エンジニアが インコネル601 浸透探傷検査品質チェックリスト, 彼らは通常、一般的なPTの概要を求めて いるわけではない。ニッケル合金の部品が工場検査に合格し ても、溶接のつま先に亀裂が入ったり、融着の 兆候がなかったり、表面で気孔がつながってい たりすることが、後の製造、ヒートアップ、顧 客監査で明らかになるという、非常に現実的な不具 合を避けようとしているのです。インコネル合金601は、UNS N06601 / W.Nr.2.4851として指定されたニッケル-クロム-鉄合金であり、耐熱性、耐酸化性の用途に広く選ばれています。一方、浸透探傷検査は、表面下の欠陥ではなく、無孔質材料の表面に開いた不連続面を明らかにすることを目的としています。.
この組み合わせが、まさに インコネル601染料浸透探傷試験品質チェックリスト は材料を意識したものでなければなりません。ASTM E1417/E1417M、ISO 3452-1、またはASME Section Vで参照されるNDEフレームワークに従い、図面、顧客仕様、またはコードセクションに対して合否判定を行います。現実には、ニッケル合金の表面は欺瞞的に難しい場合があります。酸化物の色合い、研磨による埋め込み汚れ、残留クリーナー、不完全な乾燥、受け入れ基準の緩い解釈などが、通常、きれいな監査証跡と高価な再加工を分ける要因になります。ASTM E1417は、基本的なパラメータを確立し、詳細な手順書を要求している。ISO 3452-1も同様に、方法とプロセス/管理要件をカバーしているが、それ自体は受入基準文書ではない。.
インコネル601染料浸透探傷試験の品質チェックリストが重要な理由
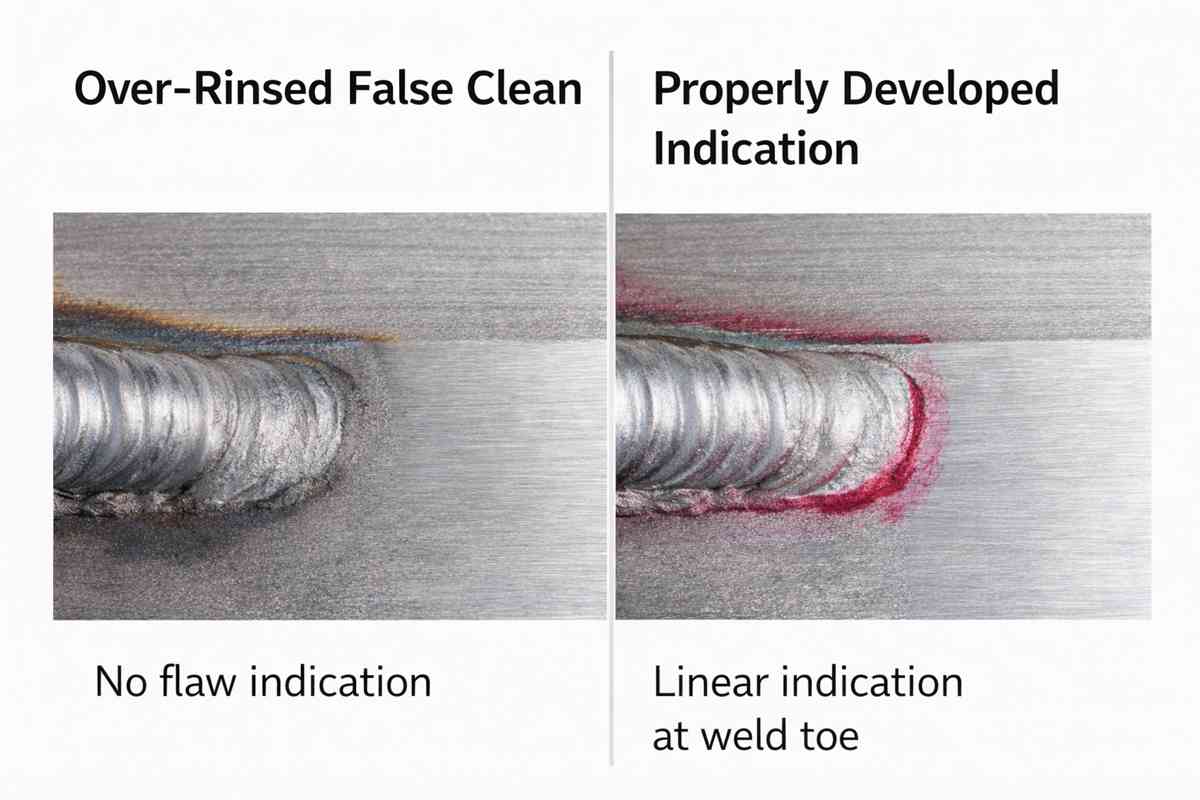
インコネル601の場合、検査のリスクは「間違った方法」ではなく、「間違った表面状態に正しい方法を適用すること」であることが多い。インコネル601合金は高温耐酸化性のために選択され、容易に溶接されるため、検査された部品は、溶接熱着色、サービス酸化物、または攻撃的な局所的混合痕があることがよくあります。PTは、清潔で乾燥した非多孔質表面でのみ機能し、浸透剤が表面を破壊する不連続面に入り込み、現像液がそれを読み取り可能な表示として引き出すことができます。タイトな表示に水が残っていると、浸透剤の進入が妨げられ、すすぎ過ぎると関連する浸透剤の反応が洗い流される可能性があります。.
