Cuando los ingenieros buscan un Inconel 601 lista de comprobación de la calidad de los ensayos con líquidos penetrantes, por lo general no buscan un resumen genérico de la inspección no destructiva (PT). Intentan evitar un fallo muy concreto: que una pieza de aleación de níquel supere la inspección en taller y, posteriormente, durante la fabricación, el calentamiento o una auditoría del cliente, aparezca una grieta en el talón de la soldadura, un indicio de falta de fusión o porosidad superficial. La aleación INCONEL 601 es una aleación de níquel-cromo-hierro especificada como UNS N06601 / W.Nr. 2.4851, ampliamente elegida para aplicaciones que requieren resistencia al calor y a la oxidación; por su parte, el ensayo por penetración tiene por objeto revelar discontinuidades abiertas a la superficie en materiales no porosos, más que defectos subsuperficiales.
Esa combinación es precisamente la razón por la que un Lista de comprobación de calidad para el ensayo con líquido penetrante del Inconel 601 debe tener en cuenta las características de los materiales. Sobre el papel, el procedimiento a seguir puede parecer sencillo: aplicar las normas ASTM E1417/E1417M, ISO 3452-1 o el marco de ensayos no destructivos (END) al que hace referencia la Sección V de la ASME, y luego aceptar o rechazar el producto según el plano, las especificaciones del cliente o la sección del código correspondiente. En realidad, las superficies de aleaciones de níquel pueden resultar engañosamente difíciles. El tono de óxido, las