










In high-pressure piping, the blind flange is not a simple closure plate. It is a stressed pressure boundary, a gasket compression member, and often the last mechanical barrier between a corrosive process fluid and the outside environment. blind flange nickel alloy for high pressure systems is selected when carbon steel, stainless steel, or duplex grades no longer give enough corrosion margin, thermal stability, or sour-service confidence. For engineers, the real question is not “Can it hold pressure?” but “Can it hold pressure after heat cycles, bolt relaxation, chloride exposure, and repeated maintenance?”
ASME B16.5 covers pressure-temperature ratings, materials, dimensions, tolerances, marking, testing, and related requirements for NPS 1/2 through NPS 24 flanges and flanged fittings; it also includes blind flanges and recommendations on bolting, gaskets, and flange joints. ASTM B564 covers nickel alloy forgings and requires chemical analysis, grain size evaluation, mechanical-property testing, tension testing, and nondestructive ultrasonic testing for relevant specimens. For sour gas conditions, NACE MR0175/ISO 15156 is commonly referenced because it defines material conditions and environmental limits where H₂S-induced cracking may be a risk.
Why a Nickel Alloy Blind Flange Works Under High Pressure
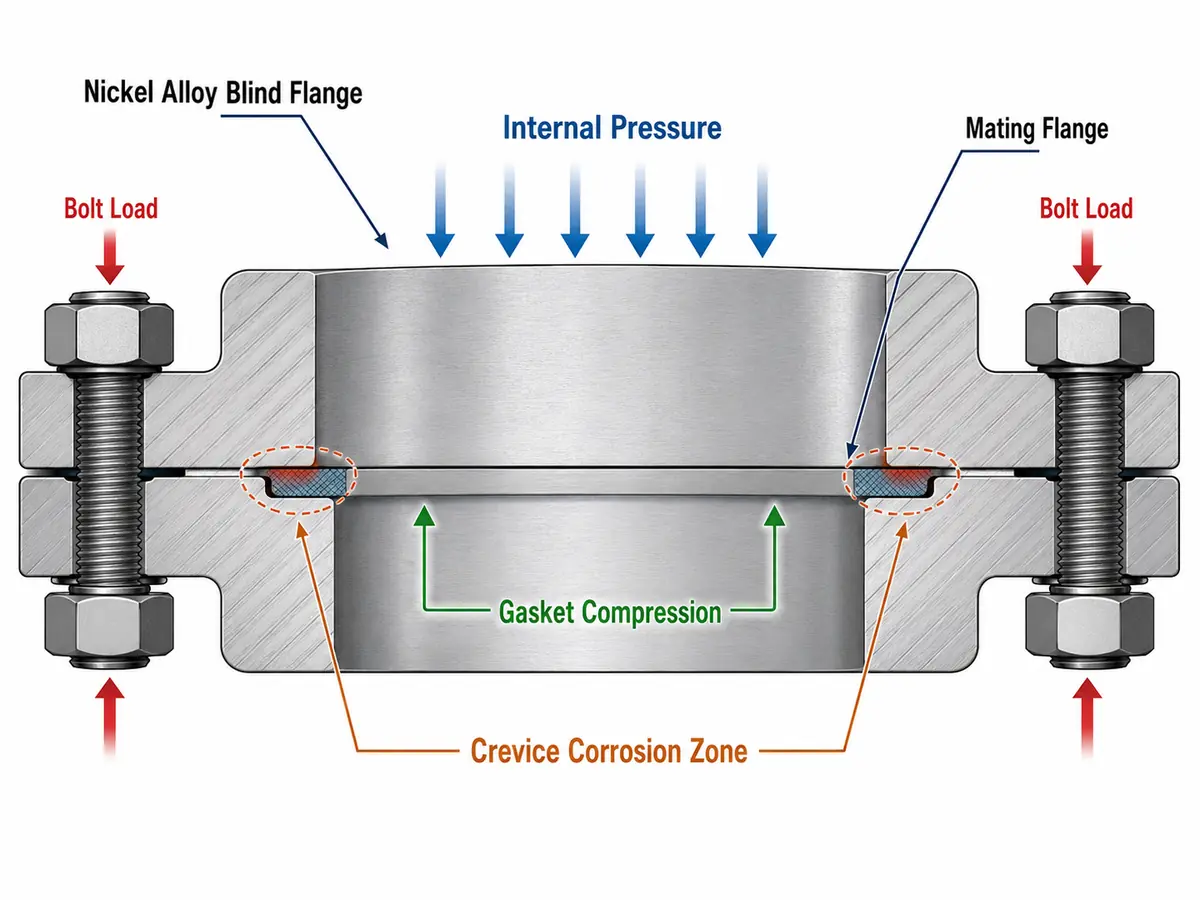
A blind flange nickel alloy for high pressure systems is usually specified for three reasons: corrosion resistance, mechanical strength retention, and seal reliability. The blank end has no bore flow path, so differential pressure acts over the full internal area. That means bending stress at the gasket reaction circle and bolt load distribution become critical. If the alloy is wrong, the failure mode is often slow: crevice corrosion under the gasket, pitting at the raised face, or stress corrosion cracking around bolt holes.
Nickel alloys such as Alloy 625, Alloy 825, Alloy C276, Alloy 400, and Alloy 600 are not interchangeable. Alloy 625 provides a strong balance of chloride resistance and high-temperature strength. Alloy 825 is often considered where sulfuric or phosphoric acid resistance is part of the duty. C276 is preferred in very aggressive mixed-acid or chloride-bearing services. Alloy 400 has a long history in seawater and hydrofluoric acid applications, but it is not a universal high-pressure answer. The material choice must match temperature, chloride level, pH, oxidizing potential, H₂S partial pressure, and cleaning chemistry.
Design Checks Before Ordering a Blind Flange Nickel Alloy for High Pressure Systems
