Cuando los ingenieros piden un Inconel 600 lista de comprobación de la calidad de los ensayos con líquidos penetrantes, Pero, por lo general, no persiguen el papeleo. Intentan evitar un modo de fallo conocido: una superficie de aspecto limpio que oculta una grieta abierta, falta de fusión en un cordón de soldadura o un defecto de procesamiento que sólo se hace evidente tras el envío, el decapado o el primer ciclo térmico. Con Inconel 600, esa preocupación está justificada. Esta aleación de níquel y cromo se utiliza mucho en aplicaciones térmicas, de corrosión y que contienen cloruros, pero su valor en servicio depende de la disciplina que se aplique en la inspección.
El ensayo por líquidos penetrantes, o PT, suele considerarse un paso rutinario. Esto es un error. En placas Inconel 600, tuberías, piezas forjadas, En la inspección de piezas mecanizadas y soldadas, el TP es muy sensible al estado de la superficie, la calidad de la limpieza, la eliminación del matiz térmico, el control del tiempo de permanencia, la iluminación y la capacidad del inspector para separar las indicaciones lineales reales de las pérdidas inofensivas relacionadas con la geometría. Un informe positivo significa poco si el proceso ha sido deficiente.
Por qué el TP es tan importante para Inconel 600
Inconel 600 no es magnético, por lo que el ensayo con partículas magnéticas no es una opción. Por ello, el ensayo por líquidos penetrantes es uno de los métodos más prácticos para detectar discontinuidades superficiales antes de la entrega final. En la producción real, los defectos que preocupan rara vez son dramáticos. Suelen ser finos, estrechos y discontinuos: grietas por esmerilado, grietas en cráteres, grietas en punteras de soldaduras, roturas por mecanizado, porosidad superficial abierta por decapado o indicaciones lineales localizadas junto a zonas reparadas.
Hay otra complicación. Aleaciones de níquel no perdone una preparación descuidada de la superficie. El tinte térmico, el metal embadurnado por un mecanizado agresivo, el aceite residual, la suciedad incrustada en el taller e incluso el exceso de granallado pueden distorsionar la sensibilidad del TP. Si la superficie no está bien acondicionada, la inspección puede satisfacer a un viajero pero pasar por alto el defecto importante.

Elaborar una lista de comprobación de calidad de los ensayos con líquidos penetrantes Inconel 600 que proteja realmente la calidad
Una lista de comprobación útil no es un formulario genérico de END. Debe obligar al proveedor, al inspector y al comprador a verificar las variables que modifican la fiabilidad del resultado.
Empiece por la propia superficie. Pregunte si la inspección se realizó antes o después del decapado, esmerilado, rectificado de soldaduras o mecanizado final. Esa secuencia es importante. El TP realizado demasiado pronto puede pasar por alto defectos expuestos más tarde por el acabado. El TP realizado después de un pulido intenso puede enmascarar discontinuidades poco profundas al extender el metal por la abertura. En las soldaduras, la lista de comprobación debe registrar si el tinte térmico y el óxido se han eliminado por completo sin esmerilar en exceso la superficie.
A continuación, examine la química del proceso. ¿El sistema penetrante era adecuado para la geometría de la pieza y el acabado de la superficie? Las superficies muy rugosas crean un fondo alto. Las superficies muy lisas y muy pulidas pueden retener menos sangrado visible en defectos estrechos. La lista de comprobación debe identificar el tipo de penetrante, el nivel de sensibilidad si se ha especificado, el tipo de revelador, el limpiador utilizado y la trazabilidad del lote. Los proveedores serios deben registrar estos datos, ya que el control de los consumibles no es una cuestión administrativa, sino que forma parte de la validez de los ensayos.
La temperatura es otra variable frecuentemente ignorada. Los materiales PT están cualificados para trabajar dentro de intervalos de temperatura definidos. Si los componentes de Inconel 600 se inspeccionaron en un taller caliente, junto a una línea de horno o inmediatamente después del procesamiento térmico, la temperatura real de la pieza importa. También lo son el tiempo de permanencia y el tiempo de desarrollo. Si es demasiado corto, las discontinuidades finas no producen una indicación legible. Si es demasiado largo, el fondo se vuelve irrelevante, especialmente alrededor de las ondulaciones de la soldadura, las marcas de mecanizado y los bordes.
La iluminación y las condiciones de visión deben estar presentes Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Inconel 600. Para los sistemas visibles, la intensidad de la luz blanca debe ser adecuada y verificada. En el caso de los sistemas fluorescentes, la intensidad de la luz UV-A, el control de la luz blanca ambiental y la adaptación del operador a la oscuridad forman parte del entorno de inspección. Un informe que diga “PT OK” sin documentar las condiciones de visión es una prueba débil.
