Em Seleção de metal de adição para soldadura em liga 20 para corpos de válvulas, O primeiro erro é presumir que a “química correspondente” por si só resolve a questão. A liga 20, ou UNS N08020, é utilizada porque lida bem com o serviço de ácido sulfúrico, oferece uma resistência útil em ambientes de ácido clorídrico, nítrico e fosfórico e pode normalmente ser fabricada na condição de soldada sem tratamento térmico pós-soldadura. Isto parece simples. Na prática, não é. O material de enchimento correto depende do facto de a junta ser de Liga 20 para Liga 20, de Liga 20 para outra liga, ou de uma área de sobreposição/reparação onde a diluição irá desviar a química do metal de soldadura do perfil de corrosão pretendido.
Para a maior parte das costuras homogéneas da carroçaria, construções do pescoço do capot e reparações de soldaduras localizadas, a resposta predefinida em Seleção de metal de adição para soldadura em liga 20 para corpos de válvulas ainda é ER320LR para fio processos e E320LR para eléctrodos cobertos. Esta recomendação não é apenas uma tradição. A Rolled Alloys afirma que o ER320LR é normalmente utilizado para soldar 20Cb-3/UNS N08020, enquanto a Lincoln Electric refere que a classe LR reduz o carbono, o silício, o fósforo e o enxofre para reduzir a fissuração a quente e a microfissuração. É exatamente por isso que os fabricantes experientes preferem os materiais de enchimento da classe 320LR em vez dos produtos químicos 320 mais antigos e menos controlados, quando a restrição e a sensibilidade à fissuração se tornam preocupações reais de produção.
A seleção do metal de adição de soldadura da liga 20 para corpos de válvulas começa com o tipo de junta
A sequência de seleção de um som é simples. Em primeiro lugar, definir a combinação metal-base. Em segundo lugar, decidir se o requisito de corrosão é melhor satisfeito por um depósito com uma composição adequada ou por um depósito com excesso de liga. Em terceiro lugar, verificar a quantidade de diluição que o projeto da junta irá criar. Nas soldaduras da mesma liga, o 320LR é normalmente o primeiro candidato, porque a sua química foi desenvolvida em função das condições de serviço da Liga 20. No entanto, em juntas revestidas ou dissimilares, a diluição do aço-carbono ou de outro aço inoxidável pode afastar o depósito de soldadura do desempenho de corrosão que pensava ter especificado. A Rolled Alloys recomenda explicitamente que se minimize a diluição na soldadura do lado do revestimento e até refere que pode ser utilizado um passe de raiz de liga mais elevada onde a diluição do aço tem de ser contrariada.
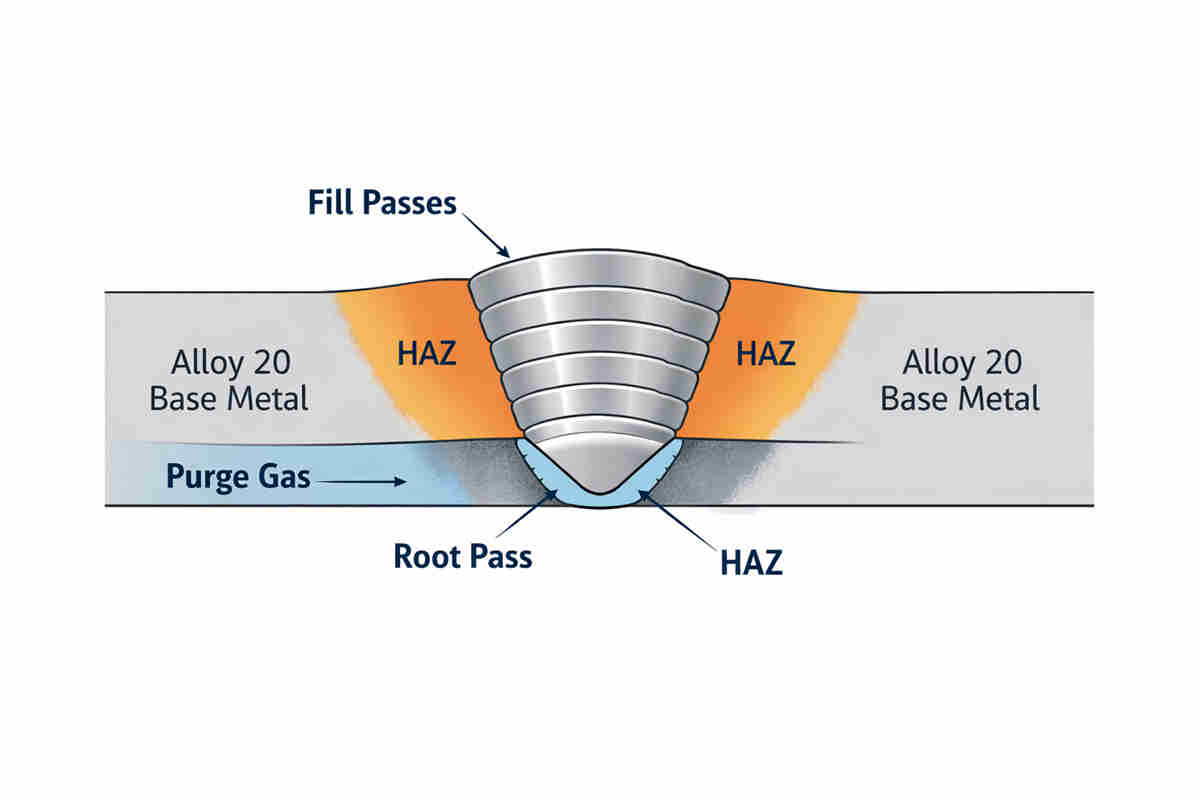
Outro ponto importante na Seleção de metal de adição para soldadura em liga 20 para corpos de válvulas é a disciplina do processo. O guia de fabrico para o 20Cb-3 recomenda manter a entrada de calor tão baixa quanto possível, porque aumentar a energia do arco para forçar a humidade ou a penetração é a solução errada. Para as raízes dos tubos e outras juntas totalmente penetradas, a mesma orientação exige a purga para menos de 5000 ppm de oxigénio e identifica o GTAW como o método de reparação mais adequado. Por outras palavras, a seleção do material de enchimento não pode ser separada da qualidade do procedimento de soldadura. Um consumível correto num passe de raiz mal controlado continua a produzir uma má soldadura do corpo da válvula.
