Wenn Ingenieure nach einem Inconel 601 Checkliste für die Qualität der Farbeindringprüfung, In der Regel suchen sie nicht nach einer allgemeinen PT-Zusammenfassung. Sie versuchen, einen sehr praktischen Fehler zu vermeiden: ein Teil aus einer Nickellegierung besteht die Werksinspektion, dann zeigt sich ein Riss in der Schweißnaht, ein Anzeichen für fehlendes Schmelzen oder eine Porosität an der Oberfläche, die später während der Herstellung, dem Aufheizen oder der Kundenprüfung auftritt. Die INCONEL-Legierung 601 ist eine Nickel-Chrom-Eisen-Legierung, die unter der Bezeichnung UNS N06601 / W.Nr. 2.4851 spezifiziert ist und häufig für hitze- und oxidationsbeständige Anwendungen gewählt wird; die Eindringprüfung soll jedoch eher oberflächenoffene Diskontinuitäten auf nicht porösen Materialien als unterirdische Fehler aufdecken.
Diese Kombination ist genau der Grund, warum ein Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 601 muss materialgerecht sein. Auf dem Papier mag der maßgebliche Weg einfach aussehen: Befolgen Sie ASTM E1417/E1417M, ISO 3452-1 oder den NDE-Rahmen, auf den in ASME Section V verwiesen wird, und akzeptieren oder verwerfen Sie dann die Zeichnung, die Kundenspezifikation oder den Codeabschnitt. In der Realität können Oberflächen aus Nickellegierungen trügerisch schwierig sein. Oxidverfärbungen, eingebettete Schlieren vom Schleifen, Rückstände von