Wie man wählt Hastelloy C-276 für Sauergasanwendungen ist keine Katalogfrage. Es ist eine Frage der Korrosion und Rissbildung, die beantwortet werden muss, bevor die erste Spule hergestellt oder der erste Rohrstrang verlegt wird. Bei realen Projekten verlieren Ingenieure selten Geld, weil eine Legierung auf dem Papier schwach aussieht. Sie verlieren Geld, weil sich der Einsatz als feuchter, heißer, chloridreicher oder unbeständiger erweist als im Datenblatt angenommen. Die Legierung C-276, die üblicherweise als Hastelloy C-276 spezifiziert und als UNS N10276 bezeichnet wird, ist attraktiv, weil ihre Ni-Cr-Mo-W-Chemie eine starke Beständigkeit gegen lokale Korrosion, chloridunterstützten Angriff und Rissbildung in saurer Umgebung kombiniert, während ihr sehr niedriger Kohlenstoff- und Siliziumgehalt dazu beiträgt, die Korrosionsbeständigkeit in der Schweißzone zu erhalten.
Die erste Disziplin besteht darin, “Sauergas” nicht mehr als eine einzige Umgebung zu behandeln. Die ISO 15156 weist ausdrücklich darauf hin, dass H2S-haltige Umgebungen Metalle durch verschiedene Rissmechanismen schädigen können, darunter Sulfid-Spannungsrissbildung, Spannungsrisskorrosion, wasserstoffinduzierte Rissbildung und damit verbundene Wasserstoffschäden. Das SLB-Glossar weist auf einen Punkt hin, den viele Spezifikationen übersehen: saure Korrosion ist an Schwefelwasserstoff gebunden, der mit Wasser verbunden oder in Wasser gelöst ist. Aus diesem Grund sollten ein trockener und ein feuchter saurer Strom nie auf die gleiche Weise gesiebt werden.
Warum Sauergasbetrieb die Standardlegierungen überfordert
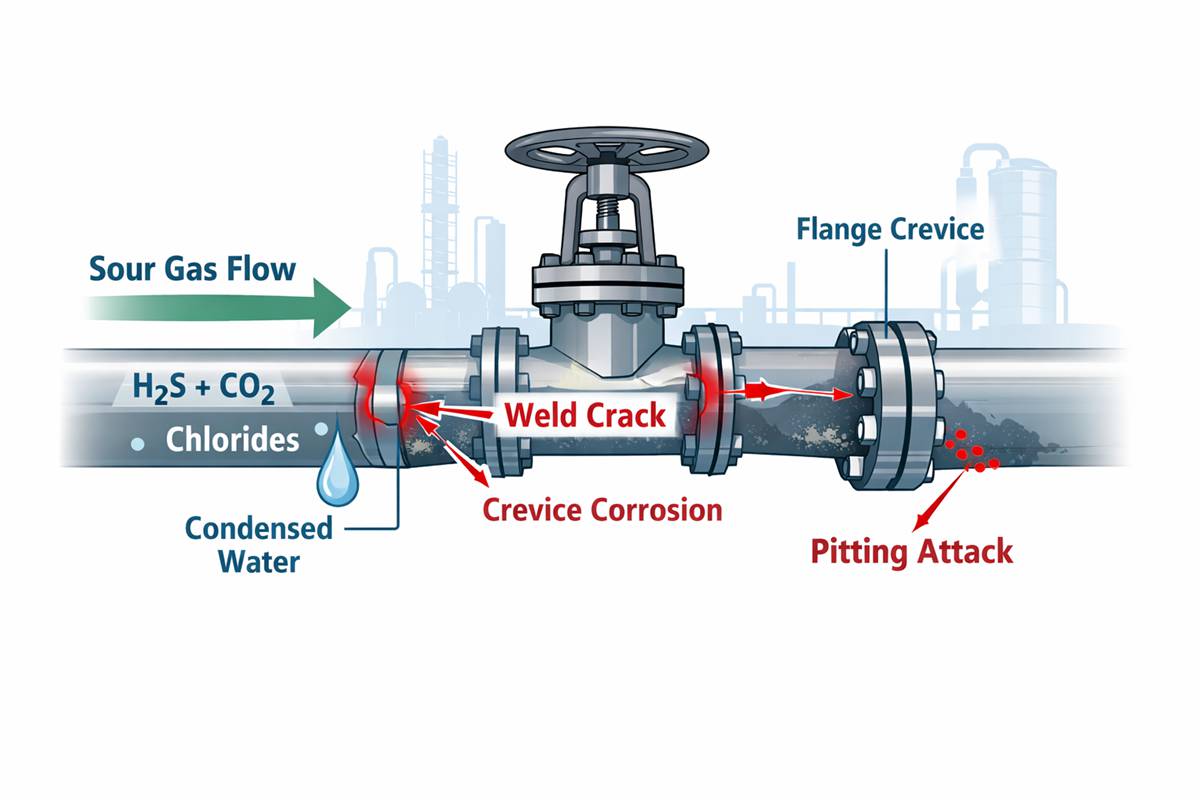
