選び方 ハステロイ C-276 サワー・ガス用チューブの選定は、カタログ上の問題で はない。最初のスプールを製造する前、あるいは最初のチュー ブを通す前に、腐食と割れの問題に答えなければならない。実際のプロジェクトでは、合金が書類上弱く見えたからといって、エンジニアが損失を被ることはほとんどない。実際のプロジェクトでエンジニアが損をするのは、データシートのレビューで想定されていたよりも、使用環境が湿潤で、高温で、塩化物が多く、変動が激しいことが判明したためである。一般にハステロイC-276として指定され、UNS N10276に指定されている合金C-276は、そのNi-Cr-Mo-Wの化学的性質が、局部腐食、塩化物アシスト攻撃、酸環境割れに対する強力な耐性を兼ね備えている一方で、炭素とケイ素の含有量が非常に低いため、溶接部の耐食性を維持するのに役立つという点で魅力的です。.
最初の規律は、“サワーガス ”を単一の環境として扱うことを止めることである。ISO15156は、H2Sを含む環境は、硫化物応力割れ、応力腐食割れ、水素誘起割れ、および関連する水素損傷を含む複数の割れメカニズムによって金属を損傷する可能性があることを明示している。SLBの用語集は、多くの仕様が見逃している点を指摘している。サワー腐食は、水と関連した硫化水素、または水に溶解した硫化水素と関連している。これが、ドライ・サワー・ストリームとウェット・サワー・ストリームを決して同じ方法でスクリーニングすべきではない理由である。.
サワーガスサービスが標準合金を打ち負かす理由
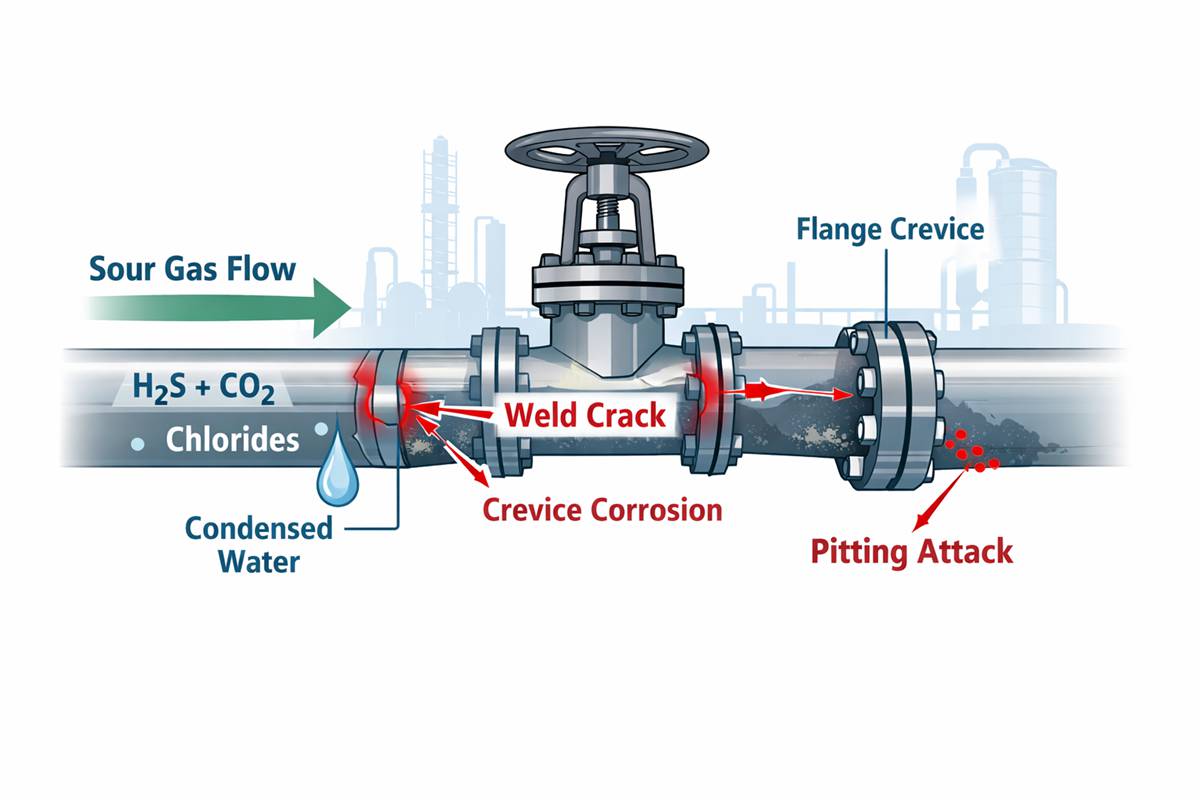
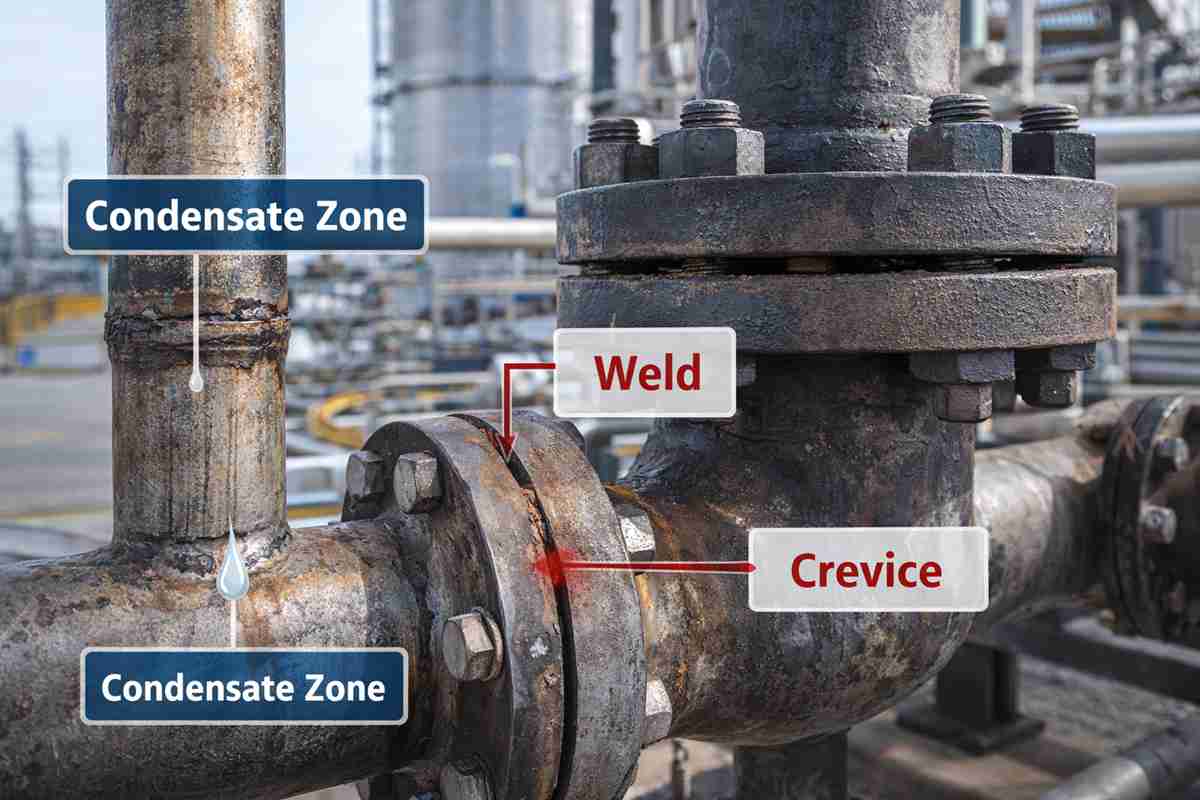
いくつかのメカニズムが重なると、サワーガスの供給は困難になる。H2Sはクラッキングのリスクを高める。CO2は、水相が現れるとpHを下げる。塩化物は、特にガスケット接合部、デポジット、デッドレッグ、シールド溶接の形状において、システムを孔食や隙間腐食に向かわせる。温度と圧力のシフトは、設計審査でドライ・サービスを想定していた場所に、まさに凝縮を生じさせる可能性がある。そのため、公称ガス組成に対してのみ指定するエンジニアは、冶金の設計を過小評価することが多い。ISO15156は、H2Sを含有する石油・ガス生産および天然ガス甘味プラントにおける材料選択のために書かれたものであるが、それはまさに、これを誤ると、金属損失だけでなく、脆性または環境的に補助された亀裂が発生するからである。.
