En el servicio de corrosión, la integridad de la superficie no es una cuestión secundaria. Es la cuestión principal. A Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 no es sólo una ayuda para la inspección de soldadores o personal de control de calidad; es un documento de control que protege la calidad de la fabricación antes de que el componente llegue a ver cloruros, cloro húmedo, ácidos mezclados o contaminantes oxidantes. En el caso de una aleación Ni-Cr-Mo-W como Hastelloy C-22, en la que los compradores esperan una resistencia excepcional a la corrosión localizada, incluso una pequeña discontinuidad que rompa la superficie puede convertirse en una costosa discusión entre el laminador, el fabricante, el inspector y el usuario final.
Lo que hace que esto sea más importante es que el C-22 suele seleccionarse para los trabajos en los que los fallos son caros y desagradables: depuradores, reactores, intercambiadores de calor, piezas de transición revestidas, carretes soldados y hardware de procesos químicos agresivos. En esas aplicaciones, un Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 ayuda a estandarizar variables de inspección que con demasiada frecuencia se dejan al azar: preparación de la superficie, familia de penetrantes, tiempo de permanencia, condiciones de revelado, condiciones de visualización e interpretación de la aceptación. Cuando estas variables se desvían, aumentan las llamadas falsas, se pasan por alto indicaciones relevantes y las repeticiones empiezan a comerse el calendario.
Por qué es importante una lista de comprobación de la calidad de los ensayos con líquidos penetrantes Hastelloy C-22
El Hastelloy C-22 (UNS N06022) no es ferromagnético, por lo que el ensayo por partículas magnéticas no es el método de elección. El ensayo por líquidos penetrantes es el método práctico de END de superficies para caras de soldadura, zonas de raíz cuando sean accesibles, zonas conformadas, zonas de reparación y superficies mecanizadas. Esta es exactamente la razón por la que un Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 debe ser disciplinada y no genérica.
Desde el punto de vista de la ingeniería de materiales, el C-22 aporta varias realidades de inspección:
- Su comportamiento frente a la corrosión depende en gran medida del buen estado de la superficie.
- Las zonas soldadas pueden presentar defectos superficiales mecánicamente pequeños pero importantes para el servicio.
- El esmerilado fuerte, el metal embadurnado, el tinte de óxido, el hierro incrustado o la limpieza incompleta pueden enmascarar discontinuidades reales o crear indicaciones engañosas.
- La aceptación no puede basarse en “parece aceptable”. Debe estar vinculada al código vigente, a las especificaciones del cliente o al PTI del proyecto.