A blind flange nickel alloy for high pressure systems should be reviewed as a bolted joint, not just a catalog item. First, confirm the ASME class or PN rating against design temperature, not room-temperature pressure. Next, check facing type. Raised face is common, but RTJ facing is often used when pressure class, cyclic loading, or leakage risk is severe. For Class 900, 1500, and 2500 duties, gasket seating stress, bolt material, lubricant, and tightening sequence can be as important as the flange alloy.
Forging quality matters. A forged blind flange gives directional grain flow, lower internal discontinuity risk, and better reliability than a poorly controlled plate-cut product in severe service. ASTM B564 nickel alloy forgings are commonly requested because they provide a procurement route for chemistry, tensile properties, heat treatment, grain size, and ultrasonic examination. In this context, blind flange nickel alloy for high pressure systems should never be purchased under a vague “nickel alloy” description. Purchase orders should specify UNS number, heat treatment condition, standard revision, pressure class, facing finish, MTC EN 10204 3.1 or 3.2, PMI, and NDE scope.
| Engineering factor | What to specify | Why it matters in high-pressure service |
|---|---|---|
| Alloy grade | UNS N06625, N08825, N10276, N04400, or project-approved grade | Prevents wrong-alloy substitution and corrosion mismatch |
| Pressure class | ASME Class 600, 900, 1500, 2500 or PN equivalent | Aligns flange geometry with pressure-temperature rating |
| Facing | RF, RTJ, FF only where permitted | Controls gasket seating stress and leakage behavior |
| Heat treatment | Annealed or solution annealed as required | Influences grain size, ductility, creep resistance, and corrosion response |
| Surface finish | Ra range matched to gasket type | Too smooth or too rough can reduce gasket sealing efficiency |
| Bolting | ASTM/ASME bolting compatible with temperature and corrosion | Prevents preload loss, galling, and galvanic issues |
| Inspection | PMI, UT, dimensional inspection, hardness, visual, MTC review | Reduces risk of mixed heats, laminations, or nonconforming machining |
Common Failure Modes in High-Pressure Nickel Alloy Blind Flanges
Even a well-made blind flange nickel alloy for high pressure systems can fail if the joint design is treated casually. The first weak point is gasket selection. Spiral wound gaskets, kammprofile gaskets, and RTJ metal rings impose different surface finish and seating requirements. If the blind flange face is machined outside the gasket supplier’s recommended Ra range, leakage may start during hydrotest or after the first thermal cycle.
