なる。.
ほとんどの均質なボディの継ぎ目、ボンネットネックの肉盛り、局所的な溶接補修では、次のような答えが既定です。 バルブボディ用合金20溶接溶加材の選択 まだ ER320LR にとって ワイヤー プロセスと E320LR カバー電極のために。この推奨は単なる伝統ではない。リンカーン・エレクトリック社 は、LRグレードは炭素、ケイ素、リン、硫黄を 低減し、熱間割れと微小亀裂を減少させると 述べている。これこそ、経験豊富な加工業者が、製造上の 拘束や亀裂感受性が懸念される場合に、制御 性の低い旧来の320化学グレードよりも320LRク ラスの充填材を好む理由である。.
バルブボディ用合金20溶接フィラーメタルの選択は、継手タイプから始まる
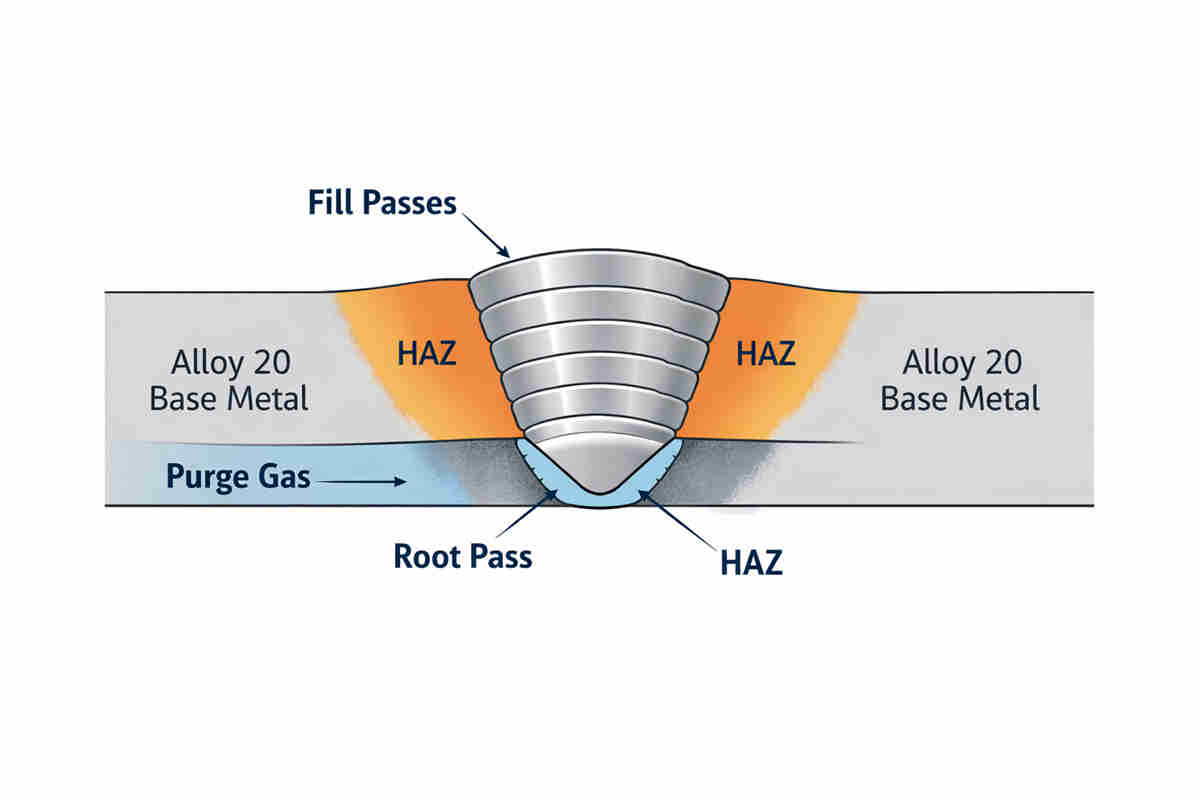
音選びの順序はシンプルだ。まず、母材と被膜の組み合わせを決める。次に、腐食要件を満たすのに最適なのは、成分的に適合した析出物なのか、過剰合金化した析出物なのかを決定する。第三に、継手設計がどの程度の希釈をもたらす かを確認する。同合金溶接の場合、320LRの化学的性質はAlloy 20の使用条件に合わせて開発されたため、通常 は320LRが第一候補となる。しかし、クラッド継手や異種継手では、 炭素鋼や他のステンレス鋼による希釈が、 指定したはずの腐食性能から溶接析出物を遠ざけるこ とがある。Rolled Alloys社では、クラッド側溶接の希釈 を最小限に抑えることを明確に推奨してお り、鋼材の希釈に対処しなければならない場 合、より高い合金のルート・パスを使用す ることもできるとしている。.
において重要なもう一つのポイント。 バルブボディ用合金20溶接溶加材の選択 はプロセスの規律である。20Cb-3の製造ガイダンスでは、可能な限り入熱を低く抑えることを推奨している。なぜなら、濡れや溶け込みを強制するためにアークエネルギーを増加させることは、間違った修正だからである。パイプの根元やその他の完全に貫通した継手については、同じガイダンスが、5000ppm以下の酸素までパージするよう求めており、GTAWを最も適切な補修方法としている。言い換えれば、溶加材の選択は、溶接手順 の品質と切り離すことはできない。ルート・パスの管理が不十分な場合、正しい消耗 品を使用しても、バルブ本体の溶接部は不良品と なる。.