合金C-276が注目されるのは、その化学的性質がこのような混合環境では珍しくバランスが取れているからである。Haynesは公称組成をほぼNiバランス、16% Cr、16% Mo、4% Wとし、炭素は最大0.01%に抑えている。Special Metals社も同様に、高いモリブデン含有量 が局部腐食に対する耐性を向上させ、低炭素が 溶接中の炭化物の析出を抑え、熱影響部の耐 食性保持に役立つと強調している。ヘインズ社はまた、C-276は酸っぱい油田環境での硫化物応力割れや応力腐食割れに対して非常に耐性があると述べている。.
サワーガス用ハステロイC-276の選び方:水相から始める
最初の質問は簡単だ: メタルは実際に湿った酸っぱい環境にさらされるのか? 答えがノーで、スタートアップ、アップセット、シャットダウン、コールドスポットを通して、ストリームが確実にドライであれば、C-276は不要かもしれない。答えが「はい」の場合、あるいは「通常はドライだが、凝縮水が形成される可能性がある」場合は、判断はすぐに変わる。ウェット・サワー・サービ スでは、もはや一般的な腐食に対する選択だけではな い。亀裂の発生、塩化物による局部的な腐食、溶接 部の耐久性に対して選択することになる。.
第二の疑問は、塩化物が単なる背景汚染なのか、それとも実際の設計変数なのかということである。これは、C-276がしばしば低合金オプションと一線を画すところである。ASTMG48による6wt.%塩化第二鉄酸性下でのヘインズ試験において、C-276は150℃の臨界孔食温度と55℃の臨界すきま温度を示したのに対し、625合金は100℃と40℃、254SMOと316Lははるかに低い値を示した。もちろん、これは塩化第二鉄イコールサワーガスという意味ではない。しかし、塩化物を含む凝縮水と隙間形状が実際のサービスの一部である場合に、合金がどれだけのマージンをもたらすかを示す非常に有用な指標である。.
3つ目の疑問は、溶接構造が避けられないかどうかだ。B2Bの現実では、通常はそうである。C-276の長い工業的実績は、極端に低い炭素とケイ素によって溶接の懸念を軽減した最初の錬Ni-Cr-Mo合金の一つであるという事実にも由来している。ヘインズ氏は、過度の入熱を避け、幅広 のウィーブ技術ではなくストリンガービードを使用 し、GTAWまたはGMAWのルートパスで1001TP 3Tアルゴン・バッキング・ガスを使用するこ とを推奨している。冷間加工部品の場合、最適な耐食性が要求され るなら、7%を超える外繊維伸長後に再アニ ールすることが重要であるとHaynes氏は指摘する。言い換えれば、C-276はニッケル合金の基準では寛容だが、ずさんな加工には寛容ではない。.
| 選択要因 | サワーガス・サービスで重要な理由 | C-276に向かって突き進むとき | 実用工学ノート |
|---|---|---|---|
| ウェットH2S暴露 | 酸洗腐食とH2S関連ダメージは水相と結びついている | 凝縮水、水のキャリーオーバー、断続的な湿潤が予想される。 | 通常運転だけでなく、始動時、シャットダウン時、コールドスポット結露を見直す |
| CO2 + 低pH凝縮水 | 酸性水は腐食の程度を高める | CO2はH2Sと自由水とともに存在する | ガス組成だけでなく、pHと凝縮化学をモデル化する |
| 塩化物 | 滞留ゾーンやシールドゾーンでの孔食や隙間腐食を促進する。 | 生産水、ブラインの汚染、塩化物を多く含むコンデンセートは信頼できる。 | フォーカス フランジ, ガスケット界面、ネジ山、堆積物、デッドレッグ |
| 溶接加工 | HAZの挙動が現場寿命を決めることが多い | スプール、ノズル、オーバーレイ、管と管の継ぎ目、補修溶接は避けられない。 | 入熱、清浄度、フィラーの選択、シールドガスの管理 |
| 失敗の影響が大きい | プレミアム合金のコストは信頼性で正当化できる | 漏洩リスク、シャットダウンコスト、HSEへの曝露、またはアクセス不能な設備が高い。 | 初期の材料価格だけでなく、ライフサイクルコストを評価する |
| ドライサワーガスのみ | 水相がないため、腐食リスクははるかに低い。 | すべての動作状態においてサービスはドライのまま | 実際のウェッティングシナリオを確認せずにC-276をオーバースペックにしないこと。 |
このチェックリストは、ISO 15156の割れフレームワーク、SLBの湿潤 H2Sの定義、C-276の塩化物、溶接、サワーサービスの挙動に関す るサプライヤーデータから導き出されたものである。.