Una buena Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 también evita un error común en el taller: tratar aleaciones de níquel exactamente igual que la fabricación de acero al carbono en términos de calidad de preparación. Ese atajo es donde empiezan muchos problemas de inspección.

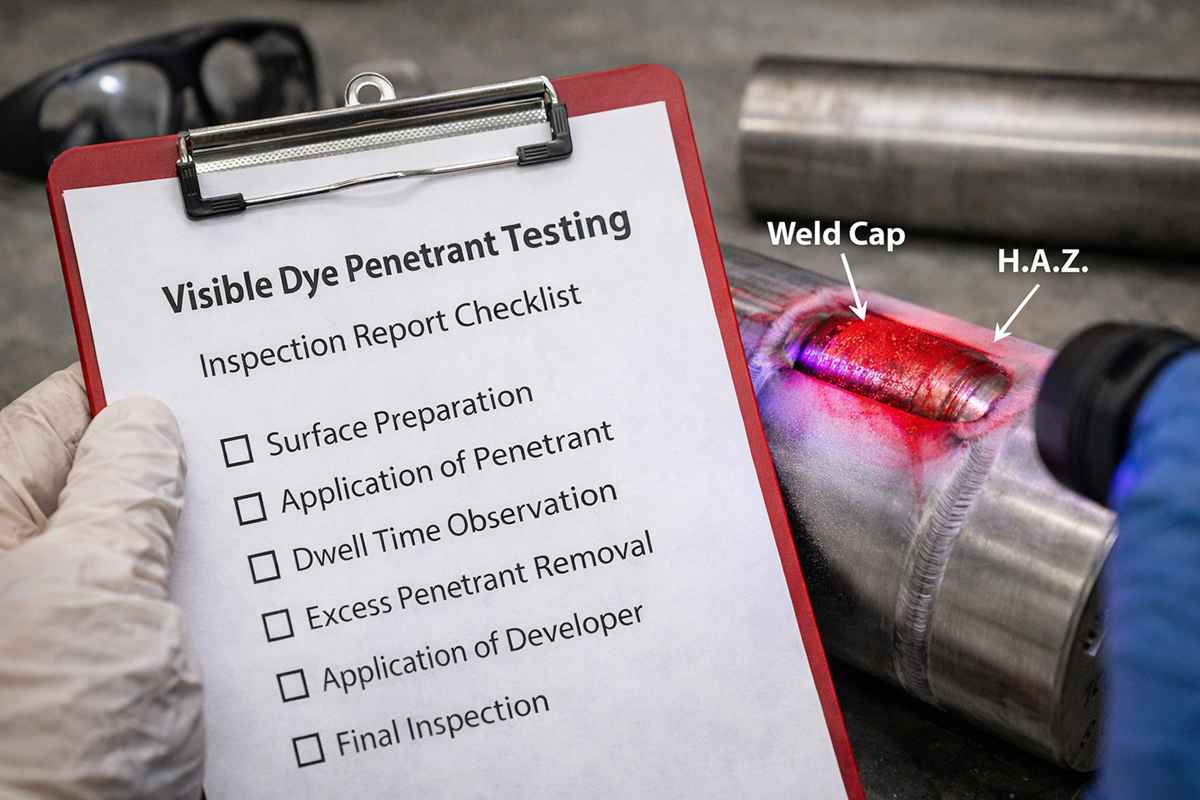
Controles previos a la inspección Antes de aplicar el penetrante
Antes de que el penetrante toque la pieza, la superficie ya ha determinado gran parte del resultado. En la práctica, la mejor Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 comienza con tres preguntas: ¿Está limpia la superficie? ¿Está abierta a la superficie? ¿Está en las condiciones adecuadas para su interpretación?
Para soldaduras C-22 y piezas fabricadas, verifique lo siguiente:
1. El acabado de la superficie es adecuado
Un esmerilado excesivamente áspero puede atrapar el penetrante y crear un fondo ruidoso. Un pulido excesivo puede manchar el metal y cerrar parcialmente grietas finas. El objetivo es un acabado limpio, uniforme y fácil de inspeccionar, no un espejo cosmético.
2. Se eliminan los óxidos, el tinte térmico y la contaminación del taller.
Las soldaduras de aleación de níquel pueden retener películas de óxido o decoloración. Si éstas permanecen, la respuesta del penetrante será menos fiable. La limpieza debe eliminar el aceite, la grasa, la pintura, la suciedad y los residuos químicos sin dejar contaminantes clorados o sulfurosos.
3. No hay contaminación por hierro libre
Contaminación cruzada por herramientas de acero al carbono, cable cepillos o mesas de trabajo sigue siendo uno de los riesgos más subestimados en la fabricación de aleaciones de níquel. No solo puede afectar al comportamiento frente a la corrosión, sino también interferir en la confianza en el resultado de la inspección.
4. La temperatura está dentro del intervalo de examen cualificado
El procedimiento debe definir la temperatura ambiente y de la pieza permitida. El comportamiento de permanencia y desarrollo cambia con la temperatura, al igual que la sensibilidad.
Un serio Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 debe registrar el limpiador utilizado, el tipo de sistema penetrante, la trazabilidad del lote cuando sea necesario y el estado de la superficie antes del examen. Este nivel de disciplina es lo que diferencia un informe útil de uno decorativo.
Lista de comprobación práctica de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22
A continuación se presenta una estructura de lista de comprobación que puede utilizarse sobre el terreno y con la que pueden trabajar ingenieros, responsables de control de calidad e inspectores externos.
