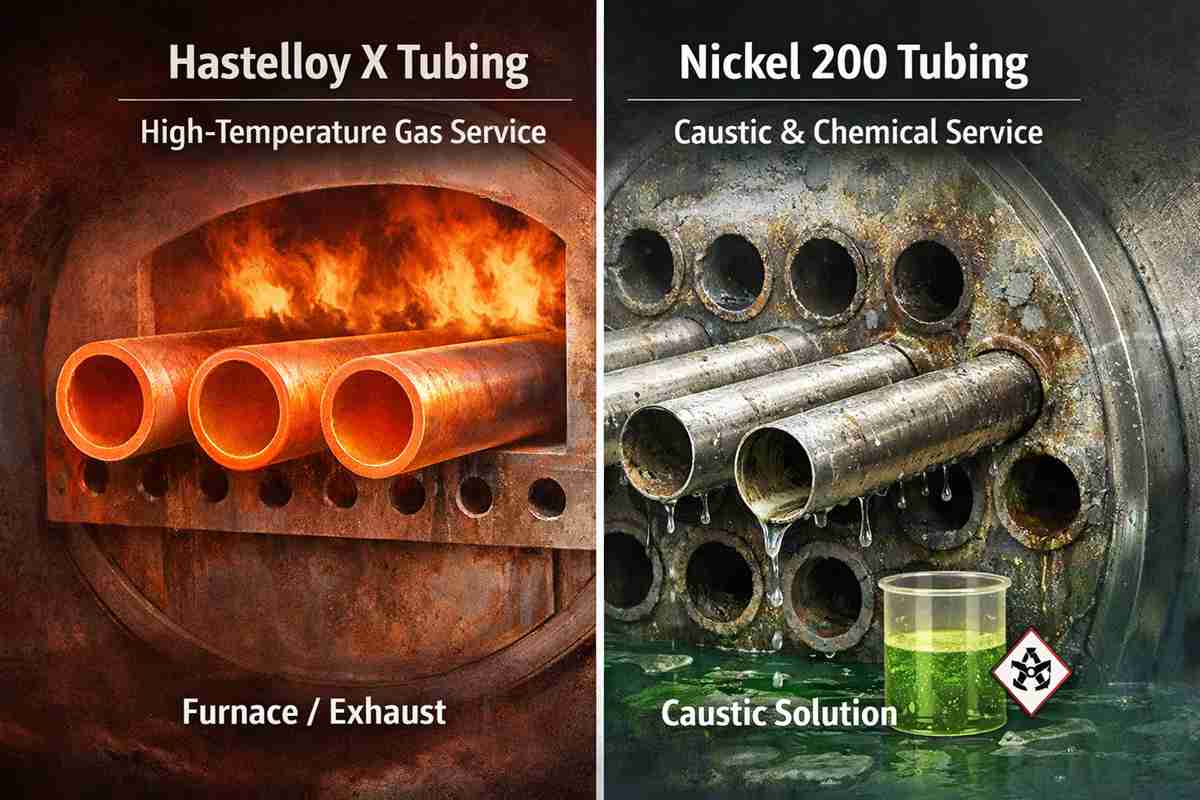
Operating under aggressive aqueous environments and elevated temperatures, tubular components face continuous metallurgical stress. Chlorides induce stress corrosion cracking (SCC), while acidic streams accelerate uniform dissolution. When evaluating these operational hazards, the role of your material source becomes critical. Selecting the right nickel alloy supplier for heat exchanger applications is not merely a supply chain decision; it is a fundamental engineering necessity. Material integrity dictates the Mean Time Between Failures (MTBF) of your entire processing unit, requiring strict attention to alloy chemistry and microstructural stability.

Analyzing Nickel Alloys for Heat Exchangers in Corrosive Systems
Thermal systems frequently utilize brackish water or highly concentrated chemical solvents as cooling mediums. Standard austenitic stainless steels often fail prematurely in these environments due to localized pitting and crevice corrosion. A competent nickel alloy supplier for heat exchanger networks must fully comprehend the Pitting Resistance Equivalent Number (PREN).
PREN is calculated using the formula:
When the fluid contains high chloride concentrations at temperatures exceeding 60°C, a PREN > 40 is typically mandated. For instance, evaluating Alloy C-276 reveals a composition heavily alloyed with molybdenum (15% to 17%) and tungsten (3% to 4.5%), pushing its PREN above 45. This metallurgical formulation actively restricts the propagation of anodic pits in stagnant zones. Furthermore, phase stability during continuous thermal cycling must be assessed. The precipitation of detrimental intermetallic phases, such as the sigma or mu phases, can severely embrittle the tube walls. Partnering with a technically proficient nickel alloy supplier for heat exchanger builds ensures the raw material has undergone appropriate solution annealing and rapid quenching to lock the desired solid solution matrix in place.