Reinigungsmitteln, unvollständige Trocknung und eine unklare Auslegung der Abnahmekriterien trennen in der Regel einen sauberen Prüfpfad von teurer Nacharbeit. Die ASTM E1417 legt die grundlegenden Parameter fest und erfordert ein detailliertes schriftliches Verfahren; die ISO 3452-1 deckt ebenfalls die Anforderungen an die Methode und den Prozess/Kontrolle ab, ist aber selbst kein Dokument mit Abnahmekriterien.
Warum diese Checkliste zur Qualität der Farbeindringprüfung von Inconel 601 wichtig ist
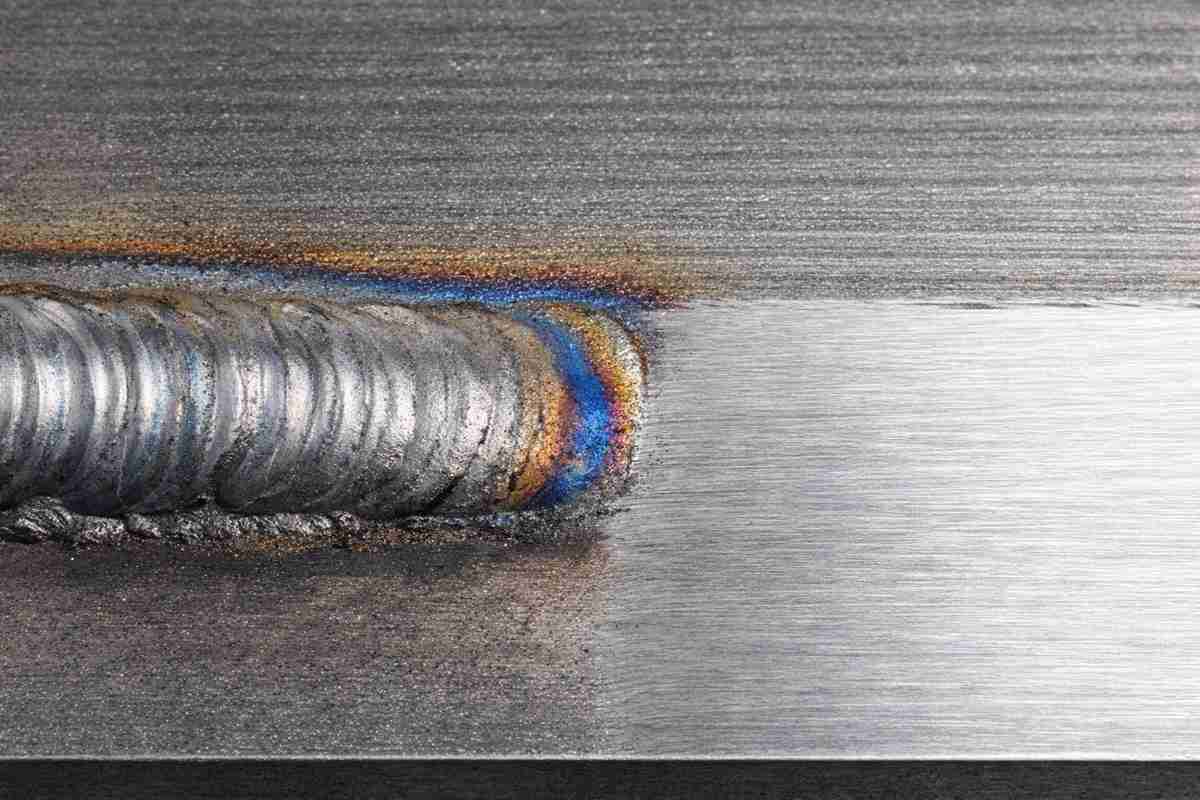
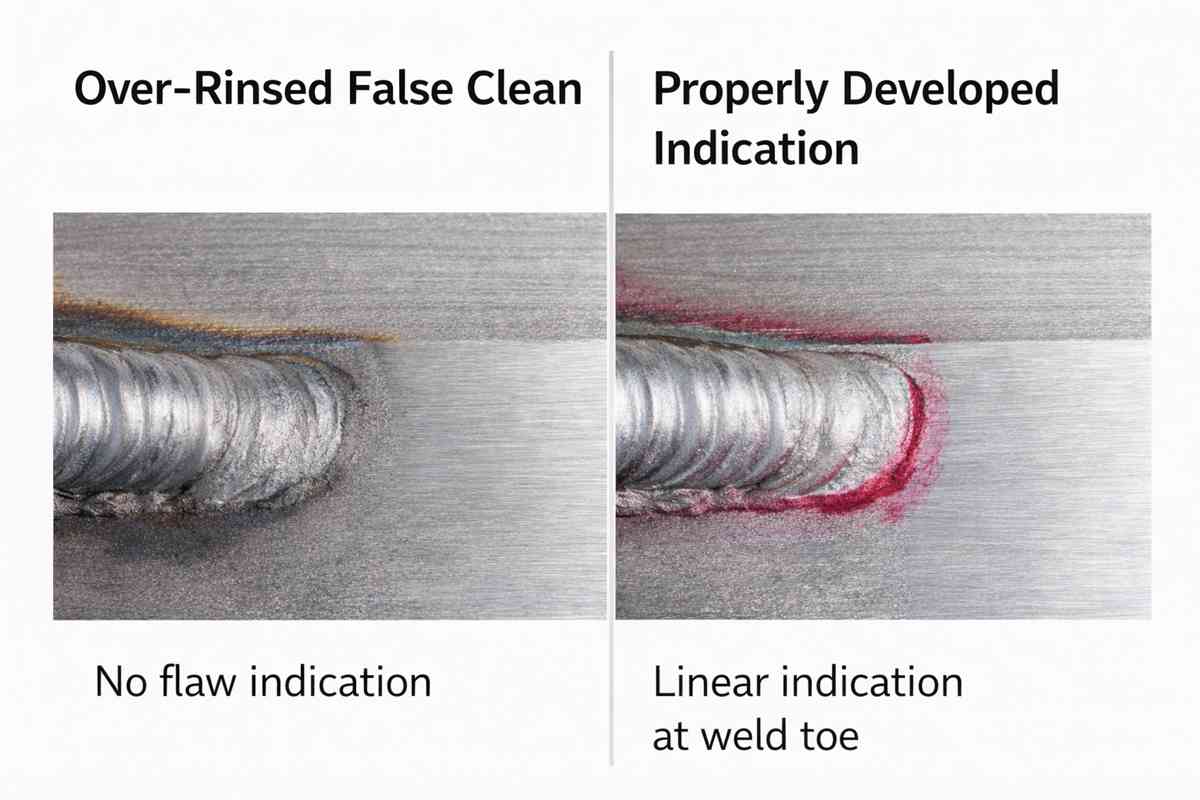
Bei Inconel 601 besteht das Prüfrisiko oft nicht in der “falschen Methode”, sondern in der “richtigen Methode, die auf den falschen Oberflächenzustand angewendet wird”. Da die Legierung 601 aufgrund ihrer Hochtemperaturoxidationsbeständigkeit ausgewählt wurde und leicht geschweißt werden kann, weisen die geprüften Teile häufig Schweißnahtverfärbungen, Betriebsoxid oder aggressive lokale Mischungsspuren auf. PT funktioniert nur auf sauberen, trockenen, nicht porösen Oberflächen, wo das Eindringmittel in eine oberflächenbrechende Diskontinuität eindringen kann und der Entwickler es als lesbare Anzeige wieder herausziehen kann. Wasser, das in einer dichten Anzeige verbleibt, kann das Eindringen des Penetriermittels blockieren, und übermäßiges Spülen kann die relevante Reaktion des Penetriermittels auswaschen.