manchas incrustadas por el esmerilado, los residuos de limpiador, el secado incompleto y una interpretación laxa de los criterios de aceptación son lo que suele marcar la diferencia entre un historial de auditoría limpio y una costosa reelaboración. La norma ASTM E1417 establece los parámetros básicos y exige un procedimiento escrito detallado; la norma ISO 3452-1 también cubre los requisitos de método y proceso/control, pero no es en sí misma un documento de criterios de aceptación.
Por qué es importante esta lista de comprobación de calidad para el ensayo por penetración de tinte del Inconel 601
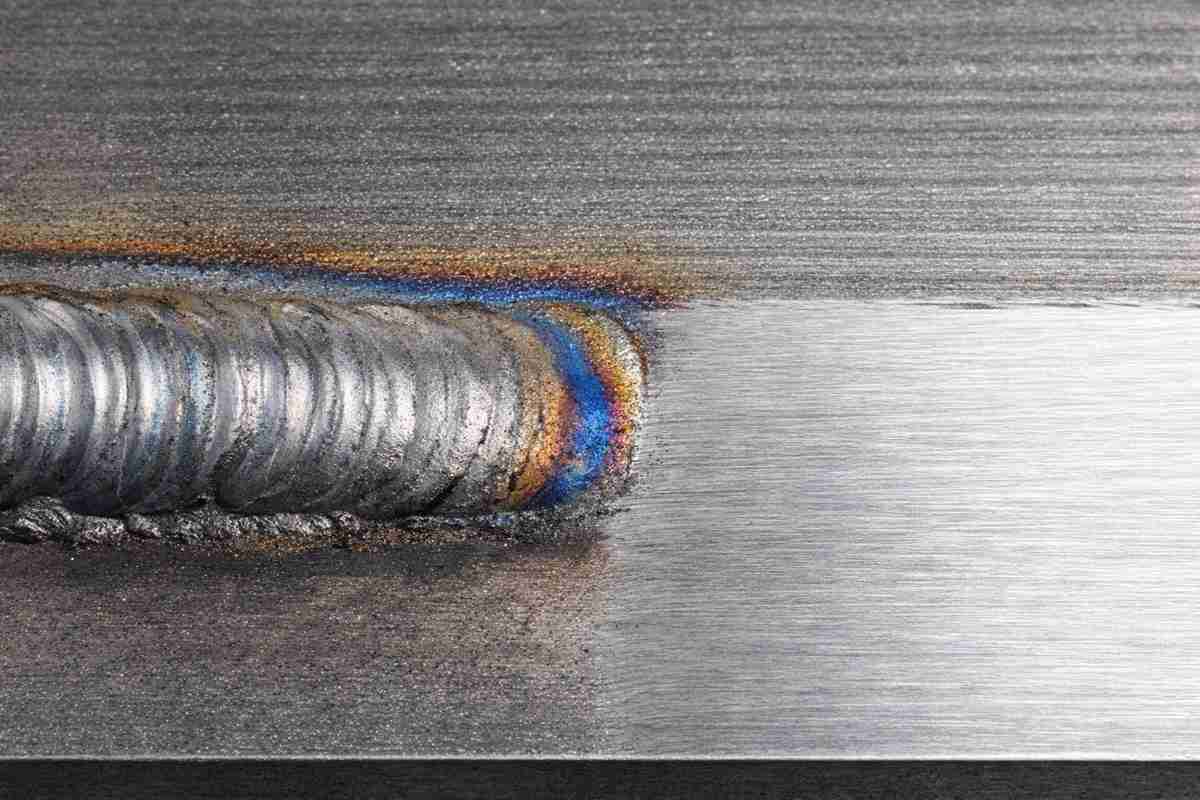
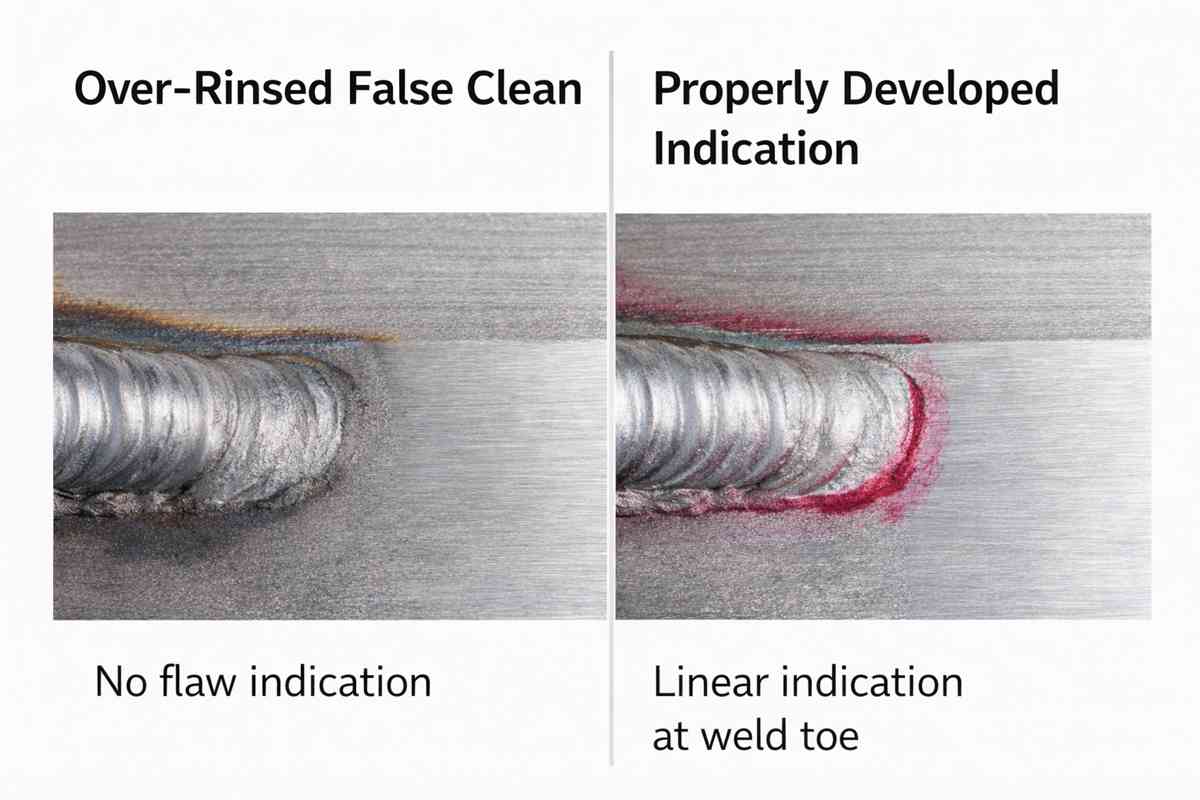
En el caso del Inconel 601, el riesgo de la inspección no suele residir en un “método incorrecto”, sino en “aplicar el método correcto a una superficie en mal estado”. Dado que la aleación 601 se elige por su resistencia a la oxidación a altas temperaturas y porque es fácil de soldar, las piezas que se someten a inspección suelen presentar manchas de calor de soldadura, óxido de servicio o marcas locales de mezcla agresivas. La inspección por penetración (PT) solo funciona en superficies limpias, secas y no porosas, donde el penetrante puede introducirse en una discontinuidad que rompe la superficie y el revelador puede extraerlo de nuevo como una indicación legible. El agua que queda en una indicación estrecha puede bloquear la entrada del penetrante, y un enjuague excesivo puede eliminar la respuesta relevante del penetrante.