| Alloy Grade | UNS Designation | Nickel (Ni) % | Chromium (Cr) % | Molybdenum (Mo) % | Typical PREN | Application Environment |
| Alloy 400 | N04400 | 63.0 min | – | – | N/A | Hydrofluoric acid, marine environments |
| Alloy 825 | N08825 | 38.0 – 46.0 | 19.5 – 23.5 | 2.5 – 3.5 | ~31 | Sulfuric acid, phosphoric acid |
| Alloy 625 | N06625 | 58.0 min | 20.0 – 23.0 | 8.0 – 10.0 | ~45 | High-temperature oxidation, seawater |
| Alloy C-276 | N10276 | Balance | 14.5 – 16.5 | 15.0 – 17.0 | > 45 | Severe chlorides, wet chlorine gas |
Non-Destructive Examination and Heat Exchanger Nickel Alloy Tolerances
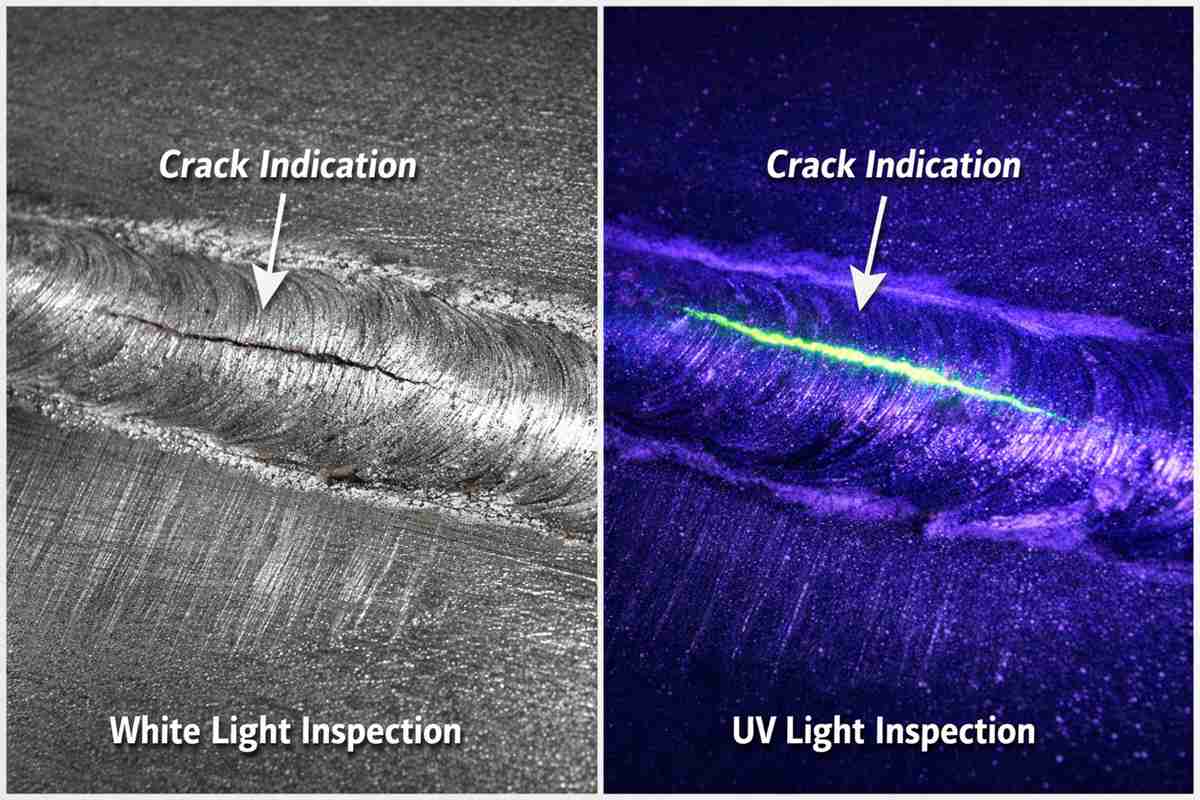
Validating the internal integrity of tubular products is just as critical as the alloy chemistry. A rigorous nickel alloy supplier for heat exchanger applications will mandate comprehensive Non-Destructive Examination (NDE) prior to technical approval. Micro-porosity, inclusion clusters, or subtle drawing defects act as initiation sites for fatigue failure. Standard protocols encompass both Eddy Current Testing (ECT) and Ultrasonic Testing (UT). ECT is highly effective at identifying near-surface anomalies and variations in wall thickness, which directly impact the thermal efficiency of the heat exchange process. This level of metallurgical scrutiny is what defines a true nickel alloy supplier for heat exchanger fabrication.