Ein zweiter Grund für die Verwendung eines Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 601 ist die Terminologie. In vielen Betrieben wird der Begriff “Farbeindringmittel” ganz allgemein für alle PT-Arbeiten verwendet, obwohl das eigentliche qualifizierte Verfahren ein sichtbares Farbkontrast- oder Fluoreszenzeindringmittel unter UV-A bei 365 nm sein kann. Diese Unterscheidung ist wichtig, weil das schriftliche Verfahren, die Beleuchtungsbedingungen, die Systemempfindlichkeit, die Nachreinigungsroute und die Kundenabnahmeunterlagen übereinstimmen müssen. Wenn der Vertrag eine ASTM- oder ISO-Prozesskontrolle vorschreibt, Ihr Team aber aus Gewohnheit und nicht auf der Grundlage der referenzierten Abnahmenorm entscheidet, ob der Prozess zulässig ist oder nicht, sind Sie bereits gefährdet.
Qualitäts-Checkliste zur Freigabe der Farbeindringprüfung von Inconel 601 für die Werkstatt
Vor der Tabelle sollte ein Grundsatz klargestellt werden: Diese Checkliste ist kein Ersatz für das genehmigte Verfahren. Sie ist ein Kontrollinstrument, mit dem Ingenieure und QS-Teams überprüfen können, ob das zugelassene PT-Verfahren korrekt auf das Grundmetall Inconel 601, die Schweißteile und die reparierten Bereiche angewendet wird. Die ASTM E1417 weist ausdrücklich darauf hin, dass das Standardverfahren durch ein detailliertes Verfahren ergänzt werden muss, und die ISO 3452-1 weist ausdrücklich darauf hin, dass es sich nicht um eine Akzeptanznorm handelt.
| Kontrollpunkt der Inspektion | Warum es auf Inconel 601 ankommt | Was der Inspektor überprüfen sollte | Typische rote Flagge |
|---|---|---|---|
| Identifizierung des Materials | Lose aus gemischten Legierungen sind in Werkstätten für Nickellegierungen keine Seltenheit | Schmelznummer, MTC, Legierungsangabe, Schweißplan und Teileverfolgbarkeit stimmen mit dem Reisenden überein | PT-Bericht sagt “Nickellegierung”, aber nicht 601 / UNS N06601 |
| Oberflächenzustand vor PT | Oxidverfärbungen, Zunder, verschmiertes Metall und Schleifrückstände können enge Oberflächenanzeigen verdecken. | Der Inspektionsbereich ist metallisch sauber, trocken und frei von Farbe, Öl, Zunder und abgeschälten Oberflächen | Regenbogenfarbton an der Schweißnaht oder im Reparaturbereich noch vorhanden |
| Vorreinigungsmethode | Ein falscher Reinigungsweg kann Rückstände oder Feuchtigkeit in Defekten hinterlassen | Der Reinigertyp ist für das Verfahren zugelassen; die Spülung ist abgeschlossen; die Trocknung ist vor dem Auftragen des Eindringmittels abgeschlossen. | Schnelles Abwischen mit Lösungsmittel, dann Auftragen des Eindringmittels auf die noch kalte, feuchte Oberfläche |
| Zugänglichkeit des Schweißprofils | Hohe Kronen und scharfe Unterschneidungszonen beeinträchtigen die zuverlässige Sicht | Schweißnähte, Stopp-Start-Bereiche, Zonen zum Entfernen von Anbauteilen und lokale Reparaturen sind vollständig zugänglich | Nur die Mittellinie der Schweißnaht wird geprüft; die Zehen werden nicht richtig betrachtet |
