Как выбрать Хастеллой C-276 для работы с кислым газом - это не вопрос каталога. Это вопрос коррозии и растрескивания, на который необходимо ответить до изготовления первой катушки или спуска первой колонны НКТ. В реальных проектах инженеры редко теряют деньги из-за того, что сплав выглядит слабым на бумаге. Они теряют деньги из-за того, что эксплуатация оказалась более влажной, горячей, насыщенной хлоридами или более изменчивой, чем предполагалось в техническом описании. Сплав C-276, обычно указываемый как Hastelloy C-276 и обозначаемый UNS N10276, привлекателен тем, что его химический состав Ni-Cr-Mo-W сочетает в себе сильную устойчивость к локальной коррозии, воздействию хлоридов и растрескиванию в кислой среде, а очень низкое содержание углерода и кремния помогает сохранить коррозионную стойкость зоны сварки.
Первая дисциплина заключается в том, чтобы перестать рассматривать “кислый газ” как единую среду. В ISO 15156 четко указано, что H2S-содержащие среды могут повреждать металлы по нескольким механизмам растрескивания, включая сульфидное растрескивание под напряжением, коррозионное растрескивание под напряжением, растрескивание, вызванное водородом, и связанные с водородом повреждения. Глоссарий SLB указывает на то, что многие