










Cuando los ingenieros buscan Selección del metal de aportación de soldadura Hastelloy C-276 para cuerpos de válvulas, Rara vez se trata de una pregunta genérica sobre soldadura. Normalmente, el cuerpo de la válvula ya está en el banco, el fluido de servicio es agresivo, el defecto se encuentra incómodamente cerca de una cavidad del asiento o del orificio del vástago, y alguien de compras pregunta si un relleno de níquel más común puede “hacer el mismo trabajo”. En esta situación, la selección del metal de aportación no es un ejercicio de catálogo. Es una decisión de diseño anticorrosivo envuelta en una decisión de procedimiento de soldadura. HASTELLOY C-276, UNS N10276, se desarrolló como una aleación Ni-Cr-Mo-W de bajo contenido en carbono y silicio para mantener la soldabilidad al tiempo que se mantenía una fuerte resistencia a los cloruros, a los ácidos oxidantes y reductores y al ataque de grietas.
Para la mayoría de los trabajos de fabricación y reparación de cuerpos de válvulas, la respuesta básica es sencilla: utilice metal de aportación C-276-que significa AWS A5.14 ERNiCrMo-4 para GTAW/GMAW y AWS A5.11 ENiCrMo-4 para la soldadura SMAW. Tanto Haynes como Special Metals identifican el material de aportación C-276 como el consumible adecuado para soldar C-276, para uniones disimilares con aceros inoxidables y otras aleaciones de níquel, y para recubrimientos o revestimientos en los que se requiera una mayor resistencia a la corrosión. Ese es el punto de partida correcto, ya que el metal de soldadura depositado debe mantenerse lo más cercano posible a la composición química de níquel-cromo-molibdeno-tungsteno de la aleación base, y no simplemente “en algún lugar de la familia del níquel”.”
Por qué los cuerpos de válvula perdonan menos que los cupones planos
Un cupón de placa puede ocultar una decisión de relleno mediocre. Un cuerpo de válvula normalmente no puede. La geometría es más gruesa, la restricción es mayor, la dilución puede cambiar rápidamente en las zonas de la raíz y las esquinas, y las condiciones de servicio a menudo castigan incluso una pequeña pérdida de resistencia a la corrosión por picaduras o grietas. Si añadimos la reparación local de la fundición, el rectificado de la mezcla, el margen de mecanizado o un hidrotest aguas abajo, el margen se reduce. Por eso no me gusta la sustitución casual del relleno de aleación 625 en el trabajo de válvulas de C-276 sólo porque haya existencias disponibles. Los datos de corrosión de Haynes muestran que el C-276 supera a la aleación 625 en condiciones de mayor concentración de ácido clorhídrico y sulfúrico, y sus datos publicados sobre cloruro férrico también muestran un mejor comportamiento frente a picaduras y grietas. En otras palabras, utilizar un relleno de níquel de aleación inferior por comodidad puede desplazar tranquilamente el depósito de soldadura hacia el lado débil de la balanza de corrosión.