| Punto de control | Qué verificar | Práctica preferida para Hastelloy C-22 | Riesgo en caso de omisión |
|---|---|---|---|
| Identificación del material | Número térmico, etiqueta del artículo, grado de aleación | Confirmar UNS N06022 / trazabilidad del proyecto antes de la inspección | Material erróneo o partes mezcladas entran en el registro |
| Procedimiento aplicable | Estado de las normas y revisiones | Utilizar un procedimiento de PT aprobado que se ajuste a las especificaciones del proyecto y a los requisitos ASTM/ASME. | Base de examen no válida |
| Limpieza de la superficie | Aceite, grasa, suciedad, pintura, residuos | Disolvente o limpiador autorizado; superficie seca y sin residuos | Defectos enmascarados o falsas indicaciones |
| Eliminación de óxido / tinte térmico | Decoloración de la soldadura y película de óxido | Eliminar mediante preparación mecánica/química adecuada sin dañar la superficie | Reducción de la entrada de penetrante en discontinuidades |
| Acabado superficial | Patrón de rectificado y rugosidad | Evita las marcas de amolado profundo y el metal embadurnado | Fondo excesivo o defectos finos ocultos |
| Compatibilidad con penetrantes | Familia de productos y caducidad | Utilice un sistema penetrante/revelador/limpiador cualificado; compruebe la caducidad | Sensibilidad reducida o incumplimiento |
| Tiempo de permanencia | Tiempo de contacto real | Siga el procedimiento al pie de la letra; evite las conjeturas del operario | Indicios poco desarrollados o exagerados |
| Eliminación del exceso de penetrante | Limpieza tras la permanencia | Eliminar el exceso de superficie sin enjuagar las discontinuidades | Indicaciones relevantes débiles o borradas |
| Aplicación para desarrolladores | Cobertura y estado | Capa fina y uniforme; sin encharcamiento ni secado irregular | Pobre sangrado y mala interpretación |
| Condiciones de visualización | Nivel de luz / Intensidad UV | Verificar las condiciones de examen visibles o fluorescentes requeridas. | Indicaciones lineales omitidas |
| Calendario de exámenes | Intervalo de desarrollo a interpretación | Leer dentro del plazo especificado; ni demasiado pronto ni demasiado tarde | Falso rechazo o falsa aceptación |
| Evaluación de la aceptación | Indicaciones pertinentes y no pertinentes | Juzgar según criterios de código/proyecto, no según las preferencias del inspector | Disputas, reparaciones innecesarias, defectos no detectados |
| Limpieza posterior | Eliminación de residuos tras la PT | Eliminar los restos de productos químicos y restaurar la superficie limpia | Contaminación de la superficie antes del servicio o tratamiento posterior |
| Documentación | Informe completo | Registrar área, método, resultados, inspector, fecha, procedimiento, disposición | Escasa trazabilidad y exposición a auditorías |
Indicaciones de lectura en soldaduras y fabricaciones de Hastelloy C-22
Este es el punto en el que importa la experiencia. A Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 no es completa si se detiene en los pasos del proceso y no dice nada sobre la disciplina de interpretación.
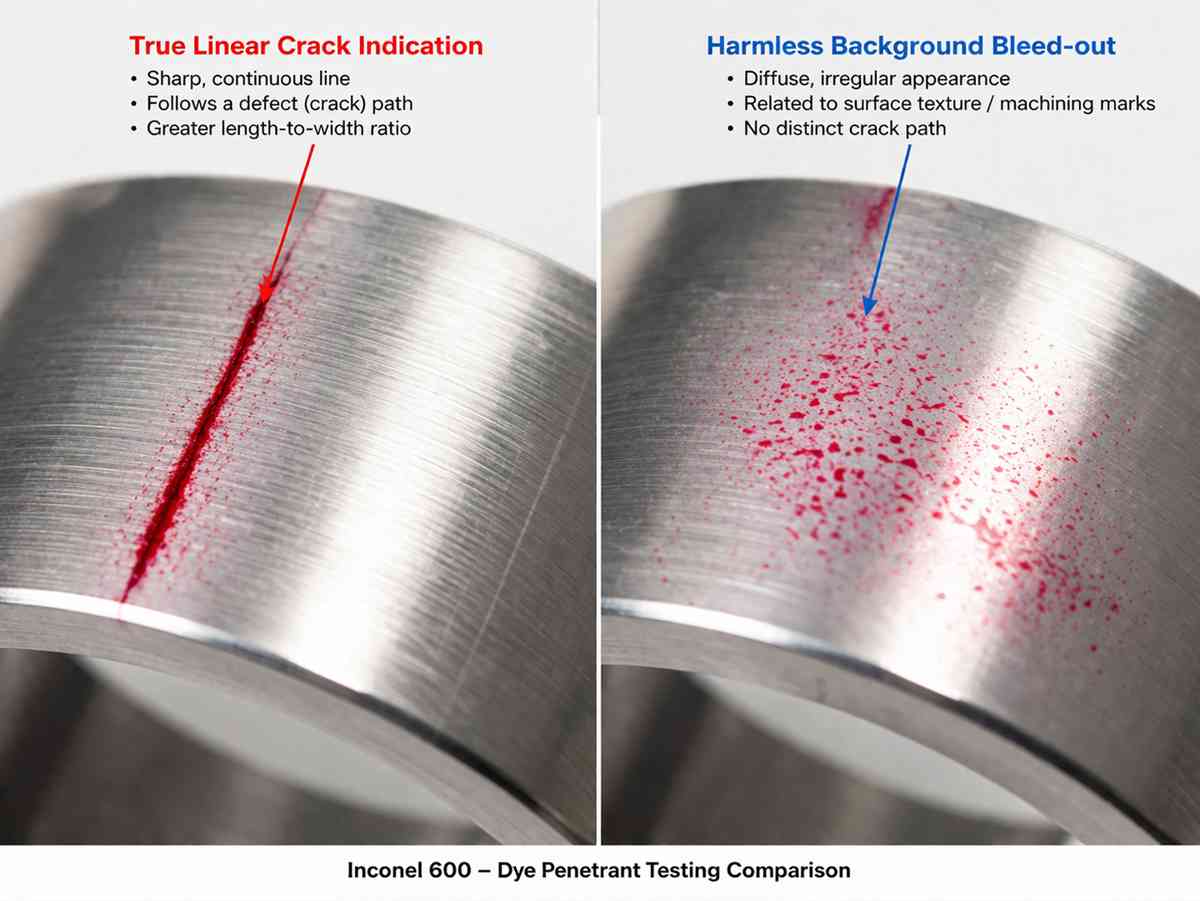
En las soldaduras C-22, la distinción más importante es entre indicaciones lineales relevantes y marcas de proceso inofensivas. Las indicaciones lineales cerca del cordón de soldadura, la zona del cráter, la zona de reinicio o la mezcla de reparación merecen mucha más atención que las marcas redondeadas, aisladas y no progresivas de la textura superficial. Los problemas de tipo escoria son menos clásicos que en otras aleaciones, pero la falta de apertura de la fusión a la superficie, el agrietamiento del cráter, la iniciación de grietas por esmerilado y el desgarro localizado de la superficie deben tomarse en serio.