спецификации упускают из виду: кислая коррозия связана с сероводородом, связанным с водой или растворенным в ней. Вот почему сухой кислый поток и влажный кислый поток никогда не должны подвергаться одинаковой сортировке.
Почему работа с кислыми газами побеждает стандартные сплавы
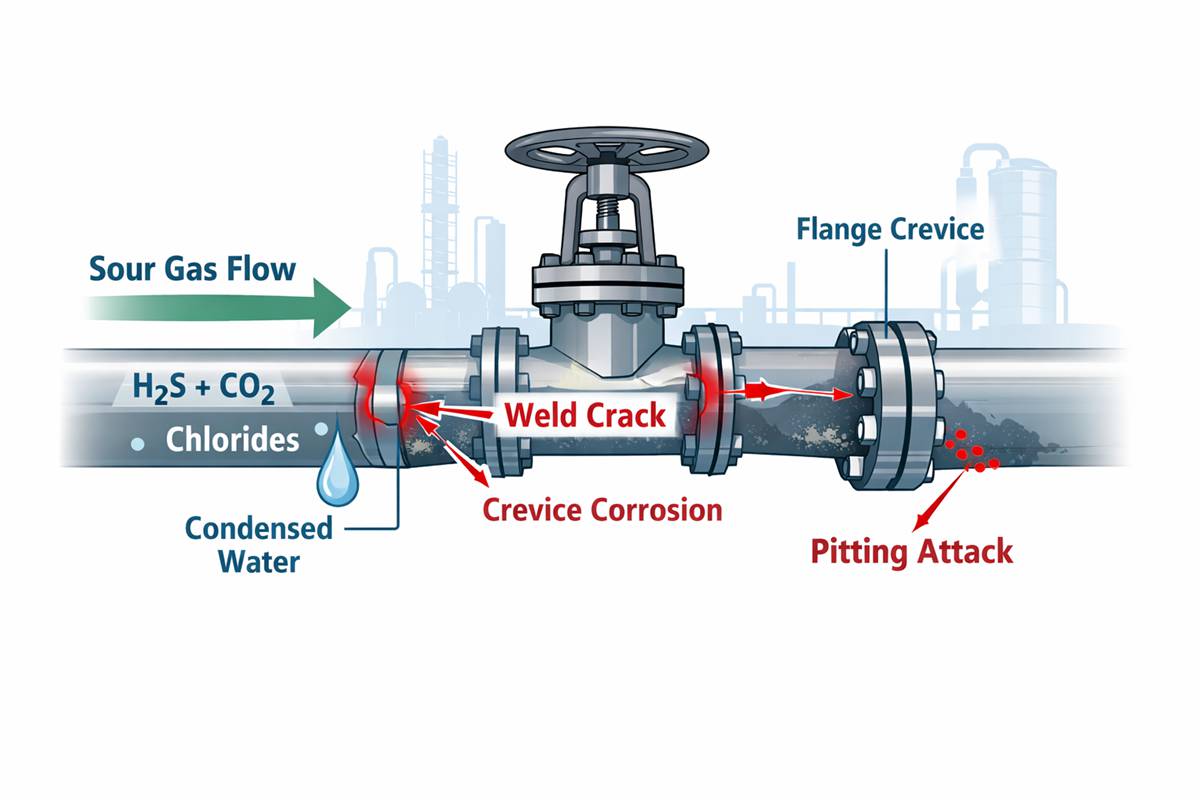
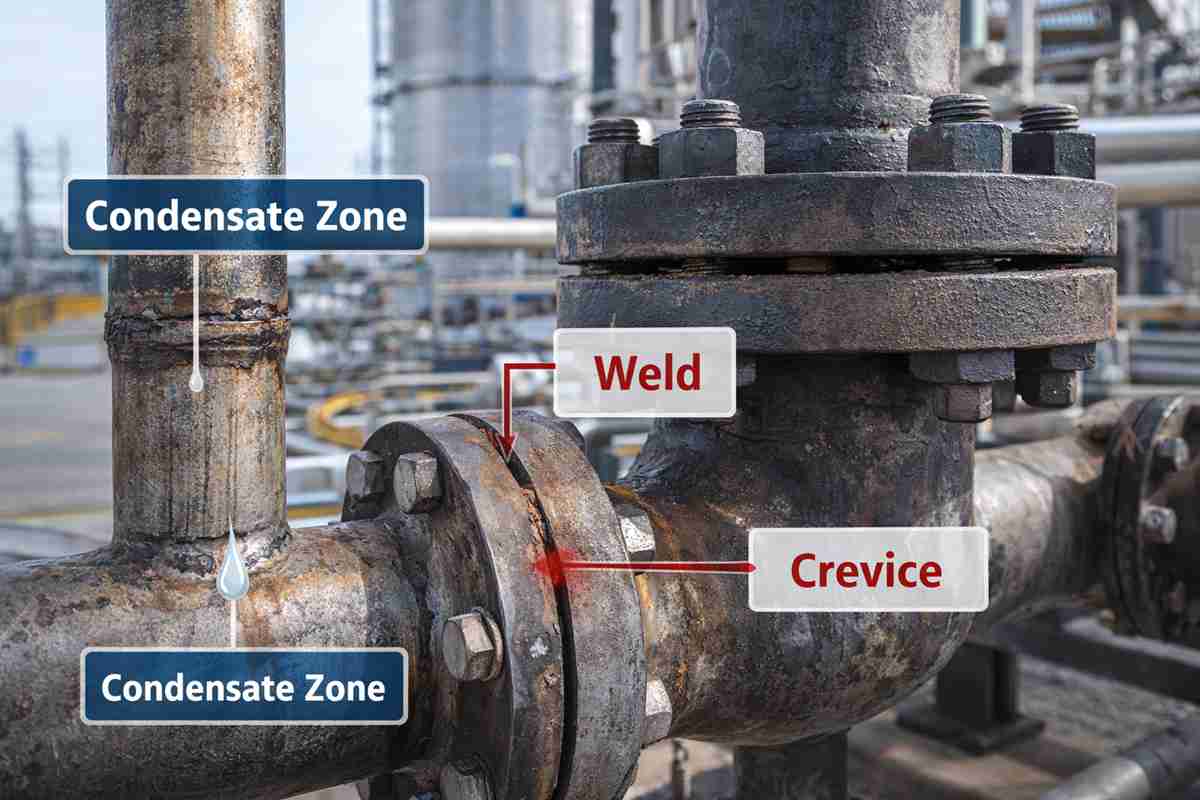
Обслуживание кислого газа становится затруднительным, когда накладываются друг на друга несколько механизмов. H2S повышает риск крекинга. CO2 снижает pH после появления водной фазы. Хлориды подталкивают систему к точечной и щелевой коррозии, особенно в местах соединений с прокладками, отложений, мертвых ног и сварных швов в защитной оболочке. Перепады температуры и давления могут привести к образованию конденсата именно там, где при проектировании предполагалась сухая эксплуатация. Вот почему инженеры, которые указывают только номинальный состав газа, часто недорабатывают металлургию. Стандарт ISO 15156 был написан для выбора материалов в установках по добыче нефти и газа, содержащих H2S, и установках по подслащиванию природного газа именно потому, что последствием неправильного выбора является не просто потеря металла, а хрупкое или экологически обусловленное растрескивание.
