Na prática, Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas não é uma decisão de compra de rotina. Trata-se de um ponto de controlo metalúrgico. Se o material de enchimento estiver errado, a válvula acabada pode passar na inspeção dimensional, na radiografia e até no hidroteste, mas pode falhar precocemente em serviço húmido com cloretos, porque o metal de solda e a ZTA já não correspondem ao desempenho de corrosão esperado do UNS N06022.
É por isso que os fabricantes experientes não começam com nomes de marcas. Começam com as condições de serviço, a diluição, a conceção da junta e o percurso de fabrico do próprio corpo da válvula. Um corpo C-22 forjado, um corpo fundido e um corpo reparado por soldadura não se comportam exatamente da mesma forma sob o calor do arco. Para o processamento químico severo, a escolha do material de enchimento deve preservar a resistência à corrosão por pite, à corrosão em fendas e ao ataque em meios mistos de oxidação-redução. Por outras palavras, Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas tem de ser tratada como uma decisão de engenharia e não como uma rubrica de consumíveis.
O que impulsiona a seleção do metal de enchimento de soldadura Hastelloy C-22 para corpos de válvulas?
Quando revejo um procedimento de soldadura de corpos de válvulas, normalmente analiso quatro variáveis antes de analisar o certificado de consumíveis.
O primeiro é intenção de conceção da corrosão. O Hastelloy C-22 é valorizado devido à sua ampla resistência a cloretos, sais férricos e cúpricos, cloro húmido, contaminação fórmica e acética e muitos ambientes de ácidos mistos. Se o corpo da válvula for especificado em C-22, o metal de soldadura não deve tornar-se o elo fraco.
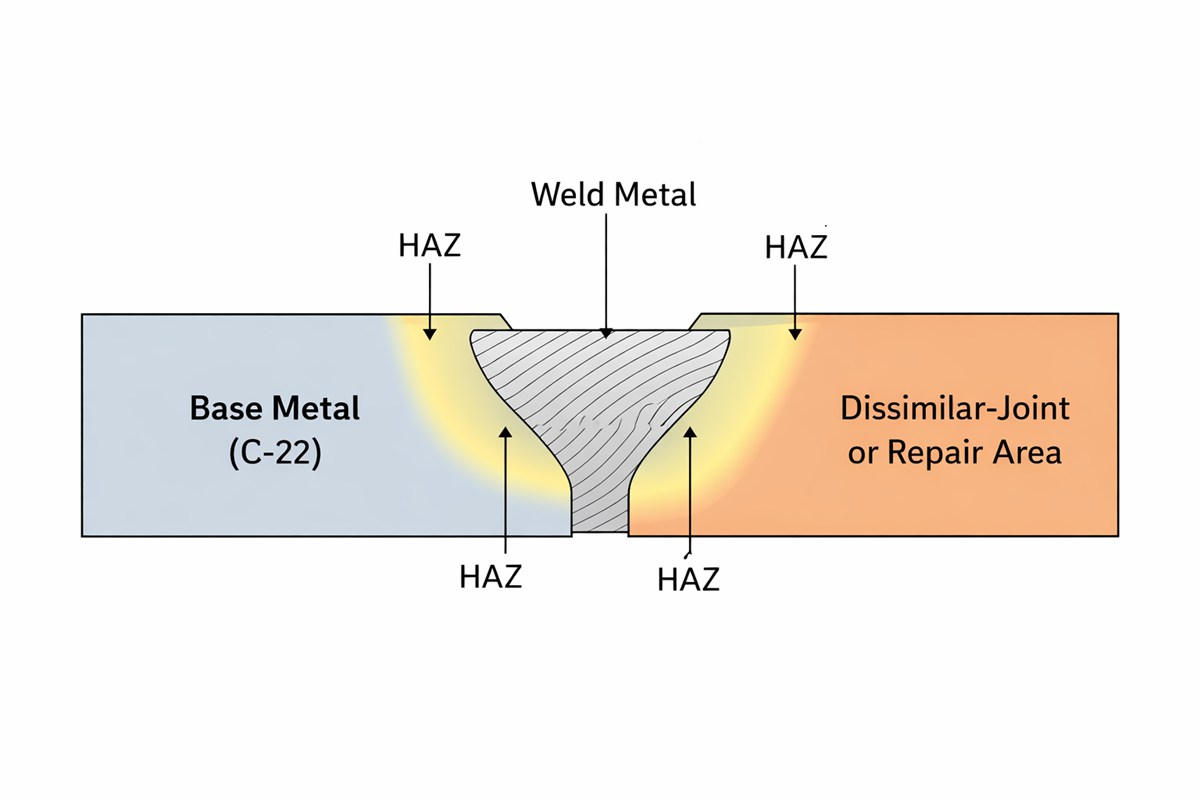
O segundo é controlo da diluição. Os passes de raiz, as soldaduras de reparação em torno de cavidades da carroçaria e a acumulação de secções mais espessas podem alterar a química do metal de soldadura. A diluição excessiva de ferramentas de aço-carbono adjacentes, a contaminação ou os acessórios dissimilares podem reduzir silenciosamente o equilíbrio do crómio e do molibdénio onde é mais importante.
