Quando os engenheiros procuram um Inconel 601 Lista de verificação da qualidade do ensaio por penetração de corante, normalmente não procuram um resumo genérico do PT. Procuram evitar uma falha muito concreta: uma peça de liga de níquel passa na inspeção na oficina, mas mais tarde, durante a fabricação, o aquecimento ou uma auditoria do cliente, surge uma fissura na base da solda, um indício de falta de fusão ou porosidade ligada à superfície. A liga INCONEL 601 é uma liga de níquel-cromo-ferro especificada como UNS N06601 / W.Nr. 2.4851, amplamente escolhida para serviços resistentes ao calor e à oxidação; o ensaio por penetração, por sua vez, destina-se a revelar descontinuidades abertas à superfície em materiais não porosos, em vez de falhas subsuperficiais.
É precisamente essa combinação que faz com que um Lista de verificação da qualidade do ensaio por penetração de corante em Inconel 601 tem de ter em conta os materiais. Em teoria, o procedimento a seguir pode parecer simples: seguir as normas ASTM E1417/E1417M, ISO 3452-1 ou o quadro de referência de ensaios não destrutivos (NDE) referido na Secção V da ASME e, em seguida, aceitar ou rejeitar com base no desenho, nas especificações do cliente ou na secção do código. Na realidade, as superfícies de ligas de níquel podem ser enganosamente difíceis. A tonalidade de óxido, manchas incrustadas provenientes da retificação, resíduos de produtos de limpeza, secagem incompleta e uma interpretação flexível dos critérios de aceitação são o que normalmente distingue uma auditoria sem problemas de um retrabalho dispendioso. A norma ASTM E1417 estabelece os parâmetros básicos e exige um procedimento escrito detalhado; a norma ISO 3452-1 abrange igualmente os requisitos relativos ao método e ao processo/controlo, mas não é, por si só, um documento de critérios de aceitação.
Por que é importante esta lista de verificação da qualidade do ensaio por penetração de corante no Inconel 601
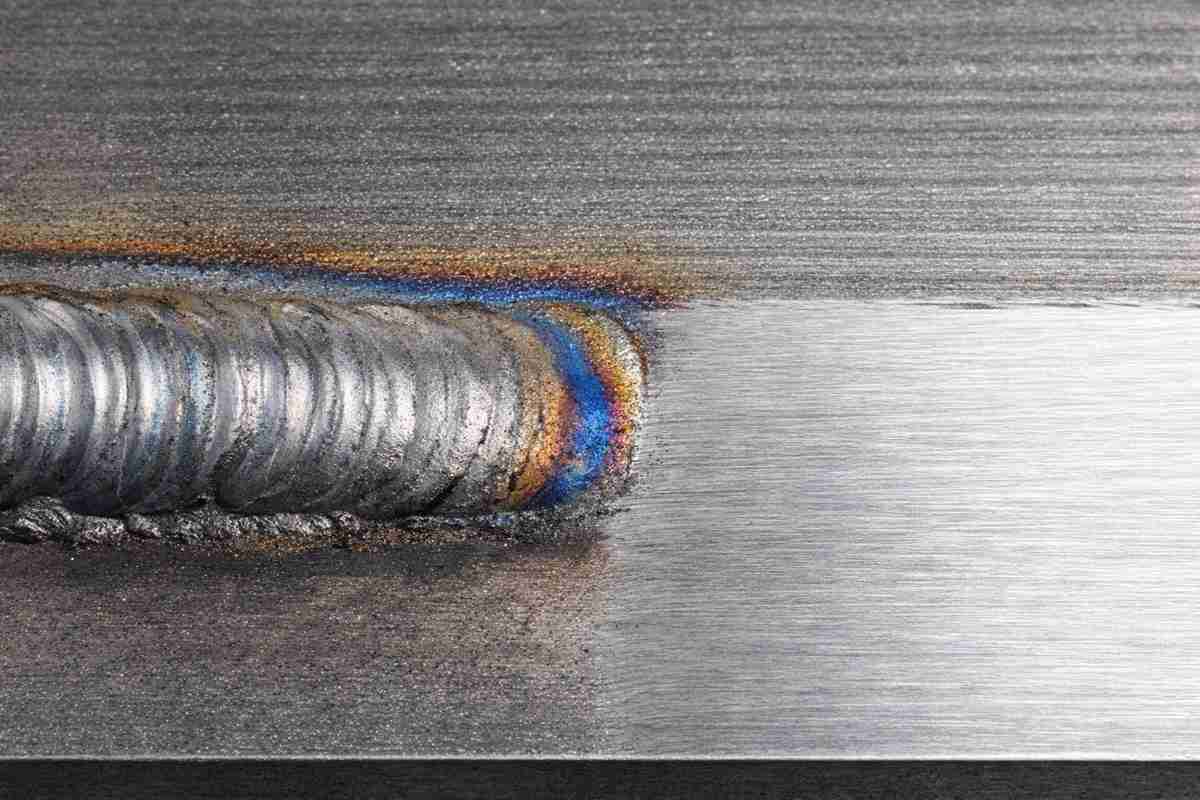