Сплав C-276 заслуживает внимания, поскольку его химический состав необычайно сбалансирован для таких смешанных сред. Haynes приводит номинальный состав: примерно равный Ni, 16% Cr, 16% Mo, 4% W, с углеродом не более 0,01%. Special Metals также подчеркивает, что высокое содержание молибдена повышает устойчивость к локальной коррозии, а низкий уровень углерода уменьшает выпадение карбидов во время сварки, помогая зоне термического влияния сохранять коррозионную стойкость. Haynes также утверждает, что C-276 очень устойчива к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в кислых нефтепромысловых средах.
Как выбрать хастеллой C-276 для работы с кислым газом: начните с водной фазы
Мой первый вопрос для проверки прост: Будет ли металл действительно находиться во влажной кислой среде? Если ответ отрицательный, а поток надежно сух при пуске, остановке и в холодных точках, то C-276 может и не понадобиться. Если ответ положительный - или, что еще хуже, “обычно сухой, но может образовываться конденсат”, - решение быстро меняется. При эксплуатации в условиях влажной кислой среды вы больше не выбираете только против общей коррозии. Вы выбираете против зарождения трещин, локального воздействия хлоридов и долговечности сварных швов.
Второй вопрос заключается в том, являются ли хлориды просто фоновым загрязнением или реальной переменной в конструкции. Именно здесь C-276 часто выделяется на фоне более низких сплавов. В испытаниях Haynes в подкисленном хлористом железе 6 мас.% согласно ASTM G48, C-276 показал критическую температуру точечной коррозии 150°C и критическую температуру трещин 55°C, против 100°C и 40°C для сплава 625 и гораздо более низких значений для 254SMO и 316L. Это, конечно, не означает, что хлористый феррид равен кислому газу. Но это очень полезный показатель того, насколько велики преимущества сплава, когда хлоридосодержащий конденсат и геометрия щелей являются частью реальной эксплуатации.
Третий вопрос - неизбежна ли сварная конструкция. В реальности B2B, как правило, это так. Длительный промышленный стаж C-276 отчасти объясняется тем, что он был одним из первых деформируемых сплавов Ni-Cr-Mo, который снизил опасения по поводу сварки благодаря чрезвычайно низкому содержанию углерода и кремния. Хейнс рекомендует избегать чрезмерного нагрева, использовать бусины-стрингеры, а не широкое плетение, и использовать аргоновый газ 100% в корневом проходе для GTAW или GMAW. Для холоднодеформированных деталей Хейнс также отмечает, что повторный отжиг необходим после удлинения наружных волокон свыше 7%, если требуются оптимальные антикоррозионные характеристики. Другими словами, по стандартам никелевых сплавов, C-276 является щадящим материалом, но он не терпит небрежного изготовления.
| Фактор выбора | Почему это важно при обслуживании кислого газа | Когда он подталкивает вас к C-276 | Практическая инженерная записка |
|---|---|---|---|
| Влажное воздействие H2S | Кислая коррозия и повреждения, связанные с H2S, связаны с водной фазой | Ожидается конденсат, унос воды или периодическое смачивание | Проверьте запуск, остановку и конденсацию в холодных точках - не только нормальную работу |
| CO2 + конденсат с низким уровнем pH | Кислая вода увеличивает интенсивность коррозии | CO2 присутствует вместе с H2S и свободной водой | Моделируйте pH и химический состав конденсата, а не только состав газа |
| Хлориды | Вызывает точечную и щелевую коррозию в застойных или экранированных зонах | Пластовая вода, загрязнение рассола или конденсат с высоким содержанием хлоридов являются достоверными | Сосредоточьтесь на фланцы, Прокладки, резьба, отложения и "мертвые ноги |
| Сварное производство | Поведение HAZ часто определяет срок службы | Шпули, насадки, накладки, соединения труб с листами или ремонтные швы неизбежны | Контроль подачи тепла, чистоты, выбора наполнителя и защитного газа |
| Высокие последствия неудачи | Стоимость сплава премиум-класса может быть оправдана надежностью | Высокий риск утечки, затраты на остановку, воздействие HSE или недоступность оборудования | Оценивайте стоимость жизненного цикла, а не только цену исходного материала |
| Только сухой кислый газ | Отсутствие водной фазы означает, что риск коррозии может быть гораздо ниже | Обслуживание остается сухим во всех рабочих состояниях | Не завышайте требования к C-276 без проверки реальных сценариев смачивания. |
Этот контрольный список составлен на основе основных положений ISO 15156 о растрескивании, определения SLB для мокрого-H2S, а также данных поставщика о поведении C-276 в условиях хлоридов, сварных швов и кислой среды.