Quadro prático de decisão de enchimento
| Cenário de soldadura do corpo da válvula | Direção de enchimento recomendada | Porque é que esta é normalmente a escolha certa |
|---|---|---|
| Soldaduras de topo, filetes ou reparações normais de carroçarias em liga 20 para liga 20 | ER320LR / E320LR | Escolha normal para a soldadura 20Cb-3/UNS N08020; a química LR foi concebida para reduzir a fissuração a quente e a microfissuração, mantendo a resistência à corrosão. |
| Secções de liga 20 espessas ou com restrições onde o controlo de fissuras é crítico | ER320LR, normalmente com passes de raiz ou de reparação GTAW | A orientação para o fabrico favorece a baixa entrada de calor e o GTAW para reparação; a pureza do 320LR melhora a soldabilidade em comparação com os enchimentos 320 convencionais. |
| Secções da carroçaria ou reconstruções com diluição inevitável de aço, revestidas a aço, em liga 20 | ER320LR para camadas de revestimento; considerar um tampão/raiz de liga superior apenas se a qualificação o justificar | A Rolled Alloys especifica ER320LR/E320LR no lado revestido, permitindo também uma raiz de liga mais elevada para contrariar a diluição do aço em casos específicos. |
| Sobreposição de componentes de válvulas ou soldadura de transição onde é necessária uma margem de corrosão localizada mais ampla | O ENiCrMo-3 pode ser considerado | O NiCrMo-3 é amplamente utilizado para revestimento de ligas de níquel e é especificamente citado para trabalhos de revestimento de componentes de válvulas e de tubos com forte resistência a pitting/SCC. |
| Junta dissimilar pouco nítida ou serviço misto grave | Não escolher por hábito; qualificar a WPS com a aprovação do utilizador final | Rolled Alloys afirma que a seleção final do material de enchimento para juntas dissimilares deve ser aprovada pelo utilizador final e qualificada pelo fabricante. |
Quando a seleção do metal de adição para soldadura da liga 20 para corpos de válvulas deve ir além do 320LR
É aqui que muitos artigos ficam demasiado superficiais. O ENiCrMo-3 não é normalmente a minha primeira escolha para uma soldadura simples de corpo de válvula de Liga 20 para Liga 20. Um depósito de 320LR está mais próximo da metalurgia pretendida da Liga 20 e é o ponto de partida estabelecido para esse trabalho. Mas Seleção de metal de adição para soldadura em liga 20 para corpos de válvulas muda quando a soldadura deixa de ser verdadeiramente homogénea. Se estiver a construir uma camada de transição, a sobrepor um componente ou a qualificar uma junta em que o ambiente de serviço é menos tolerante do que a seleção da liga de base sugere, o NiCrMo-3 torna-se uma opção de engenharia séria, porque é uma liga de revestimento estabelecida para componentes de válvulas e oferece uma forte resistência à fissuração por pite e à corrosão sob tensão.