Otro punto que los inspectores avezados observan con atención: tras el rectificado de reparación, la superficie puede parecer “mejor” visualmente, pero empeorar en la prueba de líquidos penetrantes porque no se ha eliminado correctamente la suciedad metálica. Precisamente por eso, el Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 debería requerir el reacondicionamiento de la zona reparada antes de volver a examinarla, no sólo otro ciclo rápido de TP.
Donde suelen fracasar las tiendas
En las auditorías y revisiones de fallos, los puntos débiles son sorprendentemente repetitivos:
- PT realizado sobre una superficie técnicamente limpia pero no lista para la inspección.
- Criterios de aceptación copiados de otro trabajo de aleación sin comprobar la aplicabilidad del código.
- Exceso de penetrante eliminado con demasiada agresividad, especialmente en defectos superficiales finamente abiertos.
- El revelador se aplica en exceso, lo que reduce la claridad en lugar de mejorarla.
- Informes redactados sin mencionar el estado de la superficie, el historial de reparaciones o la zona exacta de examen.
Un robusto Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 colma esas lagunas. Y lo que es más importante, crea coherencia entre turnos, subcontratistas e inspectores. Para los equipos de compras, esa coherencia reduce el riesgo de recibir componentes que superan el papeleo pero no las expectativas de servicio.
Reflexiones finales
Para un servicio químico agresivo, se suele especificar Hastelloy C-22 porque la planta no puede permitirse la incertidumbre. La inspección debe seguir la misma lógica. Una buena construcción Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Hastelloy C-22 ayuda a garantizar que la PT no se trata como un ejercicio de marcar casillas, sino como un control significativo de la integridad de la superficie, la calidad de la soldadura y la disciplina de fabricación.
Si su proyecto incluye chapa C-22, tuberías, accesorios, conjuntos soldados o revisión de reparaciones, merece la pena adaptar la lista de comprobación al entorno de servicio exacto, la base del código y el estado de acabado de la pieza. Ahí es donde muchas plantillas de inspección genéricas se quedan cortas. En 28Nickel, las discusiones de asistencia técnica son más útiles cuando el plano, la ruta de soldadura, el estado de acabado y la base de aceptación se revisan conjuntamente en lugar de por separado.
Preguntas y respuestas relacionadas
1. ¿Es el ensayo por líquidos penetrantes fluorescentes mejor que el ensayo por líquidos penetrantes visibles para Hastelloy C-22?
No es automático, pero el TP fluorescente suele ser más sensible para las indicaciones de rotura de superficies finas cuando se gestionan bien el procedimiento, los controles UV y las condiciones de visión oscura. El TP de tinte visible puede seguir siendo eficaz para muchas comprobaciones de fabricación, especialmente cuando la practicidad sobre el terreno es importante.
2. ¿Deben volver a probarse las superficies de C-22 decapadas o limpiadas químicamente después de un rectificado adicional?
Sí. Cualquier rectificado, mezcla o reparación local puede cambiar la apertura de la superficie y enmascarar o revelar discontinuidades. Después de reacondicionar adecuadamente la superficie, debe repetirse la PT en la zona afectada.
3. ¿Cuál es el mayor error de inspección en las soldaduras de Hastelloy C-22?
El error más común es una mala preparación de la superficie combinada con una interpretación demasiado confiada. Muchos errores y omisiones se deben a un esmerilado tosco, a metal embadurnado, a óxidos residuales o al uso de un criterio de aceptación que no está vinculado a la especificación vigente.