The second issue is bolt preload. Nickel alloy flanges are often paired with high-strength alloy bolting, but high temperature can relax bolt stress. In chloride service, galling and thread seizure may also distort final torque readings. Torque alone is not a guarantee. For severe pressure boundaries, controlled tensioning, calibrated lubricant, cross-pattern tightening, and post-hydrotest recheck are practical engineering controls. For maintenance teams, blind flange nickel alloy for high pressure systems requires the same discipline as a pressure vessel manway, not the casual handling of a low-pressure cover.
The third issue is localized corrosion. A blind flange nickel alloy for high pressure systems may look perfect externally while the gasket contact zone is developing crevice attack. This is especially relevant in stagnant chlorides, evaporative salt deposits, wet-dry cycles, and oxygenated cleaning fluids. For sour service, cracking resistance must be assessed against the actual H₂S partial pressure, pH, chloride content, temperature, and hardness condition—not by alloy name alone.
Procurement Advice for Engineers and Buyers
When procurement is driven only by price, nickel alloy blind flanges become a risk item. Two products may both be called “Alloy 625 blind flange,” but one may be forged, solution annealed, PMI-tested, ultrasonically examined, and supplied with traceable heat records; the other may have weak documentation and uncertain machining control. In a refinery, offshore module, subsea manifold, hydrogenation unit, acid line, or high-pressure chemical injection skid, that difference is not cosmetic.
For 28Nickel customers, the practical approach is to send the process data sheet, piping class, design pressure, design temperature, medium composition, gasket type, bolting requirement, flange facing, and inspection level before purchase. With those details, blind flange nickel alloy for high pressure systems can be checked against material compatibility, standard compliance, machining tolerances, and realistic delivery options. A final blind flange nickel alloy for high pressure systems review should also confirm whether the application needs sour-service compliance, low-temperature impact testing, special marking, or third-party inspection. That is where technical support reduces rework.

Conclusion
A blind flange nickel alloy for high pressure systems is not chosen simply because nickel alloys are “better.” It is chosen when pressure, temperature, corrosive chemistry, sour-service risk, and sealing reliability converge. The safest specification combines the right UNS alloy, recognized flange standard, controlled forging route, correct facing, compatible gasket and bolting, and verifiable inspection records. If your project involves chlorides, H₂S, acids, high temperature, or repeated pressure cycling, involve a materials engineer before the RFQ is frozen. A short technical review can prevent a long shutdown.
Related Q&A
Q1: Which nickel alloy is best for a high-pressure blind flange?
There is no single best alloy. Alloy 625 is widely used for chloride and high-temperature strength balance; C276 is stronger in many mixed-acid and chloride environments; 825 fits certain acid services. Selection should be based on fluid chemistry, temperature, pressure class, and sour-service limits.
Q2: Should I choose RF or RTJ facing for a nickel alloy blind flange?
RF is common for many process lines, but RTJ is often preferred for very high pressure, pressure cycling, or low-leakage requirements. The final decision should match flange class, gasket type, piping specification, and maintenance practice.
Q3: What documents should be requested with a blind flange nickel alloy for high pressure systems?
Request MTC EN 10204 3.1 or 3.2, heat number traceability, chemical composition, mechanical properties, heat treatment record, PMI report, dimensional report, UT or other NDE records, hardness where applicable, and standard/facing confirmation.