Una segunda razón para utilizar un Lista de comprobación de calidad para el ensayo con líquido penetrante del Inconel 601 Es una cuestión de terminología. En muchos talleres, el término “penetrante colorante” se utiliza de forma imprecisa para referirse a todos los trabajos de PT, aunque el proceso realmente homologado pueda ser el contraste de color visible o el penetrante fluorescente bajo luz UV-A a 365 nm. Esa distinción es importante porque el procedimiento escrito, las condiciones de iluminación, la sensibilidad del sistema, el proceso posterior a la limpieza y los documentos de aceptación del cliente deben coincidir. Si el contrato exige un control de procesos según ASTM o ISO, pero su equipo toma decisiones de aprobación o rechazo por costumbre en lugar de basarse en la norma de aceptación de referencia, ya se encuentra en una situación de riesgo.
Lista de comprobación de calidad para el ensayo con líquido penetrante del Inconel 601 para la aprobación de fábrica
Antes de pasar a la tabla, conviene dejar claro un principio: esta lista de comprobación no sustituye al procedimiento aprobado. Se trata de una herramienta de control que los ingenieros y los equipos de control de calidad pueden utilizar para verificar que el procedimiento de prueba de rendimiento (PT) aprobado se está aplicando correctamente al metal base Inconel 601, a las uniones soldadas y a las zonas reparadas. La norma ASTM E1417 establece explícitamente que la práctica estándar debe complementarse con un procedimiento detallado, y la norma ISO 3452-1 establece explícitamente que no es la norma de aceptación.
| Punto de control | Por qué es importante en el Inconel 601 | Lo que debe comprobar el inspector | Señal de alerta típica |
|---|---|---|---|
| Identificación del material | Los lotes de fabricación de aleaciones mixtas no son infrecuentes en los talleres de aleaciones de níquel | El número de lote, el MTC, la referencia de la aleación, el esquema de soldaduras y la trazabilidad de la pieza coinciden con el registro de seguimiento | El informe de PT indica “aleación de níquel”, pero no 601 / UNS N06601 |
| Estado de la superficie antes del ensayo de tracción | Los tonos de óxido, la pátina, las manchas de metal y los residuos de esmerilado pueden ocultar indicios de holgura en la superficie | La zona de inspección está limpia de residuos metálicos, seca y libre de pintura, aceite, óxido y marcas de martilleo. | Todavía se aprecia un tono iridiscente en el talón de la soldadura o en la zona reparada |
| Método de limpieza previa | Una ruta de limpieza incorrecta puede dejar residuos o humedad en los defectos | El tipo de limpiador está homologado para el procedimiento; el enjuague se ha completado; el secado se ha completado antes de la aplicación del penetrante | Se limpia rápidamente con disolvente y, a continuación, se aplica el penetrante sobre una superficie aún fría y húmeda |
| Accesibilidad al perfil de soldadura | Las coronas altas y las zonas de socavado pronunciadas dificultan una visión clara | Se puede acceder sin problemas a los bordes de soldadura, las zonas de inicio y fin, las zonas de retirada de fijaciones y las reparaciones puntuales | Solo se ha examinado la línea central de la cara de la soldadura; los bordes no se han observado adecuadamente |
| Sistema de líquidos penetrantes utilizado | “Es posible que el término ”penetrante de tinte» utilizado coloquialmente no se corresponda con el proceso técnico | La familia de productos, el nivel de sensibilidad, el estado del lote y la fecha de caducidad se ajustan al procedimiento establecido por escrito | Se ha utilizado una familia de penetrantes incorrecta o materiales caducados |