Der Einsatz von Sauergas wird schwierig, wenn sich mehrere Mechanismen überschneiden. H2S erhöht das Risiko der Rissbildung. CO2 senkt den pH-Wert, sobald eine wässrige Phase auftritt. Chloride treiben das System in Richtung Lochfraß und Spaltkorrosion, insbesondere an abgedichteten Verbindungen, Ablagerungen, toten Beinen und Schutzgasschweißnähten. Temperatur- und Druckschwankungen können genau dort zu Kondensation führen, wo bei der Konstruktionsprüfung von einem trockenen Betrieb ausgegangen wurde. Das ist der Grund, warum Ingenieure, die nur gegen die nominale Gaszusammensetzung spezifizieren, die Metallurgie oft unterdimensionieren. Die ISO 15156 wurde für die Werkstoffauswahl in H2S-haltigen Öl- und Gasproduktions- und Erdgasveredelungsanlagen verfasst, gerade weil die Folge eines Fehlers nicht nur Metallverlust, sondern auch Sprödbruch oder umweltbedingte Risse sind.
Die Legierung C-276 verdient Aufmerksamkeit, weil ihre Chemie für diese gemischten Umgebungen ungewöhnlich ausgewogen ist. Haynes listet die nominale Zusammensetzung mit einem ungefähren Ni-Gleichgewicht, 16% Cr, 16% Mo, 4% W auf, wobei der Kohlenstoffgehalt bei maximal 0,01% gehalten wird. Special Metals hebt ebenfalls hervor, dass der hohe Molybdängehalt die Beständigkeit gegen lokale Korrosion verbessert und dass der niedrige Kohlenstoffgehalt die Karbidausscheidung während des Schweißens reduziert, wodurch die Wärmeeinflusszone ihre Korrosionsbeständigkeit behält. Haynes gibt außerdem an, dass C-276 sehr widerstandsfähig gegen sulfidische Spannungsrisse und Spannungsrisskorrosion in sauren Ölfeldumgebungen ist.