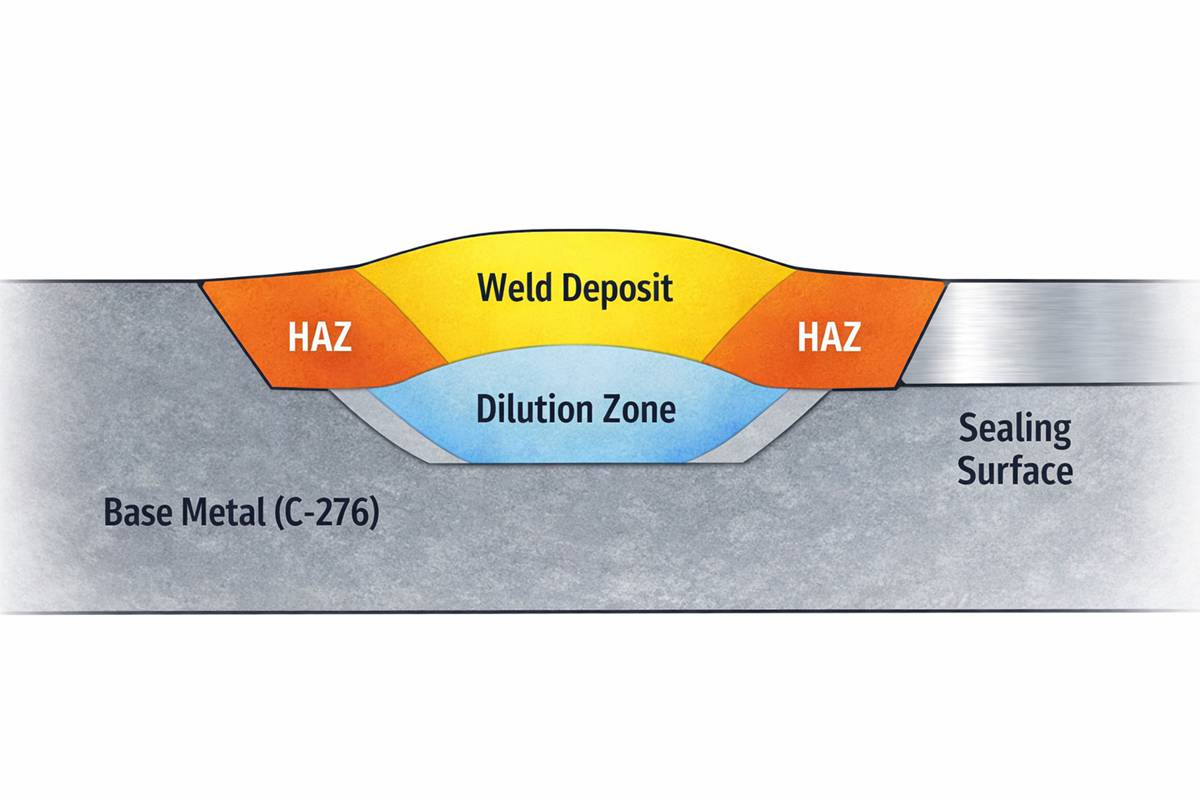
Hay otro detalle que importa en el trabajo real en taller: aunque el metal de soldadura C-276 siga siendo muy resistente a la corrosión, el metal soldado sigue sin ser idéntico al producto forjado homogéneo. Haynes señala explícitamente que las microestructuras de soldadura no son homogéneas y, por tanto, pueden presentar índices de corrosión algo superiores a los del metal base forjado, aunque el rendimiento general siga siendo excelente. En el caso de los cuerpos de válvulas, ésta es una razón más para minimizar la dilución, evitar el aporte innecesario de calor y mantener la composición química del metal depositado lo más próxima posible al sistema de resistencia a la corrosión previsto.
Selección del metal de aportación de soldadura Hastelloy C-276 para cuerpos de válvulas: la matriz práctica
| Escenario del cuerpo de válvulas | Metal de aportación recomendado | Por qué es la opción preferida | Nota práctica de ingeniería |
|---|---|---|---|
| Soldaduras de fabricación C-276 a C-276 | ERNiCrMo-4 / ENiCrMo-4 | La mejor correspondencia química con el sistema Ni-Cr-Mo-W de la aleación base | Primera opción estándar para la tienda cualificada WPS |
| Reparación local de un cuerpo de válvula C-276 cerca del asiento o del orificio | ERNiCrMo-4, preferiblemente mediante GTAW para control | Menor dilución y mejor colocación de las microesferas que un enfoque de campo de alta deposición | Priorizar el control del contorno, la PT entre etapas y la tolerancia de mecanizado |
| C-276 a acero inoxidable u otra aleación Ni-Cr-Mo | Normalmente ERNiCrMo-4 después de la cualificación WPS | Los datos del fabricante respaldan el relleno C-276 para soldaduras disimilares | Vigilar la dilución por el lado de la no aleación; puede estar justificado el mantecado. |
| Recubrimiento/revestimiento C-276 sobre componentes de acero | ERNiCrMo-4 | Publicado como adecuado para revestimientos y recubrimientos en los que se necesita resistencia a la corrosión | La química de la primera capa es más importante porque la dilución es mayor allí |
| Reparación sobre el terreno cuando GTAW no es práctico | ENiCrMo-4 (SMAW) | La química se mantiene | Utilícelo sólo con una eliminación disciplinada de la escoria y un control del perfil |
| Servicio severo de válvulas de cloruro/ácido mixto/cloro húmedo | No rebaje por defecto; quédese con el relleno C-276 | El C-276 es más resistente a la corrosión publicada que el 625 en varios medios severos | La sustitución del relleno debería requerir una revisión de la corrosión, no un atajo de compra |
Las clasificaciones de rellenos de la tabla se basan en los datos de soldadura de Haynes y Special Metals. La priorización basada en escenarios -especialmente el énfasis en GTAW para la reparación local del cuerpo de la válvula, el control de la dilución y el conservadurismo del lado de la corrosión- es la conclusión de ingeniería que se desprende de esos datos.