実用フィラー決定表
| バルブ本体溶接シナリオ | 推奨フィラー方向 | 通常、これが正しい選択である理由 |
|---|---|---|
| 合金20同士の突き合わせ溶接、隅肉溶接、または標準的なボディ補修 | er320lr / e320lr | 20Cb-3/UNS N08020溶接用の通常の選択肢。LR化学は、耐食性を維持しながら、熱間割れと微小亀裂を低減するように設計されている。. |
| クラックの制御が重要な厚肉または拘束されたアロイ20部分 | ER320LR、通常はGTAWルートパスまたはリペアパス付き | 320LRの純度は、従来の320フィラーよりも 溶接性を向上させている。. |
| 合金20のクラッドから鋼鉄へのボディ部分、または鋼鉄の希釈が避けられないリビルト品 | ER320LRはクラッド層用。適格性が正当化 される場合のみ、より高い合金のバッファ ー/ルートを検討する。 | 圧延合金では、クラッド側にER320LR/E320LRを指定する一方、特定のケースでは鋼の希釈に対抗するために高合金ルートも認めている。. |
| より広い局部腐食マージンが必要なバルブコンポーネントの肉盛溶接またはトランジション溶接 | ENiCrMo-3が考えられる | NiCrMo-3は、ニッケル合金のクラッディングに広く使用されており、特にバルブ部品やパイプのIDオーバーレイに使用され、耐孔食性/耐SCC性に優れています。. |
| 不明確な異種接合、または重度のミックスメディア・サービス | 習慣で選ばず、エンドユーザーの承認を得てWPSを認定する。 | 圧延合金は、異材継手用の最終的なフィラーの選 択は、エンドユーザーの承認と加工業者の認定を受 けるべきであると述べている。. |
合金20の溶接溶加材をバルブ本体に使用する場合、320LRを超える必要がある。
多くの記事が浅すぎる。. ENiCrMo-3は、通常、Alloy 20とAlloy 20のバルブボディ溶接の第一候補にはなりません。. 320LR鉱床は、意図された合金20の冶金学的性質に近く、その仕事の出発点として確立されている。しかし バルブボディ用合金20溶接溶加材の選択 溶接部が真に均質でなくなると、NiCrMo-3 は変化する。遷移層の形成、部品の重ね合わせ、または使用 環境が母合金の選択だけで示唆されるよりも寛容 でない継手の認定を行う場合、NiCrMo-3はバルブ部品 用の被覆合金として確立されており、孔食や応力腐食 割れに対する強力な耐性を提供するため、重大な 技術的選択肢となる。.
とはいえ、腐食ロジックを確認することな しに、ENiCrMo-3を安易な「アップグレード」 として使用することは避けなければならない。Alloy20クラッド周辺の鋼材の希釈状況によっては、公表されている製造ガイダンスは、1つのニッケル合金がすべての界面に適合すると仮定するのではなく、実際にはC-22クラスのルート材をさらに上方へ指示しています。従って バルブボディ用合金20溶接溶加材の選択 どのフィラーが一番強いか?それは「希釈、拘束、入熱、補修サイクルが考慮された後でも、どの析出化学物質が最も腐食要件に近い状態を維持できるか?これが、有能なWPS資格者が答えなければならない質問である。.
発注書を凍結させる前に、私なら5つの項 目を確認する。母材MTR、各溶接界面の相手 合金、実際の使用化学成分、許容希釈戦略、ロッ ト・レベルのフィラー認証である。Rolled Alloys社は、エンド・ユーザーに対し て、加工に使用されるAlloy20材料と溶接フィラ ー金属のミル分析シートを受け取ることを特 に推奨している。バルブメーカーやEPCバイヤーにとって、この事務作業は管理上のノイズではなく、腐食リスク管理の一部です。.

結論
ほとんどの生産溶接に対応、, バルブボディ用合金20溶接溶加材の選択 で始まるべきである。 ER320LR/E320LR, 一般的なニッケルフィラーでもなく、入手可能性に基づく推測でもない。移動 ENiCrMo-3 は、接合部の機能、希釈パターン、腐食マージンが、本当に過合金析出を正当化する場合にのみ使用される。バルブ本体に異種界面、クラッド部、繰り返し行われる補修溶接が含まれる場合、フィラーの決定は、購買習慣ではなく、腐食論理に裏打ちされた資格のあるWPSの内部で行われる。.
バルブボディの図面、修理計画、WPSをAlloy20で評価する場合、28Nickelは消耗品をロックする前に、接合部の設計、フィラーの選択、文書パッケージの見直しをお手伝いします。.
関連Q&A
1.標準的な合金20のバルブボディの継ぎ目は、ER320LRとENiCrMo-3のどちらが良いですか?
通常の合金20同士の継ぎ目の場合、, ER320LR は、20Cb-3/UNS N08020の標準フィラー方向であり、その低残渣性は熱間割れを低減するように設計されているため、通常、より良い出発点である。. ENiCrMo-3 は、単純な合金継手というよりは、肉盛、 移行、腐食マージンの改善として溶接が機能す る場合に適している。.
2.アロイ20は通常、バルブボディ溶接後に熱処理が必要ですか?
通常は行わない。Alloy20の公表データでは、溶接加工品は通常、 溶接後熱処理なしで使用される。 ニッケル合金 が、溶接の実践ではしばしば効果がなかったり、有害でさえある。.
3.アロイ20のバルブボディの溶接で最大の加工ミスは何ですか?
フィラーの選択は、希釈と腐食の問題ではなく、カタログの選択として扱う。低入熱、クリーンなパージ、適切なフィラーク ラスは、共に重要である。適切なフィラーを使用しても、根元での酸素管理が不十分であったり、希釈が過剰であったりすると、腐食性能が損なわれる可能性がある。.