O terceiro é método de fabrico. O GTAW continua a ser preferido para trabalhos de reparação e de arranque críticos em ligas de níquel porque permite um melhor controlo da entrada de calor e da limpeza. O GMAW ou o SMAW podem ser aceitáveis na produção, mas apenas quando a qualificação do procedimento já tiver demonstrado que a dureza, a solidez e o desempenho da corrosão permanecem intactos.
O quarto é geometria real da válvula. Um corpo de válvula globo com massa localizada à volta da bolsa da sede tem um comportamento diferente de um corpo de válvula de instrumento de parede fina. A restrição, a colocação do cordão e o acesso influenciam o melhor desempenho do enchimento em condições reais de oficina.

Porque é que o ERNiCrMo-10 é normalmente a primeira escolha
Na maioria dos casos, a resposta tecnicamente correta para Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas é ERNiCrMo-10 para GTAW/GMAW, ou ENiCrMo-10 para SMAW. Esta é a família de enchimento correspondente para a liga C-22. A razão é simples: foi concebida para fornecer uma química de metal de solda suficientemente próxima da liga de base para que a resistência à corrosão não seja materialmente comprometida após a diluição normal.
Isso é mais importante do que muitas pessoas imaginam. Nos componentes das válvulas, as zonas mais vulneráveis nem sempre são as mais óbvias. Pequenas áreas de reparação, regiões de raiz e transições parcialmente misturadas podem prender o fluido do processo e criar condições locais de fissura. O enchimento de correspondência ajuda a manter uma química que é robusta contra esse tipo de ataque.
Outra vantagem do ERNiCrMo-10 é o facto de suportar a qualificação previsível do procedimento. Se o material de base for o C-22 e o material de enchimento também for de química C-22, o soldador e o engenheiro não estão a lutar contra variáveis metalúrgicas desnecessárias. Isto simplifica a resolução de problemas quando surgem problemas de porosidade, falta de fusão ou fissuração a quente.
No entanto, “compatível” não significa “indulgente”. As ligas de níquel-crómio-molibdénio são muito sensíveis à limpeza da oficina. Os corantes de layout com enxofre, os resíduos de óleo, o ferro incrustado e as más práticas de proteção podem causar mais danos do que uma pequena alteração na velocidade de deslocação. Assim, enquanto Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas frequentemente aponta para o ERNiCrMo-10, a carga por si só não garante um bom resultado.
Comparação de cargas para a soldadura de corpos de válvulas em Hastelloy C-22
Em projectos reais, os engenheiros consideram por vezes consumíveis alternativos. O quadro seguinte apresenta uma comparação prática.
| Metal de enchimento | Utilização típica em corpos de válvulas | Principal vantagem | Precaução principal |
|---|---|---|---|
| ERNiCrMo-10 / ENiCrMo-10 | Juntas C-22 a C-22, passes de raiz, soldaduras de reparação, áreas críticas de corrosão | Melhor combinação química para a liga C-22; desempenho de corrosão equilibrado após diluição | Continua a exigir uma limpeza rigorosa e uma entrada de calor controlada |
| ERNiCrMo-14 | Serviço selecionado de corrosão severa, algumas juntas dissimilares, margem adicional contra ataques localizados | Resistência à corrosão muito forte em ambientes agressivos | Custo mais elevado; a incompatibilidade química pode exigir uma revisão adicional nos procedimentos qualificados |
| ERNiCrMo-4 | Mais frequentemente associado à família C-276 ou ao fabrico misto de ligas de níquel | Boa resistência geral à corrosão e ampla disponibilidade | Não é a primeira escolha de correspondência para corpos de válvulas C-22 |
| Tipo ERNiCrFe-7 / Liga 625 | Ligações não críticas, algumas transições dissimilares quando o projeto o permite | Prontamente disponível e soldável | Normalmente inferior aos enchimentos compatíveis com C-22 para zonas de soldadura húmidas críticas em termos de corrosão |
Detalhes do procedimento que são mais importantes do que o número de catálogo
Uma vez escolhido o material de enchimento, a execução determina se a metalurgia teórica sobrevive ao fabrico. É aqui que muitos procedimentos parecem aceitáveis no papel e têm um desempenho inferior em serviço.