Detalles del procedimiento que importan más que la etiqueta de la caja
La masilla correcta puede fallar con un procedimiento incorrecto. Para el C-276, Haynes recomienda superficies de unión limpias y desengrasadas, gas de apoyo argón 100% para la pasada de raíz en GTAW o GMAW, práctica de cordón de cordón en lugar de tejido ancho, evitar la velocidad de desplazamiento lenta en secciones finas y control de temperatura entre pasadas generalmente en 93°C / 200°F o inferior. También desaconseja el alivio de la tensión posterior a la soldadura en el 650°C / 1200°F Si se requiere tratamiento térmico, el recocido en solución publicado es 2050°F / 1121°C seguido de un enfriamiento rápido. No se trata de pequeños detalles. Influyen directamente en el rendimiento de la corrosión, la distorsión y el riesgo de convertir una reparación en un bucle de retrabajo.
En el caso concreto de los cuerpos de válvulas, suelo dividir la decisión en tres preguntas. En primer lugar, ¿se trata de una verdadera reparación de la misma aleación, o la soldadura va a sufrir una fuerte dilución de un accesorio de acero, un anillo de respaldo o una capa de manteca anterior? En segundo lugar, ¿el servicio se rige por la corrosión general o por el ataque localizado en grietas y zonas estancadas? En tercer lugar, ¿es el recocido por disolución posterior a la reparación realista para la geometría de la pieza, la tolerancia dimensional y el mecanizado posterior del asiento? Si la respuesta a la segunda pregunta es “el ataque localizado es importante” y la respuesta a la tercera es “no es realista un recocido completo”, entonces la elección del ERNiCrMo-4 es aún más importante. Es la opción de ingeniería conservadora. Protege el metal de soldadura que realmente se deja en servicio, no el relleno que desearía haber depositado.
Unas breves palabras sobre la selección del proceso. GTAW suele ser la opción más limpia para pasadas de raíz, reparación de excavación de defectos de precisión y cualquier cosa cercana a una zona de sellado mecanizada. GMAW puede ser muy eficaz en trabajos cualificados de taller una vez que se controlan el modo de transferencia y el gas de protección. SMAW sigue siendo útil para el trabajo de campo, pero en cuerpos de válvulas exige más disciplina en la eliminación de escoria, la mezcla de reinicio y la limpieza de las paredes laterales. En otras palabras, la mejor selección de metal de aportación para cuerpos de válvulas nunca es sólo química; es química más calidad del depósito más control de la dilución. Los parámetros de soldadura C-276 publicados por Haynes y las directrices sobre gases de protección refuerzan este punto de forma muy clara.

Recomendación final
Mi recomendación es simple, y se sostiene bien frente a ingenieros, inspectores y usuarios finales: para Selección del metal de aportación de soldadura Hastelloy C-276 para cuerpos de válvulas, empezar con ERNiCrMo-4 / ENiCrMo-4 y sólo alejarse de esa línea de base cuando un WPS cualificado, la química de servicio real y el análisis de dilución lo justifiquen claramente. No deje que la disponibilidad de existencias decida el diseño de la corrosión. En el trabajo con válvulas, el depósito de soldadura es a menudo la metalurgia local más expuesta de todo el componente.
Si su equipo está calificando un nuevo WPS de reparación o comparando la masilla C-276 con la 625 para un trabajo real en el cuerpo de una válvula, la forma más rápida de evitar un error costoso es revisar cinco puntos antes de soldar: especificación del material base, medio de servicio, ruta del proceso, espesor de la sección y criterios de aceptación. Este es exactamente el tipo de asistencia técnica que un comprador serio debe solicitar antes de hacer el pedido.
Preguntas y respuestas relacionadas
1) ¿Puedo utilizar ERNiCrMo-3 en lugar de ERNiCrMo-4 para un cuerpo de válvula de Hastelloy C-276?
Puede soldarse, pero no debe ser la elección por defecto. Para los cuerpos de válvula de C-276, ERNiCrMo-4 es el más adecuado y conserva mejor el perfil de corrosión Ni-Cr-Mo-W previsto. La sustitución debe estar justificada por la química de servicio real y un procedimiento cualificado, no sólo por la disponibilidad del material de aportación.
2) ¿Es aceptable SMAW para reparar un cuerpo de válvula de C-276?
Sí. ENiCrMo-4 es el electrodo revestido adecuado para SMAW, y los fabricantes lo publican para la soldadura de C-276. Pero para cuerpos de válvulas, especialmente alrededor de la geometría de sellado, a menudo se prefiere GTAW porque ofrece un control más estricto sobre la colocación del cordón, la dilución y la limpieza.
3) ¿Cuál es el mayor error de soldadura en los cuerpos de válvula C-276?
En la práctica, no suele ser el arco el que golpea. Es el uso de un relleno incorrecto o dejar que el aporte de calor y la dilución se desvíen hasta que el metal de soldadura final ya no refleje la intención del diseño de corrosión. En C-276, el control entre pasadas, los cordones de soldadura, las superficies limpias y la selección del relleno adecuado son más importantes de lo que muchos talleres admiten.