Selecting the proper superalloy for severe industrial environments is a persistent engineering headache. Whether you are attempting to mitigate chloride-induced stress corrosion cracking in heat exchangers or maintaining creep resistance at 900°C in gas turbines, exact material specification dictates operational uptime. In this technical analysis, we evaluate specific nickel alloy advantages and disadvantages across aggressive chemical and high-thermal applications. We will look far beyond basic datasheets, dissecting the precise metallurgical realities that govern whether a solid-solution strengthened grade like Inconel 625 outlasts standard austenitic stainless steel, and where its inherent limitations risk catastrophic system failure.
Evaluating the Strengths of Nickel-Based Systems
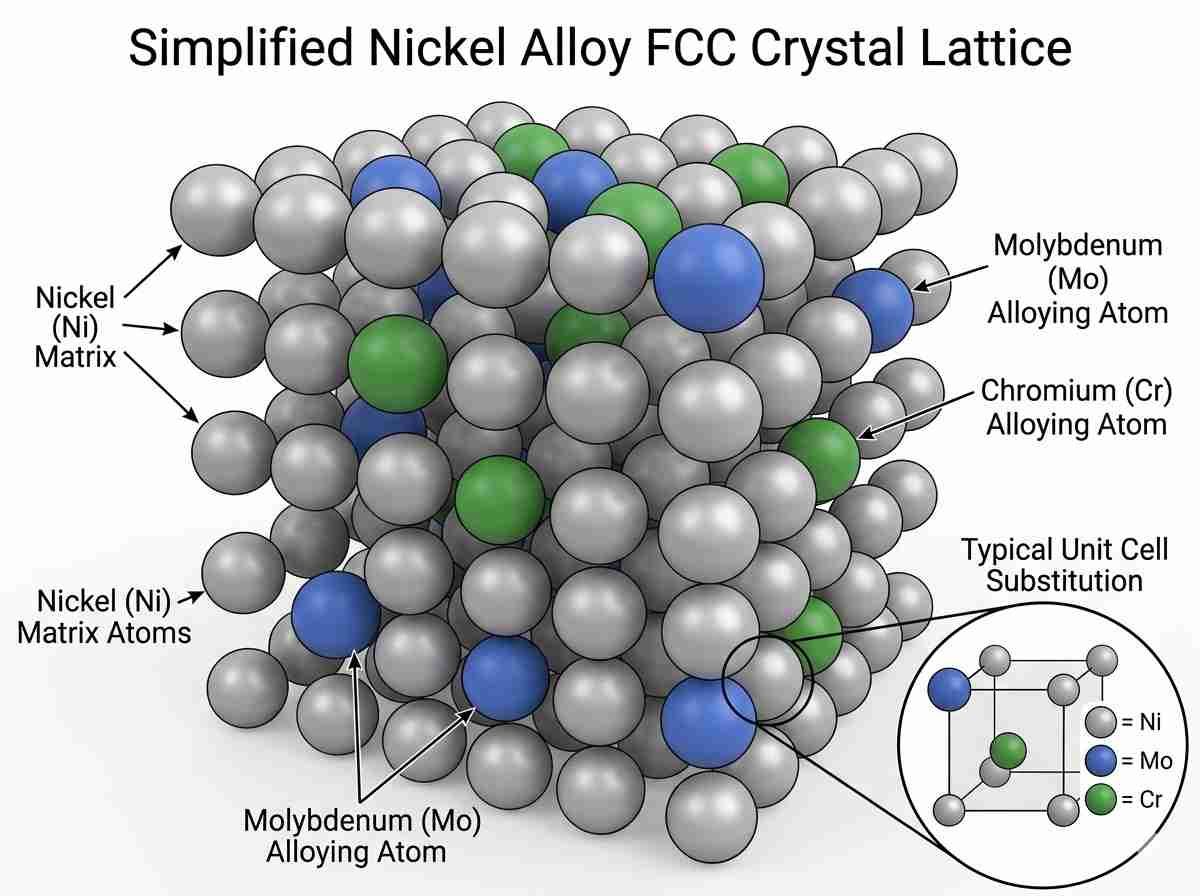
The face-centered cubic (FCC) crystal structure of nickel provides a highly stable matrix that readily accepts extensive alloying without phase instability. This is the foundation of most nickel alloy advantages and disadvantages. By solid-solution strengthening with elements such as molybdenum, chromium, and niobium, engineers can drastically alter the material’s performance envelope.