Auswahl von Hastelloy C-276 für den Einsatz in Sauergas: Beginnen Sie mit der Wasserphase
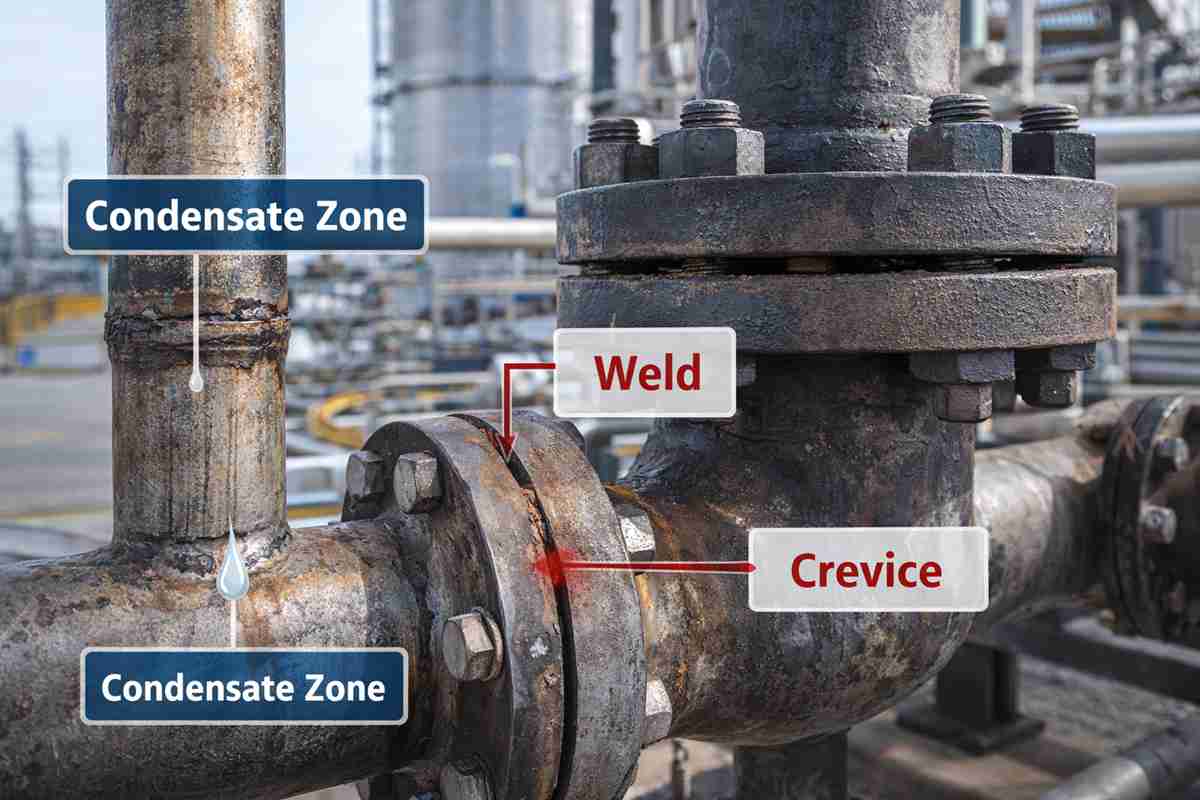
Meine erste Prüfungsfrage ist einfach: wird das Metall tatsächlich einer feucht-sauren Umgebung ausgesetzt? Wenn die Antwort nein lautet und der Strom während des Anfahrens, der Störung, des Herunterfahrens und der kalten Stellen zuverlässig trocken ist, ist C-276 möglicherweise unnötig. Wenn die Antwort ja lautet - oder noch schlimmer, “normalerweise trocken, aber es kann sich Kondensat bilden” - ändert sich die Entscheidung schnell. Im nass-sauren Betrieb geht es nicht mehr nur um den Schutz vor allgemeiner Korrosion. Es geht um den Schutz vor Rissbildung, lokalem Chloridangriff und der Haltbarkeit der Schweißnahtbereiche.
Die zweite Frage ist, ob es sich bei den Chloriden nur um eine Hintergrundverunreinigung oder um eine echte Designvariable handelt. Hier hebt sich C-276 oft von anderen Legierungen ab. In Haynes-Tests unter angesäuertem 6 Gew.% Eisenchlorid nach ASTM G48 zeigte C-276 eine kritische Lochfraßtemperatur von 150°C und eine kritische Spalttemperatur von 55°C, gegenüber 100°C und 40°C für die Legierung 625 und weitaus niedrigeren Werten für 254SMO und 316L. Das bedeutet natürlich nicht, dass Eisenchlorid gleich saures Gas ist. Aber es ist ein sehr nützlicher Indikator dafür, wie viel Spielraum die Legierung bietet, wenn chloridhaltiges Kondensat und Spaltgeometrien Teil des tatsächlichen Einsatzes sind.