を使う2つ目の理由は インコネル601染料浸透探傷試験品質チェックリスト は用語である。多くのショップでは、「染料浸透剤」がすべてのPT作業に対して緩やかに使用されているが、実際の適格なプロセスは、365nmのUV-A下で可視カラーコントラストまたは蛍光浸透剤である可能性がある。この区別が重要なのは、手順書、照明条件、システム感度、洗浄後のルート、および顧客受け入れ文書が一致していなければならないからである。もし契約書がASTMやISOの工程管理を要求しているにもかかわらず、あなたのチームが参照された受入規格からではなく、習慣からGO/NO GOの決定を下しているのであれば、あなたはすでに露呈しています。.
インコネル601染料浸透探傷試験品質チェックリスト(ショップリリース用
表の前に、1つの原則を明確に述べておく価値がある:このチェックリストは、承認された手順に代わるものではない。このチェックリストは、承認されたPT手順がインコ ネル601の母材、溶接部、および補修部位に正し く適用されていることを確認するために、エンジニア やQAチームが使用できる管理ツールである。ASTM E1417は、標準的な実施方法 は詳細な手順によって補足されなければなら ないと明言しており、ISO 3452-1は受入れ規 格ではないと明言している。.
| 検査チェックポイント | インコネル601で重要な理由 | 検査官が確認すべきこと | 典型的な赤旗 |
|---|---|---|---|
| 材料の識別 | ニッケル合金工場では、混合合金の加工ロットは珍しいことではない | ヒートナンバー、MTC、合金コールアウト、ウェルドマップ、部品のトレーサビリティが旅行者と一致する。 | PTレポートには「ニッケル合金」とあるが、601 / UNS N06601ではない |
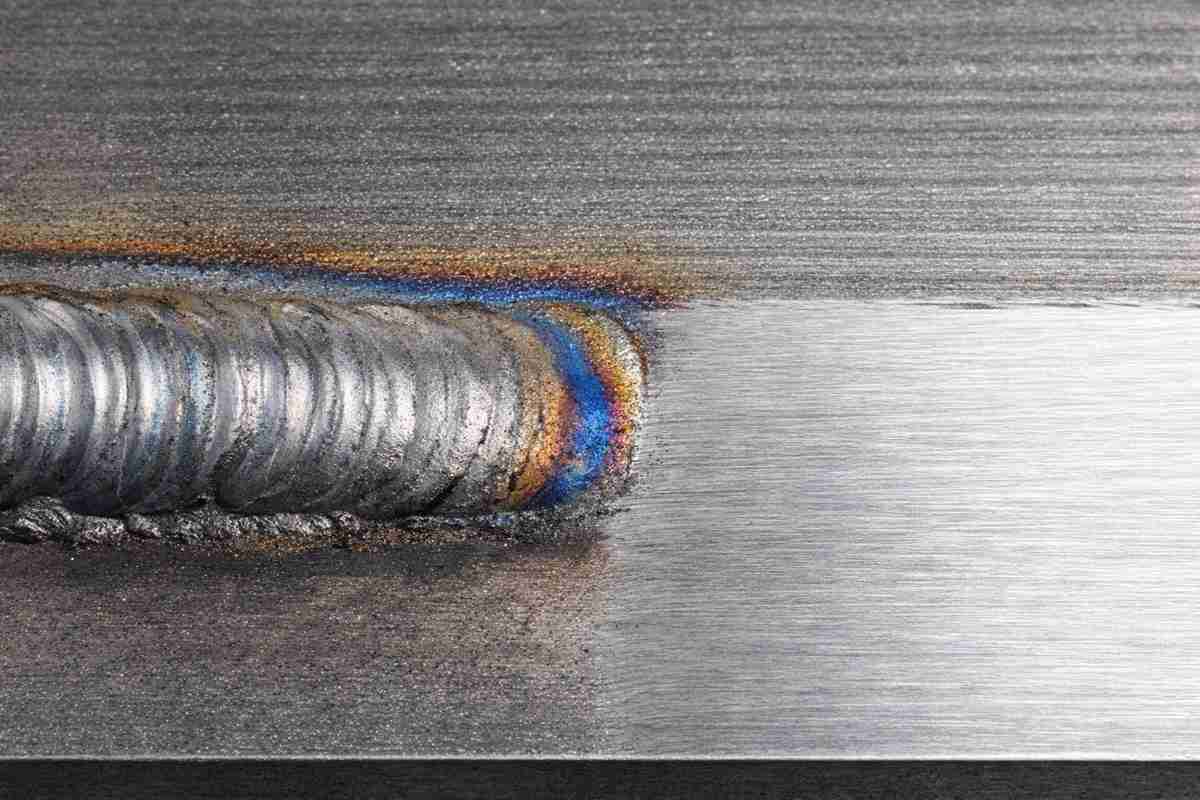
| PT前の表面状態 | 酸化物の色合い、スケール、金属の汚れ、研削滓は、タイトな表面表示を隠すことがあります。 | 検査ゾーンが金属的にきれいで、乾燥しており、塗料、油、スケール、剥離した表面がないこと。 | 溶接のつま先や補修部分に虹色の熱変色が残っている。 |
| プレクリーニング法 | 誤った洗浄ルートは、欠陥に残留物や水分を残す可能性があります。 | クリーナーの種類が手順で承認されていること、すすぎが完了していること、浸透剤を塗布する前に乾燥が完了していること。 | 溶剤で素早く拭き取った後、まだ冷えていない湿った表面に浸透剤を塗布する。 |
| 溶接プロファイルのアクセシビリティ | 高いクラウンと鋭いアンダーカット・ゾーンが、確実な視界を妨げる | ウェルド・トゥ、ストップ・スタート・エリア、アタッチメント・リムーバル・ゾーン、局所的な修理は完全にアクセス可能 | 溶接面の中心線のみを検査。 |