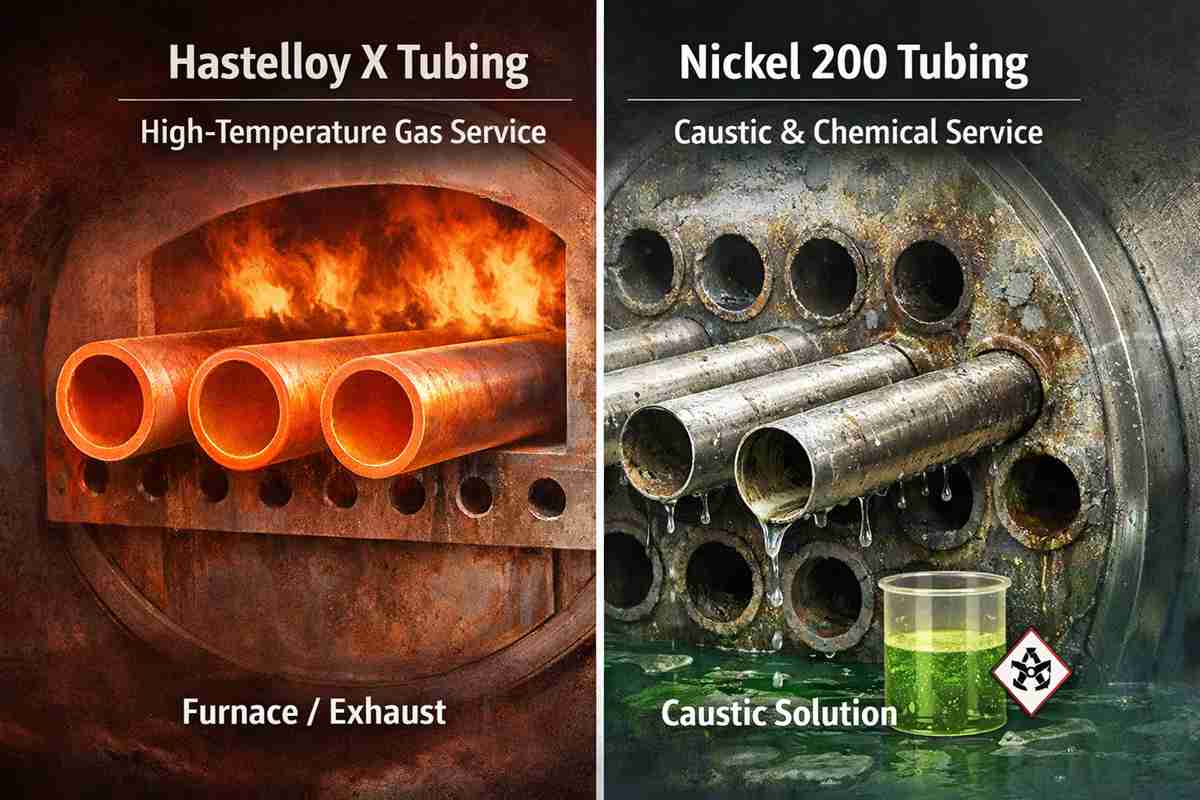
One of the most significant advantages is unparalleled resistance to localized corrosion. In environments containing high concentrations of chlorides or reducing acids, the addition of molybdenum prevents the breakdown of the passive film, vastly improving the Pitting Resistance Equivalent Number (PREN). Furthermore, the high nickel content itself inherently prevents chloride stress corrosion cracking (CSCC)—a common failure mechanism in 300-series stainless steels. At elevated temperatures, the formation of tightly adhering, protective chromium or aluminum oxide scales provides exceptional oxidation resistance, allowing these materials to retain mechanical integrity where other alloys would rapidly degrade.