Die dritte Frage ist, ob Schweißkonstruktionen unumgänglich sind. In der B2B-Realität ist dies in der Regel der Fall. Die lange industrielle Erfolgsbilanz von C-276 beruht zum Teil auf der Tatsache, dass es eine der ersten Ni-Cr-Mo-Knetlegierungen war, die aufgrund ihres extrem niedrigen Kohlenstoff- und Siliziumgehalts weniger Probleme beim Schweißen bereitete. Haynes empfiehlt, eine übermäßige Wärmezufuhr zu vermeiden, Stringer-Perlen anstelle von Breitschlitztechniken zu verwenden und 100% Argon-Gegengas für die Wurzellage beim WIG- oder MSG-Schweißen einzusetzen. Für kaltverformte Teile weist Haynes außerdem darauf hin, dass ein erneutes Glühen nach einer Dehnung der Außenfasern von mehr als 7% wichtig ist, wenn ein optimales Korrosionsverhalten gewünscht wird. Mit anderen Worten: C-276 ist für Nickellegierungsverhältnisse verzeihend, aber es ist nicht tolerant gegenüber schlampiger Verarbeitung.
| Auswahlfaktor | Warum es beim Sauergas-Service wichtig ist | Wenn es dich zur C-276 drängt | Praktische technische Hinweise |
|---|---|---|---|
| Nasse H2S-Exposition | Sauerkorrosion und H2S-bedingte Schäden sind an eine wässrige Phase gebunden | Kondenswasser, Wasserverschleppung oder intermittierende Benetzung wird erwartet | Überprüfen Sie den Start, das Herunterfahren und die Kondensation an kalten Stellen - nicht nur den Normalbetrieb. |
| CO2 + Kondensat mit niedrigem pH-Wert | Saures Wasser erhöht den Grad der Korrosion | CO2 ist mit H2S und freiem Wasser vorhanden | Modellieren Sie pH-Wert und Kondensationschemie, nicht nur die Gaszusammensetzung |
| Chloride | treibt Lochfraß und Spaltkorrosion in stagnierenden oder abgeschirmten Bereichen an | Produziertes Wasser, Verunreinigungen durch Sole oder chloridreiches Kondensat sind glaubwürdig | Fokus auf Flansche, Dichtungsoberflächen, Gewinde, Ablagerungen und tote Beine |
| Geschweißte Fertigung | HAZ-Verhalten entscheidet oft über die Lebensdauer im Feld | Spulen, Düsen, Überlagerungen, Rohr-Boden-Verbindungen oder Reparaturschweißungen sind unvermeidbar | Kontrolle der Wärmezufuhr, der Sauberkeit, der Auswahl des Füllmaterials und des Schutzgases |
| Hohe Ausfallwahrscheinlichkeit | Die Kosten der Premium-Legierung können durch die Zuverlässigkeit gerechtfertigt werden | Das Leckagerisiko, die Abschaltkosten, die HSE-Belastung oder die unzugänglichen Geräte sind hoch. | Bewertung der Lebenszykluskosten, nicht nur des anfänglichen Materialpreises |
| Nur trockenes Sauergas | Keine wässrige Phase bedeutet, dass das Korrosionsrisiko viel geringer sein kann | Service bleibt in allen Betriebszuständen trocken | C-276 nicht überspezifizieren, ohne reale Benetzungsszenarien zu prüfen |
Diese Checkliste wurde aus dem Rahmenwerk für Rissbildung der ISO 15156, der Nass-H2S-Definition der SLB und den Daten der Lieferanten über das Chlorid-, Schweiß- und Sour-Service-Verhalten von C-276 abgeleitet.
Wenn Hastelloy C-276 die richtige Legierung für Sauergas ist
In der Praxis empfehle ich Hastelloy C-276 für den Einsatz in Sauergas, wenn die Umgebung nicht nur sauer ist, sondern nass-sauer plus chloridhaltig plus geometrisch geklüftet oder schweißnahtbehaftet. Diese Kombination ist der Punkt, an dem gewöhnliche nichtrostende Stähle schnell versagen und an dem sich eine korrosionsbeständigere Nickellegierung bezahlt macht. Special Metals geht sogar so weit, die Legierung C-276 als einen der besten Werkstoffe für die Rückgewinnung und Handhabung von saurem Erdgas zu bezeichnen, das H2S, in der Regel CO2, und Chloride enthält. Ihre veröffentlichten Ölfelddaten zeigen auch keine sulfidischen Spannungsrisse in C-Ring-Tests, die bei Raumtemperatur, bei 100% Streckgrenze, in 5% NaCl plus 0,5% Essigsäure, gesättigt mit H2S, durchgeführt wurden. Die gleiche Veröffentlichung stellt fest, dass die Legierung in NACE MR0175 für Öl- und Gasanwendungen aufgeführt ist.