Para Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas, Prefiro uma entrada de calor baixa e controlada e uma temperatura interpasse relativamente baixa. Muitas lojas mantêm a temperatura interpasse abaixo de 150°C, e, no trabalho com válvulas de precisão, uma prática ainda mais baixa é frequentemente benéfica. Os cordões de cordas são geralmente mais seguros do que as tranças largas porque reduzem o risco de segregação e facilitam a limpeza entre passagens.
A preparação da superfície deve ser tratada quase como um trabalho de laboratório. Produtos dedicados de aço inoxidável ou apenas de níquel fio As escovas, os abrasivos limpos, a limpeza com acetona e a remoção de todos os vestígios de óxido não são pormenores opcionais. Fazem parte da metalurgia. Se a contaminação de ferro for incorporada antes da soldadura, a história de corrosão da válvula acabada pode já estar comprometida.
A qualidade da blindagem também merece atenção. O árgon de alta pureza é comum no GTAW, e a blindagem da raiz deve ser mantida sempre que a oxidação na parte de trás possa afetar o serviço de corrosão. Uma raiz escura, açucarada ou fortemente oxidada numa liga de níquel não é apenas um trabalho feio; pode tornar-se um local de iniciação à corrosão.
Para a soldadura de reparação do corpo da válvula, a colocação do cordão é igualmente importante. O reaquecimento repetido numa pequena área à volta da bolsa da sede ou do pescoço do castelo pode causar distorção evitável e pode complicar a interpretação do NDE. Nestes casos, a “melhor” resposta para Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas é por vezes uma combinação do material de enchimento correto e de uma sequência de soldadura mais disciplinada.
Caso especial: juntas dissimilares e uniões com manteiga
Os conjuntos de válvulas nem sempre são totalmente C-22 de ponta a ponta. Podem existir adaptadores, sobreposições, bocais, transições de revestimento duro ou acessórios temporários introduzidos durante o fabrico. Nestes casos, Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas deve ser avaliada juntamente com a diluição do segundo material.
Se a junta for entre o C-22 e outra liga de níquel de alto desempenho, o ERNiCrMo-10 continua a ser um forte candidato. Se o serviço for extremamente agressivo e o procedimento tiver sido qualificado em conformidade, alguns engenheiros consideram o ERNiCrMo-14 para adicionar margem de corrosão. No entanto, para as transições para o aço inoxidável, a discussão deve incluir não só a soldabilidade, mas também a química final da zona molhada após a diluição. Este ponto é frequentemente ignorado.
Uma boa regra é simples: não escolher o material de enchimento apenas porque está disponível na loja. Escolha-o porque o metal de solda final depositado, após uma diluição realista, ainda suporta a base de projeto de corrosão da válvula.
Conclusão final
Se quiser uma resposta de uma linha, aqui está: para a maioria das soldaduras críticas de corrosão em corpos de válvulas C-22, ERNiCrMo-10 é a resposta predefinida e normalmente correta. Mas os engenheiros sérios sabem que a seleção do material de enchimento não pode ser separada da diluição, da geometria da junta, da limpeza, da entrada de calor e da exposição real ao meio.
É esta a verdadeira lógica subjacente Seleção de metal de adição de soldadura Hastelloy C-22 para corpos de válvulas. O consumível deve apoiar a intenção de conceção da liga após a soldadura, e não apenas antes da soldadura.
Se a sua equipa estiver a qualificar uma nova WPS, a rever um procedimento de reparação ou a selecionar fio de soldadura para uma aplicação de válvula corrosiva, envie à 28Nickel o meio da válvula, a forma do material de base e os detalhes da junta. Uma breve revisão técnica inicial é muito mais barata do que uma válvula avariada em serviço.
Perguntas e respostas relacionadas
1. O ERNiCrMo-10 é sempre o melhor material de enchimento para corpos de válvulas em Hastelloy C-22?
Nem sempre, mas é normalmente a primeira escolha e a mais adequada do ponto de vista técnico para as soldaduras C-22 a C-22. Se a junta for dissimilar ou se o serviço for excecionalmente agressivo, pode ser avaliada uma alternativa com excesso de liga através da qualificação do procedimento e dos requisitos de corrosão.
2. O enchimento em liga 625 pode ser utilizado num corpo de válvula em Hastelloy C-22?
Pode ser utilizado em algumas aplicações não críticas ou dissimilares, mas geralmente não é a opção preferida para zonas de soldadura húmidas críticas em termos de corrosão. Para corpos de válvulas expostos a um serviço químico exigente, o material de enchimento C-22 correspondente ou quase correspondente é normalmente a escolha de engenharia mais segura.
3. Qual é o maior risco de soldadura para além de escolher o material de enchimento errado?
Contaminação. A captação de ferro, os compostos de marcação com enxofre, uma limpeza deficiente entre passes e uma proteção inadequada podem degradar a área de soldadura, mesmo quando a classificação do material de enchimento está correta.