Когда сплав Hastelloy C-276 подходит для работы с кислыми газами
На практике мне удобно рекомендовать Hastelloy C-276 для работы с кислыми газами, когда среда не просто кислая, а влажные кислые плюс хлоридные плюс геометрически щелевидные или с преобладанием сварных швов. Именно при таком сочетании обычные нержавеющие стали быстро теряют свои позиции, а более коррозионностойкий никелевый сплав окупает себя. Компания Special Metals называет сплав C-276 одним из лучших материалов для восстановления и обработки кислого природного газа, содержащего H2S, обычно CO2, и хлориды. Их опубликованные данные по нефтяным месторождениям также показывают отсутствие сульфидного растрескивания при испытаниях С-колец при комнатной температуре, при пределе текучести 100%, в 5% NaCl плюс 0,5% уксусной кислоты, насыщенной H2S. В той же публикации отмечается, что сплав включен в список NACE MR0175 для использования в нефтегазовой отрасли.
Тем не менее, хорошие инженеры не указывают C-276 рефлекторно. Если основным фактором является прочность, а не коррозионная стойкость, или если хлоридная агрессивность незначительна, можно использовать другие материалы. никелевые сплавы или высокопроизводительные нержавеющие марки могут быть более экономичными после соответствующей квалификации. Кроме того, стандарт ISO 15156 не заменяет расчетные нормы и правила, и он не может быть автоматически применим к любой среде, находящейся ниже по течению. Для правильного выбора по-прежнему необходимо учитывать температуру, парциальное давление, химический состав воды, скорость, геометрию щелей, маршрут сварки и форму изделия.
Заключение
Итак, как выбрать Hastelloy C-276 для работы с кислым газом? Начните с вопроса о том, действительно ли необходимо влажный кислый, является ли хлориды и щели частью реального воздействия, и будут ли сварные зоны контролировать срок службы активов. Если ответ на эти вопросы положительный, то C-276 часто не является дорогостоящей модернизацией; это материал для снижения риска с очень надежной технической основой. Если вы рассматриваете трубы, сварные трубопроводы, обрезки клапанов или компоненты теплообменников для влажного кислого газа, самым разумным следующим шагом будет не запрос на общий список сплавов. Он заключается в том, чтобы запросить анализ металлургии с учетом конкретных условий, связанный с водной фазой, уровнем хлоридов, деталями сварного шва и маршрутом изготовления.
Связанные вопросы и ответы
1. Всегда ли необходимо использовать Hastelloy C-276 для работы с кислым газом?
Нет. Если оборудование действительно сухое и остается сухим во время пуска, останова и аварийных режимов, применение C-276 может быть излишним. Решение становится гораздо более обоснованным, если H2S сочетается со свободной водой или конденсатом, хлоридами, щелями и сварными конструкциями.
2. Почему C-276 часто предпочтительнее нержавеющей стали для влажного кислого газа?
Потому что влажный кислый газ редко является проблемой только “общей коррозии”. Растрескивание, связанное с H2S, хлоридная точечная коррозия, щелевая коррозия и долговечность сварных швов - все это имеет значение. Данные Haynes показывают, что пороги точечной и щелевой коррозии у C-276 гораздо выше, чем у 316L и 254SMO при испытаниях на воздействие агрессивных хлоридов.
3. Какой момент изготовления чаще всего упускается при указании C-276?
Выбор сплава - это только половина дела. Чрезмерное тепловое воздействие на сварку, плохая защита, загрязнения и непроверенная холодная обработка могут уничтожить тот запас прочности на коррозию, который, как вы думали, вы приобрели. Хейнс особо рекомендует чистую подготовку шва, аргоновую подложку для корневых проходов в GTAW/GMAW, а также избегать чрезмерного нагрева.