Gute Ingenieure spezifizieren jedoch nicht reflexartig C-276. Wenn der Hauptfaktor eher die Festigkeit als die Korrosionsspanne ist, oder wenn der Chloridgehalt nur gering ist, können andere Nickellegierungen oder nichtrostende Hochleistungswerkstoffe können nach entsprechender Qualifizierung wirtschaftlicher sein. Außerdem ersetzt die ISO 15156 nicht die Konstruktionsvorschriften, und sie ist nicht automatisch auf jede nachgeschaltete Umgebung anwendbar. Für eine vernünftige Auswahl müssen immer noch Temperatur, Partialdruck, Wasserchemie, Geschwindigkeit, Spaltgeometrie, Schweißweg und Produktform gemeinsam geprüft werden.
Schlussfolgerung
Wie wählt man also Hastelloy C-276 für Sauergasanwendungen aus? Beginnen Sie mit der Frage, ob die Anwendung wirklich nasssauer, ob Chloride und Risse Teil der tatsächlichen Exposition sind und ob geschweißte Zonen die Lebensdauer der Anlage beeinflussen werden. Wenn die Antwort auf diese Fragen "ja" lautet, ist C-276 oft keine teure Nachrüstung, sondern ein risikominderndes Material mit einer sehr vertretbaren technischen Grundlage. Wenn Sie Rohre, geschweißte Rohrleitungen, Ventilverkleidungen oder Tauscherkomponenten für nasses Sauergas prüfen, ist der klügste nächste Schritt nicht, nach einer allgemeinen Legierungsliste zu fragen. Vielmehr sollten Sie um eine zustandsspezifische Metallurgieprüfung bitten, die sich auf die Wasserphase, den Chloridgehalt, die Schweißnahtdetails und den Herstellungsweg bezieht.
Verwandte Fragen und Antworten
1. Ist Hastelloy C-276 immer für Sauergasanwendungen erforderlich?
Nein. Wenn die Anlage wirklich trocken ist und während des Anfahrens, Abschaltens und der Störung trocken bleibt, kann C-276 zu hoch sein. Die Entscheidung wird wesentlich strenger, wenn H2S mit freiem Wasser oder Kondensat, Chloriden, Spalten und Schweißkonstruktionen kombiniert wird.
2. Warum wird C-276 bei nassem Sauergas oft gegenüber nichtrostendem Stahl bevorzugt?
Denn nasses Sauergas ist selten nur ein “allgemeines Korrosionsproblem”. H2S-bedingte Rissbildung, Chlorid-Lochfraß, Spaltkorrosion und Schweißnahtbeständigkeit sind allesamt von Bedeutung. Die Haynes-Daten zeigen, dass C-276 bei Tests mit aggressiven Chloriden weit höhere Schwellenwerte für Lochfraß und Spaltkorrosion aufweist als 316L und 254SMO.
3. Welcher Herstellungspunkt wird bei der Spezifikation von C-276 am häufigsten übersehen?
Die Wahl der Legierung ist nur die Hälfte der Arbeit. Übermäßige Wärmeeinbringung, schlechte Abschirmung, Verunreinigungen und nicht überprüfte Kaltarbeit können den Korrosionsschutz, den Sie erworben zu haben glauben, zunichte machen. Haynes empfiehlt ausdrücklich eine saubere Nahtvorbereitung, Argon als Schutzgas für die Wurzellagen beim WIG- und MSG-Schweißen und die Vermeidung einer übermäßigen Wärmeeinbringung.