No caso do Inconel 601, o risco da inspeção muitas vezes não reside no “método errado”, mas sim no “método correto aplicado a uma condição de superfície inadequada”. Uma vez que a liga 601 é selecionada pela sua resistência à oxidação a altas temperaturas e é facilmente soldável, as peças inspecionadas apresentam frequentemente manchas de calor de soldadura, óxido de serviço ou marcas locais de mistura agressivas. O PT só funciona em superfícies limpas, secas e não porosas, onde o penetrante pode entrar numa descontinuidade que rompe a superfície e o revelador pode retirá-lo como uma indicação legível. A água que fica numa indicação apertada pode bloquear a entrada do penetrante, e o enxaguamento excessivo pode eliminar a resposta relevante do penetrante.
Uma segunda razão para usar um Lista de verificação da qualidade do ensaio por penetração de corante em Inconel 601 trata-se de uma questão de terminologia. Em muitas oficinas, o termo “penetrante colorido” é utilizado de forma imprecisa para todos os trabalhos de PT, mesmo que o processo efetivamente certificado possa ser o contraste de cor visível ou o penetrante fluorescente sob luz UV-A a 365 nm. Essa distinção é importante porque o procedimento escrito, as condições de iluminação, a sensibilidade do sistema, o procedimento pós-limpeza e os documentos de aceitação do cliente devem estar em conformidade. Se o contrato exigir controlo de processo ASTM ou ISO, mas a sua equipa estiver a tomar decisões de aprovação/rejeição por hábito, em vez de se basear na norma de aceitação referenciada, já está exposto a riscos.
Lista de verificação da qualidade do ensaio com corante penetrante em Inconel 601 para liberação da oficina
Antes de apresentarmos a tabela, convém deixar claro um princípio: esta lista de verificação não substitui o procedimento aprovado. Trata-se de uma ferramenta de controlo que os engenheiros e as equipas de controlo de qualidade podem utilizar para verificar se o procedimento de ensaio de desempenho (PT) aprovado está a ser aplicado corretamente ao metal base Inconel 601, às soldaduras e às áreas reparadas. A norma ASTM E1417 é explícita ao indicar que a prática padrão deve ser complementada por um procedimento detalhado, e a norma ISO 3452-1 é explícita ao indicar que não se trata da norma de aceitação.