| Verwendetes Eindringmittelsystem | “Der Begriff ”Farbeindringmittel" entspricht nicht unbedingt dem qualifizierten Verfahren | Produktfamilie, Empfindlichkeitsstufe, Chargenstatus und Verfallsdatum entsprechen dem schriftlichen Verfahren | Falsche Eindringlingsfamilie oder abgelaufene Materialien verwendet |
| Kontrolle der Verunreinigungen | Nickelbasislegierungen erfordern eine strengere Disziplin in Bezug auf PT-Verbrauchsmaterialien bei vielen codegesteuerten Aufträgen | Chargenzertifikate für relevante PT-Materialien liegen in den Akten, wenn dies gemäß Code/Kundenspezifikation erforderlich ist. | Keine Schwefel-/Halogen-bezogene Zertifizierung für einen Codeauftrag verfügbar |
| Verweilzeit und Entwicklungskontrolle | Enge Risse verzeihen kein übereiltes Timing | Verweilen des Eindringmittels, Entfernen des Überschusses, Trocknen, Auftragen des Entwicklers und Entwicklungszeit entsprechen dem genehmigten Verfahren | Der Bediener verwendet die “Werksnormzeit” aus dem Gedächtnis |
| Entfernung von überschüssigem Eindringmittel | Übermäßiges Entfernen kann schwache relevante Hinweise auslöschen | Die Entfernungsmethode entspricht dem Prozess und wird kontrolliert, insbesondere in der Nähe von Schweißnähten und Ausblendungen. | Hochdruckspülung oder übermäßiges Abwischen mit Lösungsmitteln |
| Beleuchtung und Sichtverhältnisse | Indikatoren sind nur so zuverlässig wie die Umgebung, in der sie betrachtet werden | Weißlicht- oder UV-A-Bedingungen entsprechen der qualifizierten Methode und werden vor der Auswertung überprüft | UV-Lampe ohne aktuelle Überprüfung oder verschmutzter Filter verwendet |
| Interpretation der Indikation | PT findet mit der Oberfläche verbundene Diskontinuitäten, nicht die Ursache oder die Tiefe an sich | Relevante vs. nicht relevante Indikationen werden nach den geltenden Akzeptanzkriterien klassifiziert | Gerundete und lineare Angaben werden uneinheitlich protokolliert |
| Aufzeichnung und Rückverfolgbarkeit | Kundenstreitigkeiten sind in der Regel Dokumentenstreitigkeiten | Der Bericht identifiziert Teil, Zone, Methode, Materialien, Prüfer, Datum und Abnahmegrundlage. | Dem Bericht fehlen genaue Standortskizzen oder Fotoreferenzen |
| Disposition von Verdachtsflächen | Bei der Herstellung von Nickellegierungen ist “mischen und vergessen” keine Qualitätskontrolle | Reparatur, Nachprüfung und Endabnahme sind an den Reparaturweg und die Spezifikation gebunden. | Durch Schleifen entfernte Indikation ohne Re-PT-Aufzeichnung |
Die Kontrollpunkte, die die meisten Teams auslassen
Der am häufigsten übersprungene Punkt in einer Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 601 ist nicht die Verweilzeit. Es geht um Kontaminationskontrolle und Kompatibilitätsdisziplin. In der ASME-geregelten Praxis der Eindringprüfung werden die Anwender angewiesen, eine Zertifizierung des Kontaminationsgehalts für Eindringmittel zu erhalten, die bei Nickelbasislegierungen, austenitischen oder Duplex-Edelstählen und Titan verwendet werden. Selbst wenn der Auftrag außerhalb des Druckcodes liegt, erwarten erfahrene Einkäufer und QS-Ingenieure, dass der PT-Materialsatz mit der Legierung kompatibel und auf die Charge rückführbar ist. Dies ist ein starkes Signal für die Prozessreife.