Comparative Metallurgical Analysis
To fully contextualize nickel alloy advantages and disadvantages, we must benchmark them against conventional materials. The decision to specify a superalloy is often a calculated trade-off between absolute performance and extreme operational demands. When evaluating the data, the elevated yield strengths and maximum continuous operating temperatures justify the selection in mission-critical environments.
| Material Grade | Base Matrix | Cr (%) | Mo (%) | PREN (Approx) | Yield Strength (MPa) | Max Continuous Temp (°C) | Primary Degradation Resistance |
| 316L | Fe | 16-18 | 2-3 | 24 | 170 | 870 | Mild chlorides, general organics |
| Alloy 600 | Ni | 14-17 | – | N/A | 240 | 1093 | Oxidation, chloride stress cracking |
| Alloy C-276 | Ni | 14.5-16.5 | 15-17 | >45 | 355 | 1040 | Severe localized pitting, sour gas |
| Alloy 718 | Ni | 17-21 | 2.8-3.3 | N/A | 1034 (Aged) | 650 | High mechanical stress, creep |
Analyzing Nickel Alloy Limitations in Practice
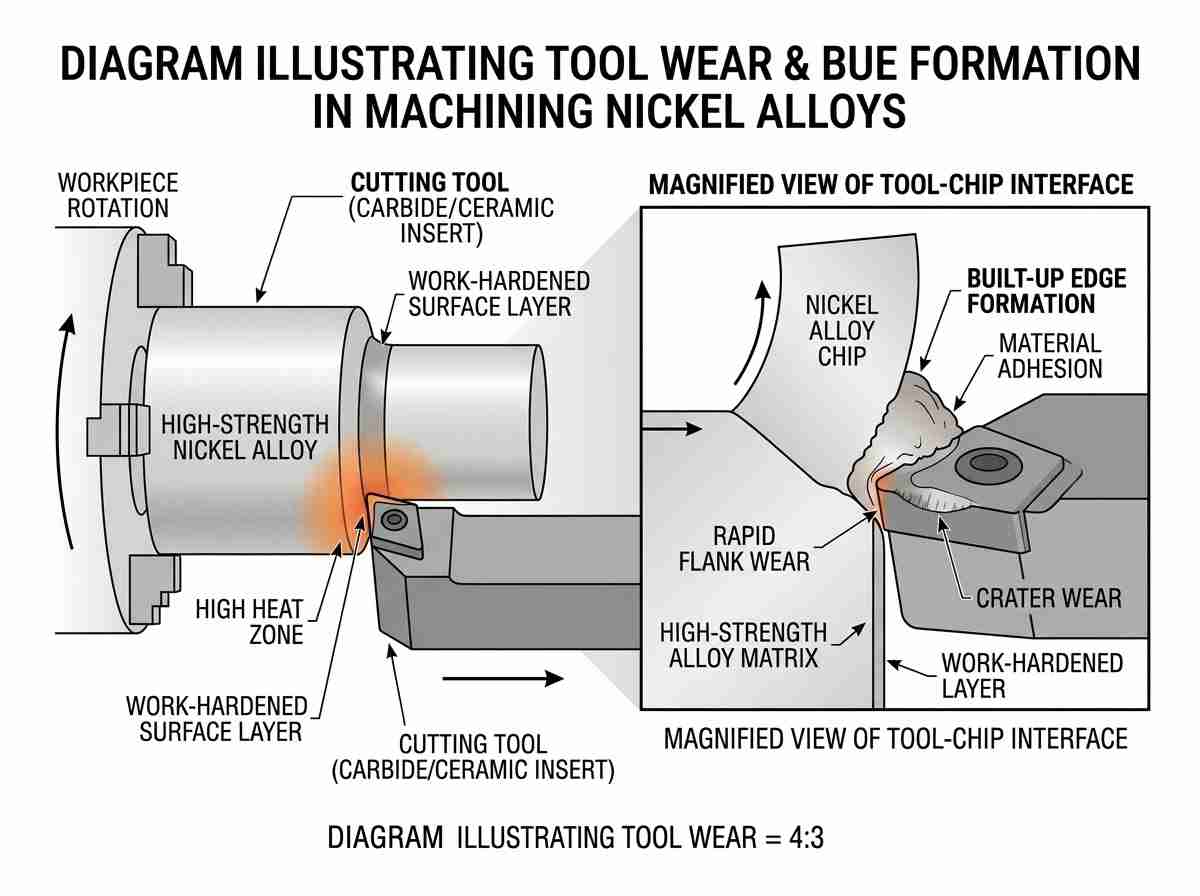
Despite their robust performance, understanding nickel alloy advantages and disadvantages requires an objective look at their engineering limitations. The most prominent disadvantage manifests in the machine shop. High-nickel alloys possess rapid work-hardening rates. As a cutting tool shears the metal, the localized heat and deformation cause the immediate surface layer to harden significantly. Subsequent passes with the tool hit this hardened layer, leading to catastrophic tool wear, built-up edge (BUE) formation, and poor surface finishes. This necessitates extremely rigid setups, positive feed rates, and specialized carbide or ceramic tooling, ultimately lowering production throughput.
Another critical limitation is their performance in high-temperature sulfurous environments. While nickel excels against oxidation, it is highly susceptible to sulfidation at elevated temperatures. The formation of low-melting-point nickel-sulfur eutectics can cause rapid intergranular attack, leading to sudden and brittle failure of the component. Therefore, in petrochemical processes involving hot sulfur streams, high-iron or specialized high-chromium alloys must often be specified instead of standard high-nickel grades.