| Ponto de controlo | Por que é importante no Inconel 601 | O que o inspetor deve verificar | Sinal de alerta típico |
|---|---|---|---|
| Identificação do material | Os lotes de fabrico de ligas mistas não são raros nas oficinas de ligas de níquel | O número de lote, o MTC, a referência da liga, o mapa de soldaduras e a rastreabilidade da peça correspondem ao registo de produção | O relatório da PT refere “liga de níquel”, mas não especifica a 601 / UNS N06601 |
| Condição da superfície antes do ensaio de tensão de compressão | Manchas de óxido, incrustações, resíduos de metal e resíduos de esmerilagem podem ocultar indícios de tensão na superfície | A zona de inspeção está limpa de resíduos metálicos, seca e isenta de tinta, óleo, incrustações e superfícies marteladas | A tonalidade arco-íris causada pelo calor ainda está presente na base da solda ou na área de reparação |
| Método de pré-limpeza | Uma técnica de limpeza inadequada pode deixar resíduos ou humidade nos defeitos | O tipo de produto de limpeza está aprovado pelo procedimento; a lavagem foi concluída; a secagem foi concluída antes da aplicação do penetrante | Limpeza com solvente realizada rapidamente, seguida da aplicação do penetrante numa superfície ainda fria e húmida |
| Acessibilidade do perfil de soldadura | As coroas altas e as zonas de recorte acentuadas prejudicam a visibilidade | A base da solda, as áreas de transição, as zonas de remoção de fixações e as reparações locais são totalmente acessíveis | Apenas a linha central da face da soldadura foi examinada; as extremidades não foram devidamente observadas |
| Sistema de líquidos penetrantes utilizado | “A expressão ”penetração de corante» no linguagem coloquial pode não corresponder ao processo técnico | A família de produtos, o nível de sensibilidade, o estado do lote e o prazo de validade estão em conformidade com o procedimento escrito | Foi utilizada uma família de penetrantes incorreta ou materiais caducados |
| Controlo de contaminantes | As ligas à base de níquel exigem um maior rigor na utilização de consumíveis de ensaios destrutivos em muitos trabalhos regidos por normas | As certificações em lote dos materiais de ensaio de resistência relevantes estão arquivadas, sempre que exigido pela norma ou pelas especificações do cliente | Não existe certificação relativa ao enxofre/halogéneos disponível para um trabalho de código |
| Controlo de permanência e desenvolvimento | As fendas estreitas não perdoam a pressa | O tempo de permanência do penetrante, a remoção do excesso, a secagem, a aplicação do revelador e o tempo de revelação seguem o procedimento aprovado | O operador recorre à “tempo padrão da oficina” de memória |