| 使用浸透探傷剤システム | “「染料浸透剤」の会話は、適格なプロセスと一致しない可能性がある。 | 製品群、感度レベル、バッチ状態、有効期限が手順書に適合している。 | 誤った浸透剤ファミリーまたは期限切れの材料が使用されている |
| 汚染物質管理 | ニッケル基合金は、PT消耗品に厳しい規律を要求する。 | 関連する PT 材料のバッチ証明書は、コード/顧客仕様で要求された場合に提出する。 | 硫黄/ハロゲン関連の認証はコード・ジョブでは利用できない |
| 住居と開発管理 | タイトなクラックは焦ったタイミングを許さない | 浸透剤の滞留、余分なものの除去、乾燥、現像剤の塗布、現像時間は、承認された手順に従う。 | オペレーターは記憶している “ショップ・スタンダード・タイミング ”を使用 |
| 余分な浸透剤の除去 | 除去のしすぎは、かすかな関連表示を消してしまう可能性がある。 | 除去方法は工程に適合し、特に溶接のトウやブレンドアウト付近で管理される。 | 高圧洗浄または過度の溶剤拭き取り |
| 照明と視聴条件 | 表示の信頼性は、見る環境次第 | 白色光またはUV-Aの条件は適格な方法を満たし、解釈の前に検証される。 | 現在確認されていないUVランプまたは汚れたフィルター |
| 表示解釈 | PTが見つけるのは表面でつながった不連続面であり、それ自体が原因や深さではない | 関連する適応症と関連しない適応症は、適用される受容基準に分類される。 | 丸みを帯びた指示と直線的な指示の記録は一貫していない |
| 記録とトレーサビリティ | 顧客との紛争は通常、文書による紛争である。 | 報告書は、部品、ゾーン、方法、材料、検査員、日付、受入基準を特定する。 | レポートには正確な位置のスケッチや写真の参照がない。 |
| 疑わしい地域の処分 | ニッケル合金製造において、「ブレンドして忘れる」ことは品質管理ではない | 修理、再検査、最終検収は修理ルートとスペックに連動する | 再PT記録がなく、研削により除去された表示 |
ほとんどのチームがスキップするチェックポイント
で最もよくスキップされる項目である。 インコネル601染料浸透探傷試験品質チェックリスト は滞留時間ではない。それは汚染物質管理と適合性の規律である。ASMEが管理する浸透探傷試験の実務では、ユーザーは、ニッケル基合金、オーステナイト系または二相ステンレス鋼、およびチタンに使用される浸透探傷材について、汚染物質含有量の認証を取得するよう指示されています。作業が圧力コードの範囲外であっても、経験豊富なバイヤーとQAエンジニアは、PT材料セットが合金に適合し、バッチごとにトレーサブルであることを期待している。これはプロセス成熟の強いシグナルである。.