| Control de contaminantes | Las aleaciones a base de níquel exigen un control más estricto de los consumibles de pruebas destructivas en muchos trabajos sujetos a normas | Las certificaciones por lotes de los materiales de PT pertinentes se conservan en nuestros archivos cuando así lo exigen la normativa o las especificaciones del cliente | No hay certificaciones relacionadas con el azufre o los halógenos disponibles para un trabajo de código |
| Control de la vivienda y el desarrollo | Las grietas estrechas no perdonan las prisas | El tiempo de reposo del penetrante, la eliminación del exceso, el secado, la aplicación del revelador y el tiempo de revelado se realizan según el procedimiento aprobado | El operador recurre a los “tiempos estándar del taller” que tiene memorizados |
| Eliminación del penetrante sobrante | Una eliminación excesiva puede borrar indicios relevantes poco evidentes | El método de eliminación se adapta al proceso y está controlado, especialmente cerca de los bordes de soldadura y las zonas de transición | Lavado a alta presión o limpieza excesiva con disolventes |
| Condiciones de iluminación y visibilidad | La fiabilidad de las indicaciones depende del entorno en el que se observen | Las condiciones de luz blanca o UV-A cumplen con el método validado y se verifican antes de la interpretación | Lámpara UV utilizada sin comprobar la corriente o con el filtro sucio |
| Interpretación de los síntomas | La tomografía por emisión de positrones (PET) detecta discontinuidades relacionadas con la superficie, pero no determina por sí sola la causa ni la profundidad. | Las indicaciones relevantes y no relevantes se clasifican según los criterios de aceptación aplicables | Las indicaciones redondeadas y lineales se registran de forma inconsistente |
| Registro y trazabilidad | Las reclamaciones de los clientes suelen ser reclamaciones relacionadas con la documentación | El informe indica la pieza, la zona, el método, los materiales, el inspector, la fecha y los criterios de aceptación | El informe carece de planos con la ubicación exacta o de referencias fotográficas |
| Tratamiento de las zonas sospechosas | En la fabricación de aleaciones de níquel, “mezclar y olvidarse” no es control de calidad | La reparación, la nueva revisión y la aceptación final están vinculadas a la ruta de reparación y a las especificaciones | Indicación eliminada mediante esmerilado sin registro de nueva prueba de presión |
Los puntos de control que la mayoría de los equipos se saltan
El elemento que más se suele omitir en un Lista de comprobación de calidad para el ensayo con líquido penetrante del Inconel 601 No se trata del tiempo de reposo. Se trata del control de contaminantes y de la disciplina en materia de compatibilidad. En la práctica de los ensayos por penetración regulada por la ASME, se exige a los usuarios que obtengan una certificación del contenido de contaminantes de los materiales penetrantes utilizados en aleaciones a base de níquel, aceros inoxidables austeníticos o dúplex y titanio. Incluso cuando el trabajo queda fuera del ámbito de aplicación de los códigos de presión, los compradores experimentados y los ingenieros de control de calidad siguen esperando que el conjunto de materiales de PT sea compatible con la aleación y trazable por lotes. Esa es una clara señal de la madurez del proceso.