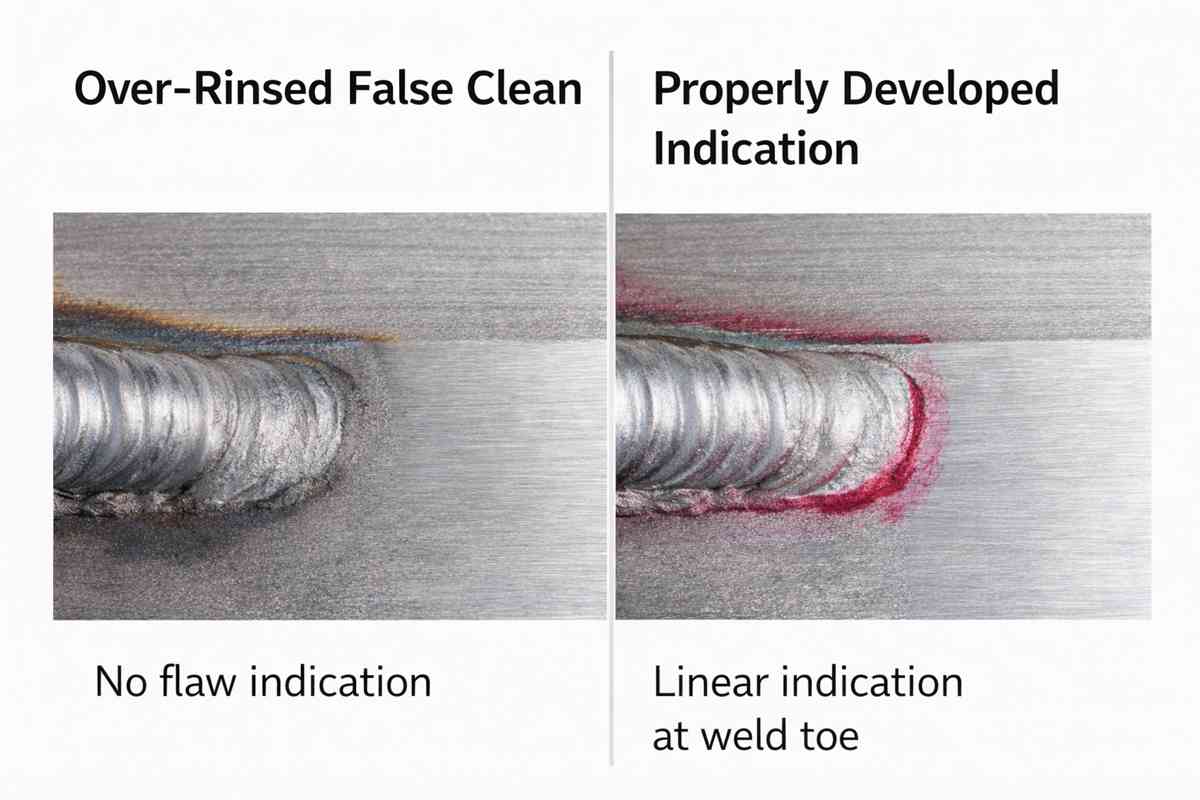
| Remoção do excesso de líquido penetrante | A remoção excessiva pode apagar indícios relevantes pouco visíveis | O método de remoção é adequado ao processo e é controlado, especialmente na zona da base da solda e nas transições | Lavagem com jato de alta pressão ou limpeza excessiva com solventes |
| Condições de iluminação e visibilidade | A fiabilidade das indicações depende inteiramente das condições de visualização | As condições de luz branca ou UV-A cumprem o método validado e são verificadas antes da interpretação | Lâmpada UV utilizada sem verificação da corrente ou com o filtro sujo |
| Interpretação das indicações | O PT deteta descontinuidades ligadas à superfície, mas não determina por si só a causa nem a profundidade | As indicações relevantes e não relevantes são classificadas de acordo com os critérios de aceitação aplicáveis | Os valores arredondados e lineares foram registados de forma inconsistente |
| Registo e rastreabilidade | Os litígios com clientes são, geralmente, litígios relacionados com documentos | O relatório identifica a peça, a zona, o método, os materiais, o inspetor, a data e os critérios de aceitação | O relatório não inclui esboços da localização exata nem referências fotográficas |
| Tratamento das áreas suspeitas | Na fabricação de ligas de níquel, a abordagem “misturar e esquecer” não constitui um controlo de qualidade | A reparação, a nova inspeção e a aceitação final estão associadas ao percurso de reparação e às especificações | Indicação removida por desbaste, sem registo de novo ensaio de pressão |
Os pontos de verificação que a maioria das equipas ignora
O elemento mais frequentemente omitido num Lista de verificação da qualidade do ensaio por penetração de corante em Inconel 601 não se trata do tempo de permanência. Trata-se do controlo de contaminantes e da disciplina em matéria de compatibilidade. Na prática de inspeção por penetração regulamentada pela ASME, os utilizadores são orientados a obter certificação do teor de contaminantes para os materiais de penetração utilizados em ligas à base de níquel, aços inoxidáveis austeníticos ou duplex e titânio. Mesmo quando o trabalho está fora do âmbito dos códigos de pressão, compradores experientes e engenheiros de controlo de qualidade continuam a esperar que o conjunto de materiais de PT seja compatível com a liga e rastreável por lote. Isso é um forte sinal de maturidade do processo.