2つ目の項目は、クリーニング前の品質である。ショップはしばしば、残留水分やクリーナー残渣がいかに簡単に微細な指示を抑制するかを過小評価する。徹底した乾燥はハウスキーピングではなく、感度のコントロールである。部品が水洗され、アルカリ洗浄され、または最近ブラストされ、再洗浄された場合、検査員は浸透探傷剤を塗布する前に表面が実際に乾燥していたことを示すことができるはずです。インコネル601の溶接部では、溶接のつま先、クレーターの補修、および表面できつく浅い亀裂が発生する可能性のある混合付着除去ゾーンで、このことが最も重要になります。.
3つ目の省略項目は、受入基準である。多くの不合格品や脱落品は、PTを正しく使用し ているにもかかわらず、誤った文書に照らして 指示を解釈していることに起因している。ASTM E1417およびISO 3452-1は、どのように工程を実行す ればよいかを教えてくれるものであり、それだ けで、溶接つま先の直線表示が部品に許容できるかど うかを決定するものではない。その判断は、該当する図面注記、顧客規格、コードセクション、または製品仕様から下されなければなりません。調達チームにとって、サプライヤーが規律正しく見えるか、 リスキーに見えるかは、ここにある。.
最後のエンジニアリングノート
良い インコネル601染料浸透探傷試験品質チェックリスト PTが遅くなるわけではない。それは、PTを守れるようにするためです。このことは、炉の金物、ラジアントチューブアセンブリー、レトルト、トレイ、溶接ダクト部品、または熱サイクルや酸化サービスに使用されるインコネル601の加工品をリリースする際に重要です。28Nickelにとって、実用的な価値は単純です。顧客からニッケル合金の供給と技術サポートの依頼があった場合、「材料を提供できる」だけでなく、「お客様の加工部品が実際に出荷されるかどうかを決定する検査リスクを理解している」まで話を進める必要があります。あなたのチームが、インコネル601の板、管、棒、溶接 部品の検査要件について、材料に特化したレ ビューを必要としているなら、それはまさに、最初の NCRが現れる前に行う価値のある議論である。.
関連Q&A
1) インコネル601の溶接品質は、染料浸透探傷試験で十分ですか?
それだけではない。PTは、非多孔質材料の表面に開い ている不連続面を見つけることを意図してい る。重要な溶接物の場合、PTは通常、検査 計画の1つの層であり、適用される溶接、 寸法、場合によってはX線検査や超音波検査 などの要求事項とともに使用される。.
2) インコネル601におけるPTの最大のミスは?
現場での最大の過ちは、インコネル601を 通常のステンレス加工と同じように扱い、 酸化物の色合い、乾燥した表面状態、PT消耗 品管理に特別な注意を払わないことであ る。インコネル601は耐酸化性に優れているため広く使用されており、洗浄や乾燥が不十分な場合、溶接や使用後の表面状態が信頼性の高いPTに直接悪影響を及ぼす可能性があります。.
3) ASTM E1417またはISO 3452-1に合格基準はありますか?
一方、ISO 3452-1では、試験方法とプロセス/管理要件が規定されているが、受入基準に使用することは意図されていない。受入れは、参照図面、顧客規格、またはコード/仕様書に基づいて行わなければならない。.