El segundo aspecto que se suele pasar por alto es la calidad de la limpieza previa. Los talleres suelen subestimar la facilidad con la que la humedad residual o los residuos de limpiador pueden ocultar indicios sutiles. Un secado minucioso no es una cuestión de limpieza; es un control de sensibilidad. Si la pieza se ha enjuagado con agua, se ha limpiado con un producto alcalino o se ha sometido recientemente a un chorro de arena y a una nueva limpieza, el inspector debe poder demostrar que la superficie estaba realmente seca antes de la aplicación del penetrante. En las soldaduras de Inconel 601, esto es especialmente importante en los pies de soldadura, las reparaciones de cráteres y las zonas de unión y separación donde las grietas pueden ser estrechas y superficiales.
El tercer punto que se ha omitido es la base de aceptación. Gran parte de los productos rechazados o que pasan desapercibidos proviene de equipos que utilizan correctamente el PT, pero interpretan las indicaciones basándose en el documento equivocado. Las normas ASTM E1417 e ISO 3452-1 indican cómo llevar a cabo el proceso; sin embargo, por sí solas, no determinan si una indicación lineal en el talón de una soldadura es aceptable para su pieza. Esa decisión debe basarse en la nota del plano aplicable, la norma del cliente, la sección del código o la especificación del producto. Para los equipos de compras, es aquí donde un proveedor puede parecer disciplinado o arriesgado.
Nota técnica final
Una buena Lista de comprobación de calidad para el ensayo con líquido penetrante del Inconel 601 No ralentiza el proceso de PT. Lo que hace es que el PT sea justificable. Esto es importante cuando se comercializan componentes de hornos, conjuntos de tubos radiantes, retortas, bandejas, piezas de conductos soldados o cualquier artículo fabricado en Inconel 601 que posteriormente vaya a someterse a ciclos térmicos y a la oxidación. Para 28Nickel, el valor práctico es sencillo: cuando un cliente solicita suministro de aleación de níquel más asistencia técnica, la conversación debe ir más allá de “podemos proporcionar el material” para llegar a “entendemos los riesgos de inspección que determinan si su pieza fabricada se envía realmente”. Si su equipo necesita una revisión específica de los requisitos de inspección de placas, tubos, barras o piezas soldadas de Inconel 601, ese es exactamente el tipo de conversación que vale la pena mantener antes de que aparezca el primer NCR.
Preguntas y respuestas relacionadas
1) ¿Es suficiente el ensayo con líquido penetrante para evaluar la calidad de las soldaduras de Inconel 601?
No por sí solo. El ensayo por penetración (PT) está destinado a detectar discontinuidades que afloran a la superficie en materiales no porosos; no permite determinar el tamaño de los defectos subsuperficiales ni sustituye a los métodos volumétricos cuando estos son necesarios. En el caso de ensamblajes soldados críticos, el PT suele constituir una de las fases del plan de inspección, y se utiliza junto con los requisitos de soldadura, dimensionales y, en ocasiones, radiográficos o ultrasónicos aplicables según la especificación vigente.
2) ¿Cuál es el error más grave que se puede cometer al trabajar con Inconel 601?
El mayor error que se comete sobre el terreno es tratar el Inconel 601 como si fuera una pieza de acero inoxidable común, sin prestar especial atención al tono de óxido, al estado de sequedad de la superficie y al control de los consumibles de la prueba de penetración. La aleación 601 se utiliza ampliamente debido a su resistencia a la oxidación, por lo que el estado de la superficie tras la soldadura o la exposición al servicio puede impedir directamente la fiabilidad de la prueba de penetración si la limpieza y el secado son deficientes.
3) ¿Establecen la norma ASTM E1417 o la norma ISO 3452-1 los criterios de aceptación?
No. La norma ASTM E1417 establece los parámetros básicos del método y exige un procedimiento detallado, mientras que la norma ISO 3452-1 abarca el método de ensayo y los requisitos de proceso y control, pero señala que no está pensada para utilizarse como criterio de aceptación. La aceptación debe basarse en el plano de referencia, la norma del cliente o el código o especificación correspondiente.