Práctica tabla de listas de control para la inspección de entrada o las auditorías de proveedores
| Lista de control Elemento | Qué verificar en Inconel 600 | Por qué es importante | Típica bandera roja |
|---|---|---|---|
| Identidad material | Número térmico, grado de aleación, forma del producto coinciden con PO/MTC | Evita la liberación de aleaciones erróneas | PT realizado en piezas con una trazabilidad poco clara |
| Fase de inspección | PT tras la pertinente preparación final de la superficie | Los defectos pueden abrirse o cerrarse durante el acabado | PT realizado antes de la molienda final o el decapado |
| Limpieza de la superficie | Sin aceite, pintura, cascarilla, óxido ni contaminación del taller | Los contaminantes bloquean la entrada del penetrante | Pasar un paño con disolvente sólo en soldaduras muy tintadas |
| Eliminación del tinte térmico | El óxido de soldadura se elimina por completo sin estrías | El óxido enmascara las grietas finas | Permanece un tinte oscuro cerca de la ZAC |
| Estado de la superficie | Rugosidad aceptable; el mecanizado no mancha el metal | El frotis puede sellar discontinuidades | Zona pulida brillante junto a mecanizado agresivo |
| Sistema de líquidos penetrantes | Tipo, método, sensibilidad, lote registrado | Confirma la idoneidad y trazabilidad del proceso | Consumibles no identificados |
| Control de la temperatura | Pieza y materiales dentro de la gama cualificada | Afecta a la penetración y al sangrado | Inspección de piezas calientes directamente desde el taller |
| Tiempo de permanencia | Tiempos de penetración y desarrollo registrados | Afecta directamente a la sensibilidad | “Hora estándar” escrita sin valor |
| Eliminación del exceso de penetrante | Limpieza adecuada sin lavado excesivo | Un lavado excesivo puede borrar las indicaciones finas | Fuerte acción disolvente en la zona sospechosa |
| Condiciones de iluminación | Luz blanca o UV-A verificada y documentada | Determina la legibilidad de las indicaciones | Sin registro lux/UV |
| Evaluación de las indicaciones | Indicaciones lineales frente a redondeadas evaluadas según criterios de aceptación | Evita falsas aceptaciones o rechazos | “Sin defectos” sin notas de clasificación |
| Limpieza posterior y conservación | Eliminación de residuos; protección de superficies sensibles a la corrosión | Mantiene el estado del producto final | Restos de revelador en las grietas |
| Cualificación del inspector | Operador cualificado y procedimiento válido | Garantiza la competencia y el cumplimiento | No hay ID de operador ni referencia de procedimiento |
| Informe completo | Fecha, ID de la pieza, zona inspeccionada, resultados, disposición | Hace que el resultado sea auditable | Certificado genérico PT con detalles mínimos |
Qué buscan los compradores e ingenieros experimentados más allá del sello “PT aprobado
Un resultado de TP creíble en Inconel 600 no se detiene en la visibilidad de la indicación. Hay que preguntarse cómo se ha interpretado el resultado.
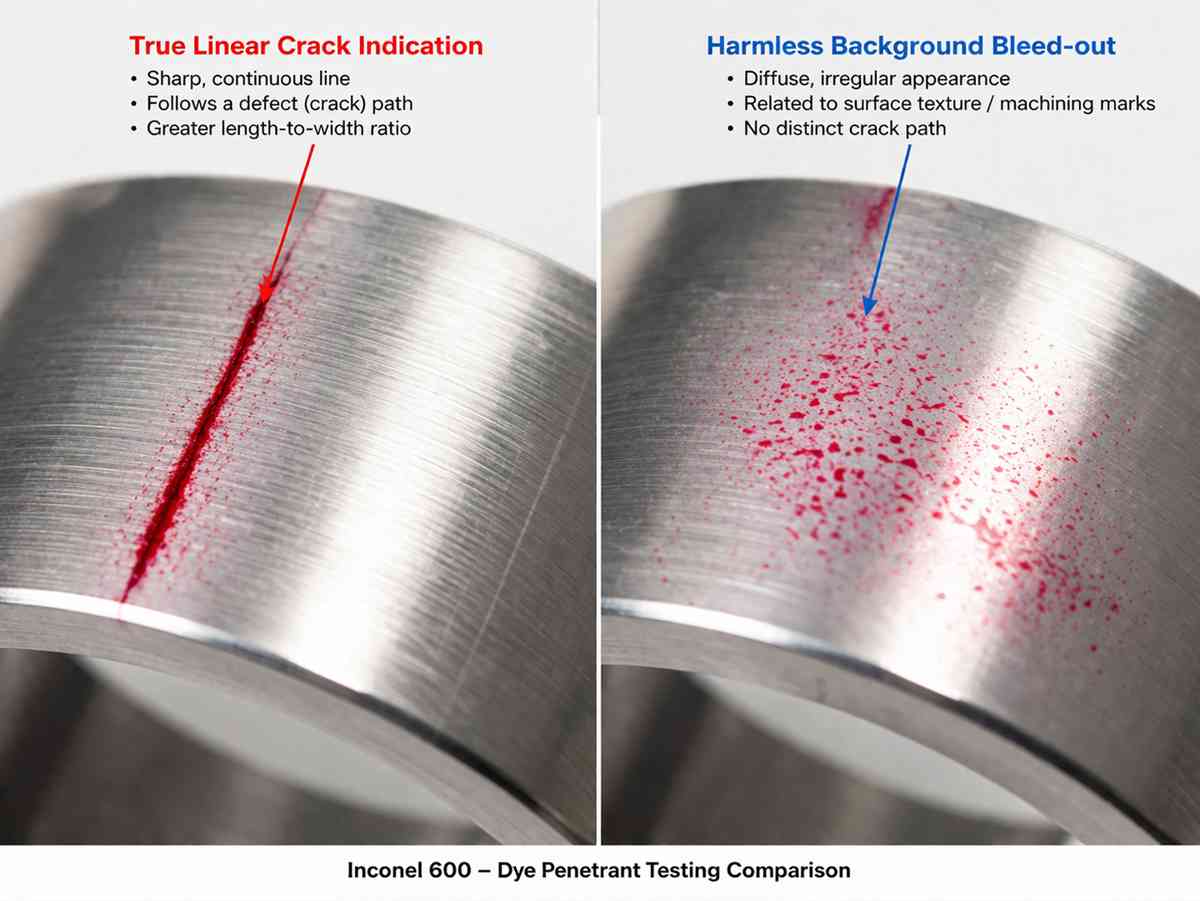
Las indicaciones lineales merecen especial atención. En las soldaduras de aleaciones de níquel, una indicación lineal fina en la punta de la soldadura o en el borde del cráter nunca debe descartarse casualmente como una marca de rectificado o un efecto del perfil. Las indicaciones redondeadas pueden ser aceptables en algunos códigos en función del tamaño y la distribución, pero las indicaciones redondeadas alineadas pueden ser señal de un estado más grave de la superficie. El informe debe hacer referencia a la norma de aceptación aplicable, no al juicio personal del inspector.