Material Selection and Engineering Support
Ultimately, mapping out nickel alloy advantages and disadvantages is about risk mitigation. The high initial raw material cost, driven by volatile commodity markets, means over-specifying is an expensive mistake, while under-specifying leads to catastrophic facility downtime. Accurate material selection demands a rigorous review of thermal cycling, halogens present, pH levels, and mechanical stress parameters.
For specialized metallurgical consulting or specific environmental compatibility reviews regarding your next project, submit your precise operational parameters to our technical engineering team at 28Nickel.
Related Q&A
Q: How does molybdenum content impact the advantages of nickel alloys in localized corrosion? A: Molybdenum specifically acts to stabilize the passive oxide film in the presence of aggressive halide ions, such as chlorides. This drastically increases the alloy’s resistance to pitting and crevice corrosion, which is why grades like C-276 (containing 15-17% Mo) are specified for severe chemical processing environments where standard alloys fail.
Q: What is the primary disadvantage of using high-nickel alloys in sulfur-bearing, high-temperature environments? A: The main disadvantage is sulfidation. At elevated temperatures, nickel reacts with sulfur to form a low-melting-point eutectic compound. This compound penetrates the grain boundaries of the metal, causing severe intergranular embrittlement and rapid structural failure, rendering standard high-nickel alloys unsuitable for hot sour gas or high-sulfur petrochemical streams.
Q: Are the disadvantages in machinability uniform across all nickel alloys? A: No. While all nickel alloys generally work-harden faster than standard steels, precipitation-hardenable alloys (like aged Alloy 718) are significantly more difficult to machine due to their extremely high shear strength and abrasive microscopic precipitates. Solid-solution alloys (like Alloy 600) are comparatively easier to machine, though they still require rigid tooling and careful thermal management at the cutting edge.