O segundo aspeto frequentemente ignorado é a qualidade da pré-limpeza. As oficinas subestimam frequentemente a facilidade com que a humidade residual ou os resíduos de produtos de limpeza podem suprimir indícios subtis. A secagem completa não é uma questão de limpeza; é um controlo de sensibilidade. Se a peça foi enxaguada com água, limpa com produtos alcalinos ou recentemente jateada e relimpada, o inspetor deve ser capaz de demonstrar que a superfície estava efetivamente seca antes da aplicação do penetrante. Nas soldaduras de Inconel 601, isto é mais importante nas bases das soldaduras, nas reparações de crateras e nas zonas de transição entre fixações e remoções, onde as fissuras podem ser estreitas e superficiais.
O terceiro ponto que foi ignorado é a base de aceitação. Muitos produtos rejeitados ou que passam despercebidos resultam de equipas que utilizam o PT corretamente, mas interpretam as indicações com base no documento errado. As normas ASTM E1417 e ISO 3452-1 indicam como executar o processo; elas, por si só, não determinam se uma indicação linear na base da solda é aceitável para a sua peça. Essa decisão deve basear-se na nota do desenho aplicável, na norma do cliente, na secção do código ou na especificação do produto. Para as equipas de compras, é aqui que um fornecedor se revela disciplinado ou arriscado.
Nota técnica final
Um bom Lista de verificação da qualidade do ensaio por penetração de corante em Inconel 601 Não torna o PT mais lento. Torna o PT mais seguro. Isso é importante quando se comercializam equipamentos para fornos, conjuntos de tubos radiantes, retortas, tabuleiros, peças soldadas para condutas ou qualquer artigo fabricado em Inconel 601 que venha a ser submetido a ciclos térmicos e a oxidação. Para a 28Nickel, o valor prático é simples: quando um cliente solicita o fornecimento de ligas de níquel e apoio técnico, a conversa deve ir além de “podemos fornecer o material” para “compreendemos os riscos de inspeção que determinam se a sua peça fabricada será efetivamente enviada”. Se a sua equipa precisar de uma análise específica dos requisitos de inspeção de chapas, tubos, barras ou peças soldadas de Inconel 601, esse é exatamente o tipo de discussão que vale a pena ter antes de surgir a primeira NCR.
Perguntas e respostas relacionadas
1) O ensaio com líquido penetrante é suficiente para avaliar a qualidade das soldaduras em Inconel 601?
Por si só, não. O PT destina-se a detetar descontinuidades expostas à superfície em materiais não porosos; não permite determinar as dimensões de falhas subsuperficiais nem substitui os métodos volumétricos nos casos em que estes são necessários. No caso de soldaduras críticas, o PT constitui normalmente uma das etapas do plano de inspeção, sendo utilizado em conjunto com os requisitos aplicáveis de soldadura, dimensionais e, por vezes, radiográficos ou ultrassónicos, previstos na especificação aplicável.
2) Qual é o maior erro que se pode cometer no tratamento térmico do Inconel 601?
O maior erro prático é tratar o Inconel 601 como se fosse uma peça de aço inoxidável comum, sem prestar atenção especial à tonalidade do óxido, ao estado de secagem da superfície e ao controlo dos consumíveis utilizados na inspeção por penetração (PT). A liga 601 é amplamente utilizada devido à sua resistência à oxidação; por isso, o estado da superfície após a soldadura ou a exposição em serviço pode comprometer diretamente a fiabilidade da inspeção por penetração (PT) se a limpeza e a secagem forem inadequadas.
3) A norma ASTM E1417 ou a norma ISO 3452-1 estabelecem os critérios de aceitação?
Não. A norma ASTM E1417 estabelece os parâmetros básicos do método e exige um procedimento detalhado, enquanto a norma ISO 3452-1 abrange o método de ensaio e os requisitos de processo/controlo, mas especifica que não se destina a ser utilizada para critérios de aceitação. A aceitação deve basear-se no desenho de referência, na norma do cliente ou no código/especificação.