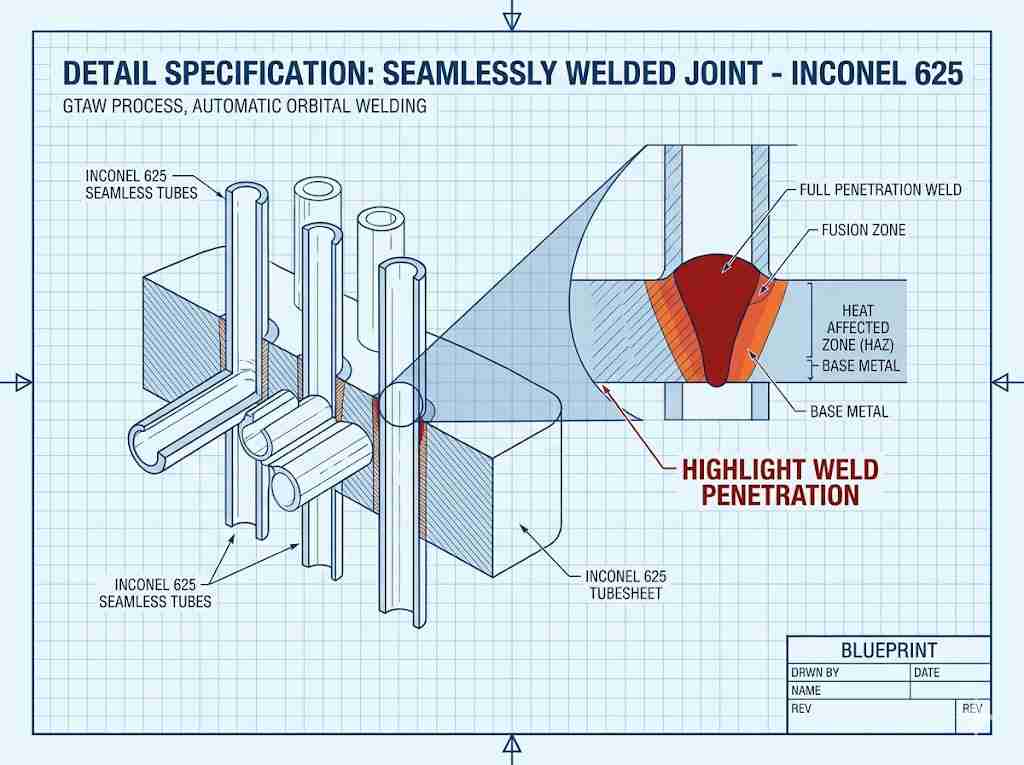
Beyond defect detection, dimensional stability under thermal stress is a critical factor. When distinct alloys are welded together, the disparity in their coefficients of thermal expansion (CTE) generates immense shear stresses. A seasoned nickel alloy supplier for heat exchanger manufacturing will provide precise CTE data across your specific operating temperature gradient. Moreover, mechanical properties dictate the minimum allowable wall thickness under ASME BPVC Section VIII. We know that any deviation in tube concentricity can create localized hot spots. Therefore, relying on a knowledgeable nickel alloy supplier for heat exchanger materials guarantees that the tubing meets rigorous ASTM B163 specifications, ensuring optimal heat transfer coefficients.
Optimizing thermal process equipment demands a rigorous metallurgical approach. From mitigating stress corrosion cracking to ensuring dimensional precision for thermal transfer, the integrity of the base metal is non-negotiable. At 28Nickel, our engineering team focuses heavily on the microstructural characteristics and performance metrics of advanced high-performance materials. Choosing a reliable nickel alloy supplier for heat exchanger projects ensures your systems operate at maximum efficiency with extended lifecycles. If you are currently facing complex corrosion challenges, material selection dilemmas, or require in-depth metallurgical data for your next thermal transfer project, connect with our engineering team at 28Nickel for specialized technical support.
Related Q&A
Q1: How does grain size affect the performance of materials from a nickel alloy supplier for heat exchanger systems?
A: Grain size heavily influences both the high-temperature creep resistance and the corrosion properties of the alloy. Finer grain structures generally offer superior yield strength and better resistance to ambient temperature fatigue. However, for applications involving extreme temperatures (above 600°C), a coarser grain structure is preferred to maximize creep-rupture strength. We carefully evaluate these microstructural variables to match your exact thermal requirements.
Q2: Why is the Pitting Resistance Equivalent Number (PREN) critical when specifying tubing?
A: PREN provides a quantifiable metric to predict an alloy’s resistance to localized pitting corrosion, particularly in chloride-rich environments like seawater or chemical processing streams. Specifying an alloy with an appropriate PREN ensures the protective passive oxide layer remains stable, preventing catastrophic tube wall perforation in stagnant zones.
Q3: What role does thermal expansion play in selecting dissimilar metals for tubes and tubesheets?
A: When a heat exchanger experiences thermal cycling, materials with different coefficients of thermal expansion (CTE) expand and contract at different rates. If a nickel alloy tube is welded to a carbon steel tubesheet without accounting for CTE mismatch, the resulting shear stresses will inevitably cause fatigue cracking at the weld joint. Thorough engineering analysis of CTE curves is mandatory to ensure joint integrity.