Dito isto, não utilize o ENiCrMo-3 como uma “atualização” preguiçosa sem verificar a lógica da corrosão. Nalgumas situações de diluição de aço em torno de revestimentos de liga 20, as orientações de fabrico publicadas apontam, de facto, ainda mais para o material de base da classe C-22, em vez de assumir que uma liga de níquel se adapta a todas as interfaces. Assim, a verdadeira questão em Seleção de metal de adição para soldadura em liga 20 para corpos de válvulas não é “Qual é o enchimento mais forte?” É sim: “Qual a química depositada que se mantém mais próxima do requisito de corrosão após a diluição, restrição, entrada de calor e ciclos de reparação serem contabilizados?” Esta é a pergunta a que uma qualificação WPS competente deve responder.
Antes de congelar as ordens de compra, eu verificaria cinco itens: os MTRs do metal de base, a liga de acoplamento em cada interface de soldadura, a química de serviço real, a estratégia de diluição permitida e a certificação de enchimento ao nível do lote. A Rolled Alloys recomenda especificamente que o utilizador final receba folhas de análise de moagem para os materiais Alloy 20 e metais de adição para soldadura utilizados no fabrico. Para os fabricantes de válvulas e compradores de EPC, essa papelada não é um ruído administrativo; faz parte do controlo do risco de corrosão.

Conclusão
Para a maioria das soldaduras de produção, Seleção de metal de adição para soldadura em liga 20 para corpos de válvulas deve começar com ER320LR/E320LR, Não com um enchimento de níquel genérico e não com um palpite baseado na disponibilidade. Mudar para ENiCrMo-3 apenas quando a função da junta, o padrão de diluição ou a margem de corrosão justificarem verdadeiramente um depósito com excesso de liga. Se o corpo da válvula incluir interfaces dissimilares, secções revestidas ou soldaduras de reparação repetidas, a decisão sobre o enchimento deve ser tomada por uma WPS qualificada, apoiada na lógica da corrosão e não no hábito de compra.
Se estiver a avaliar um desenho de corpo de válvula, plano de reparação ou WPS para serviço em Liga 20, a 28Nickel pode ajudar a rever o desenho da junta, a escolha do enchimento e o pacote de documentação antes de bloquear os consumíveis.
Perguntas e respostas relacionadas
1. O ER320LR ou o ENiCrMo-3 é melhor para uma costura de corpo de válvula de liga 20 padrão?
Para uma costura normal de Liga 20 para Liga 20, ER320LR é normalmente o melhor ponto de partida porque é a direção de enchimento padrão para 20Cb-3/UNS N08020 e a sua química de baixa residualidade foi concebida para reduzir a fissuração a quente. ENiCrMo-3 é mais adequado quando a soldadura funciona como uma sobreposição, transição ou atualização da margem de corrosão, em vez de uma simples junta de liga correspondente.
2. A liga 20 requer normalmente um tratamento térmico pós-soldagem após a soldadura do corpo da válvula?
Normalmente não. Os dados publicados sobre a Liga 20 indicam que os produtos soldados são normalmente utilizados sem tratamento térmico pós-soldadura, e as orientações de fabrico advertem que o tratamento térmico de alívio de tensões para produtos inoxidáveis ou ligas de níquel é frequentemente ineficaz ou mesmo prejudicial na prática da soldadura.
3. Qual é o maior erro de fabrico na soldadura de corpos de válvulas em Liga 20?
Tratar a seleção do material de enchimento como uma escolha de catálogo em vez de um problema de diluição e corrosão. A baixa entrada de calor, a purga limpa e a classe de enchimento correta são importantes em conjunto. Mesmo com o enchimento correto, um controlo deficiente do oxigénio na raiz ou uma diluição excessiva podem prejudicar o desempenho da corrosão.