En el caso de barras mecanizadas, anillos y componentes forjados, preste atención a las zonas con metal manchado direccionalmente. Una pieza puede tener un aspecto excelente después de un mecanizado fino y seguir siendo difícil de inspeccionar de forma fiable. En ese caso, un proveedor disciplinado puede grabar ligeramente, decapar o acondicionar la superficie antes de la PT para reabrir discontinuidades poco profundas. Es una buena práctica cuando se controla adecuadamente. Lo que no se desea es una mejora decorativa de la superficie que reduzca la detectabilidad.
La misma lógica se aplica a las zonas reparadas. Si se ha realizado una reparación de soldadura, un esmerilado de mezcla o un repaso local, la Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Inconel 600 debe exigir una reinspección específica de la zona reparada y de la zona adyacente afectada por el calor. Declaraciones generales como “100% PT probado” son menos útiles que los registros específicos de la zona vinculados al historial de reparaciones.
Conclusión
Si va a comprar Inconel 600 para un servicio crítico de retención de presión, alta temperatura o corrosión, no trate el PT como un ejercicio de marcar casillas. Un Lista de comprobación de la calidad de los ensayos con líquidos penetrantes en Inconel 600 le ofrece algo mucho más valioso que un certificado: muestra si la inspección tenía posibilidades reales de encontrar las discontinuidades que importan.
En 28Nickel, las discusiones técnicas más productivas suelen comenzar cuando un cliente envía no sólo el dibujo, sino también la base de aceptación, las expectativas de estado de la superficie y los requisitos de documentación de END. Ahí es donde la calidad se hace mensurable. Si los registros de TP de su proveedor actual son escasos, incoherentes o demasiado genéricos, no suele tratarse de un problema de documentación. Es un problema de control de procesos.
Preguntas y respuestas relacionadas
1. ¿Es suficiente el ensayo por líquidos penetrantes para todos los defectos de Inconel 600?
No. El TP sólo detecta discontinuidades abiertas a la superficie. Es excelente para detectar grietas superficiales, solapamientos o porosidad abierta, pero no puede detectar con fiabilidad defectos subsuperficiales. Para secciones más gruesas o piezas forjadas críticas, el ensayo PT suele complementarse con ensayos ultrasónicos o radiografías, en función de la geometría y los requisitos del código.
2. ¿Debe decaparse el Inconel 600 antes del ensayo por líquidos penetrantes?
A menudo, sí, especialmente en soldaduras con un fuerte tinte térmico u óxido. Un decapado adecuado o un acondicionamiento controlado de la superficie pueden mejorar la detectabilidad de los defectos al eliminar las películas de óxido que bloquean la entrada del penetrante. Sin embargo, la secuencia debe ser controlada, ya que una limpieza excesiva, un pulido excesivo o la suciedad metálica provocada por la reelaboración también pueden reducir la sensibilidad.
3. ¿Cuál es el error de calidad más común en la PT de piezas de Inconel 600?
El error más común es una mala preparación de la superficie combinada con una documentación deficiente. En la práctica, las grietas no detectadas suelen estar relacionadas con el tinte térmico residual, las superficies de mecanizado manchadas, el lavado excesivo durante la eliminación del penetrante o los registros incompletos del tiempo de permanencia y las condiciones de iluminación.