Der zweite übersehene Punkt ist die Qualität der Vorreinigung. In den Geschäften wird oft unterschätzt, wie leicht Restfeuchte oder Reinigungsmittelrückstände feine Anzeigen unterdrücken können. Gründliches Trocknen ist keine Hausarbeit, sondern Empfindlichkeitskontrolle. Wenn das Teil mit Wasser abgespült, alkalisch gereinigt oder kürzlich gestrahlt und erneut gereinigt wurde, sollte der Prüfer nachweisen können, dass die Oberfläche vor dem Auftragen des Eindringmittels tatsächlich trocken war. Bei Inconel 601-Schweißnähten ist dies vor allem an den Schweißnähten, bei Kraterreparaturen und in den Bereichen, in denen die Anhaftungen entfernt werden, wichtig, da dort die Risse an der Oberfläche eng und flach sein können.
Der dritte übersprungene Punkt ist die Annahmegrundlage. Viele abgelehnte oder nicht zugelassene Produkte stammen von Teams, die die Schweißnahtprüfung korrekt anwenden, aber die Angaben anhand des falschen Dokuments interpretieren. ASTM E1417 und ISO 3452-1 geben vor, wie der Prozess abzulaufen hat; sie allein entscheiden nicht darüber, ob eine lineare Anzeige an einer Schweißnahtspitze für Ihr Teil akzeptabel ist. Diese Entscheidung muss in der entsprechenden Zeichnungsnotiz, der Kundennorm, dem Codeabschnitt oder der Produktspezifikation getroffen werden. Für Beschaffungsteams ist dies der Punkt, an dem ein Lieferant entweder diszipliniert oder riskant erscheint.
Abschließende technische Anmerkung
Eine gute Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 601 macht PT nicht langsamer. Es macht PT vertretbar. Das ist wichtig bei der Freigabe von Ofenbeschlägen, Strahlrohrbaugruppen, Retorten, Schalen, geschweißten Kanalteilen oder anderen Inconel 601-Produkten, die später thermischen Wechselbeanspruchungen und Oxidationsprozessen ausgesetzt sind. Für 28Nickel ist der praktische Wert einfach: Wenn ein Kunde nach einer Nickellegierung und technischer Unterstützung fragt, sollte das Gespräch über “wir können das Material liefern” hinausgehen zu “wir verstehen die Inspektionsrisiken, die darüber entscheiden, ob Ihr gefertigtes Teil tatsächlich ausgeliefert wird”. Wenn Ihr Team eine werkstoffspezifische Überprüfung der Prüfanforderungen für Inconel 601-Platten, -Rohre, -Stangen oder -Schweißteile benötigt, ist das genau die Art von Diskussion, die sich lohnt, bevor der erste NCR erscheint.
Verwandte Fragen und Antworten
1) Ist die Farbeindringprüfung für die Schweißnahtqualität von Inconel 601 ausreichend?
Nicht von selbst. Die PT ist dazu gedacht, oberflächenoffene Unregelmäßigkeiten an nicht porösen Werkstoffen zu finden; sie bestimmt nicht die Größe von unter der Oberfläche liegenden Fehlern oder ersetzt volumetrische Methoden, wo diese erforderlich sind. Bei kritischen Schweißnähten ist die PT in der Regel eine Ebene des Prüfplans, die zusammen mit den geltenden Schweiß-, Maß- und manchmal auch Röntgen- oder Ultraschallanforderungen der maßgeblichen Spezifikation verwendet wird.
2) Was ist der größte PT-Fehler bei Inconel 601?
Der größte Fehler in der Praxis besteht darin, dass Inconel 601 wie gewöhnliche rostfreie Werkstoffe behandelt wird, ohne der Oxidfärbung, dem trockenen Oberflächenzustand und der Kontrolle der Schweißzusatzwerkstoffe besondere Aufmerksamkeit zu schenken. Die Legierung 601 ist wegen ihrer Oxidationsbeständigkeit weit verbreitet, so dass der Oberflächenzustand nach dem Schweißen oder der Betriebseinwirkung direkt gegen eine zuverlässige PT arbeiten kann, wenn Reinigung und Trocknung unzureichend sind.
3) Enthalten ASTM E1417 oder ISO 3452-1 die Akzeptanzkriterien?
Nein. Die ASTM E1417 legt die grundlegenden Parameter für die Methode fest und erfordert ein detailliertes Verfahren, während die ISO 3452-1 die Prüfmethode und die Prozess-/Kontrollanforderungen abdeckt, aber nicht für die Festlegung von Abnahmekriterien vorgesehen ist. Die Akzeptanz muss sich aus der referenzierten Zeichnung, der Kundennorm oder dem Code/Spezifikation ergeben.