サワーガス用合金としてハステロイC-276が適している場合
実際には、サワーガスにハステロイC-276を推奨するのは、単に酸っぱいだけでなく、以下のような環境である場合に適している。 湿潤サワー+塩化物含有+幾何学的な割れ目または溶接主体. .この組合せは、通常のステンレス鋼がすぐ に失われるところであり、より耐食性の高いニッケル合 金がその代価を支払うところである。Special Metals社は、合金C-276を、H2S、通常CO2、塩化物を含む酸っぱい天然ガスの回収と処理に最適な材料のひとつと呼んでいる。同社が公表している油田データでは、5%のNaClと0.5%のH2S飽和酢酸中で、室温、降伏強度100%でC-リング試験を実施しても、硫化物応力割れは発生しなかった。同出版物は、この合金が石油およびガスサービス用のNACE MR0175に記載されていることを指摘している。.
とはいえ、優れた技術者は反射的にC-276を指定することはない。腐食マージンよりも強度を重視する場合、あるいは塩化物の重大性が低い場合は、他のC-276を指定することもある。 ニッケル合金 または高性能ステンレス鋼種の方が、 適正な認定を受けた後では経済的である。また、ISO 15156は設計規範に取って代わるものではな く、すべての下流環境に自動的に適用できるもの ではない。適切な選定には、温度、分圧、水質、流速、隙間 の形状、溶接ルート、製品形状を一緒に検討す る必要がある。.
結論
では、サワーガス用にハステロイC-276を選ぶにはどうすればよいのでしょうか?まず、そのサービスが本当に ウェットサワー, 塩化物や隙間が実際の暴露の一部であるかどうか、溶接ゾーンが資産の寿命を管理するかどうか。これらの質問に対する答えが "イエス "であれば、C-276は高価なアップグレードではなく、技術的根拠を備えたリスク低減材料であることが多い。ウェット・サワー・ガス用のチューブ、溶接配管、バル ブ・トリム、または熱交換器部品を検討している 場合、最も賢明な次のステップは、一般的な合金のリ ストを求めることではない。水相、塩化物レベル、溶接の詳細、製造ル ートに関連した、条件別の冶金学的レビューを依頼 することである。.
関連Q&A
1.サワーガスにハステロイC-276は必ず必要ですか?
もしサービスが純粋にドライで、スタートアップ、シャットダウン、アップセット状態でもドライのままであれば、C-276は過剰かもしれない。H2Sが自由水や凝縮水、塩化物、隙間、溶接構造物と組み合わさった場合、この判断はより強くなります。.
2.なぜ湿潤サワーガスでは、ステンレス鋼よりも C-276が好まれることが多いのですか?
ウェット・サワー・ガスが「一般的な腐食」の問題だけであることは稀だからである。H2S関連の割れ、塩化物による孔食、隙間 腐食、溶接部の耐久性はすべて重要である。ヘインズ社のデータによると、C-276は、 強烈な塩化物試験において、316Lや254SMO よりもはるかに高い孔食・隙間腐食閾値を示す。.
3.C-276を指定する際、最も見逃されがちな加工ポイントは?
合金の選択は、仕事の半分でしかない。過剰な溶接入熱、不十分なシールド、汚染、未審査の冷間加工は、買ったつもりの腐食マージンを侵食する可能性がある。Haynes氏は特に、清潔な継手準備、GTAW/GMAWのルート・パス用アルゴン・バッキング・ガス、過度の入熱を避けることを推奨している。.


